партии флюсов. При этом применяли следующие сырьевые материалы: песок марки С- 0702, глинозем марки Г-0, магнезит каустический СМ-2, концентрат марганцевый, рутиловый концентрат, флюорит марки ФФС-97А, мрамор марки М-97Б, натриево- калиевая глыба. Указанные сырьевые материалы переплавлялись в дуговой печи до получения гомогенного расплава, который затем гранулировали в воздушной камере. При этом образовывались однородные частицы стекловидного строения темного цвета. Полученные зерна измельчали до размера 0,25 - 2,5 мм. Требуемый гранулометрический состав получали при просеве флюса через соответствующие сетки и последующим перемешиванием полученных фракций. Для оценки сварочно-технологи- ческих свойств выплавленных флюсов наплавляли кругляк диаметром 40 мм из стали 20 проволокой Св-08Г2С диаметр проволоки 2 мм. Наплавку проводили на установке УД-209 VI. Режим наплавки: напряжение дуги 26 В, сварочный ток 180-210 А обратной полярности, скорость сварки (наплавки) 32 м/ч. Результаты испытаний флюса разного состава приведены в табл.2.
Под каждым из исследуемых- флюсов выполняли наплавку трех образцов. Наплавленные валики просвечивали на уста- новке РУП-200 и по рентгеновским снимкам оценивали наличие или отсутствие пор. Отделимость шлаковой корки оценивали по трехбалльной системе:
-хорошая отделимость - шлаковая кор- ка самопроизвольно отделяется без применения механических усилий;
-удовлетворительная отделимость - шлаковая корка полностью отделяется при постукивании молотком по образцу после сварки;
-неудовлетворительная отделимость - шлаковая корка прочно сцепляется с металлом шва и ее можно удалить только с по- мощью зубила и молотка.
Стабильность горения дуги под выплавленными флюсами оценивали по методике, предусматривающей измерение разрывной длины дуги, и по формированию наплавленного валика. При этом формирование наплавленного валика оценивали по двухбалльной шкале:
-хорошее формирование - гладкая блестящая поверхность шва с плавными переходами к основному металлу;
-неудовлетворительное формирование - шов имеет подрезы, наплывы, поверхность шва имеет побитость.
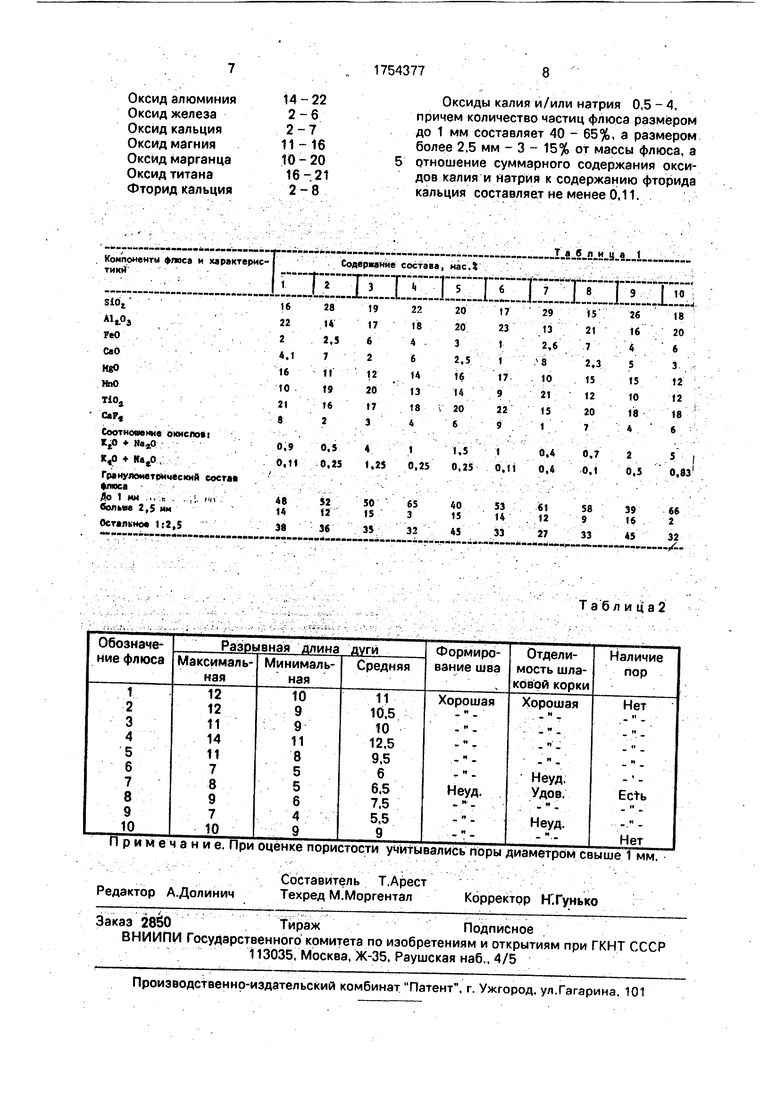
Весовое содержание компонентов флюса приведено в табл.1, а свойства флюса - в табл 2.
Флюс 6 изготовлен с повышенным содержанием фторида кальция и оксидов алюминия, магния, титана и пониженным содержанием оксидов марганца, железа, кальция, что приводит к ухудшению отделимости шлаковой корки и снижению разрывной длины дуги.
Флюс 7 изготовлен с повышенным содержанием оксидов кремния, кальция, Марганца и пониженным Содержанием оксидов алюминия, магния, титана, калия и натрия, что приводит к возникновению пор и нарушению формирующих свойств шлака.
Флюс 8 изготовлен с повышенным содержанием оксида железа, пониженным содержанием оксида кремния и пониженным значением указанного формуле соотношения, что приводит к возникновению пор и ухудшению отделимости шлаковой корки.
Флюс 9 изготовлен с пониженным содержанием фракции до 1 мм,повышенным содержанием больше 2,5 мм, что приводит к неудовлетворительному формированию шва, нарушению отделимости шлаковой корки .и снижению разрывной длины дуги.
Флюс 10 имеет повышенное содержание оксидов калия и натрия, фракции до 1 мм и пониженным содержанием фракции больше 2,5 мм, что приводит к нарушению формирования шва и ухудшению отделимости шлаковой корки.
Предлагаемый флюс обладает большой разрывной длиной дуги и, как следствие, повышенной стабильностью горения дуги под флюсом, улучшена способность шлаковой корки, образующейся при сварке (наплавке), к отделению с поверхности металла шва, повышены формирующие свойства шлака, в наплавленном металле отсутствуют поры. Предлагаемый флюс может быть рекомендован для Наплавки цилиндрических деталей широкого класса углеродистых, низко- и среднелегированных сталей.
Формула изобретения Сварочный плавленый флюс, содержащий оксиды кремния, .алюминия, железа, кальция, магния, марганца, титана, калия, натрия, фторид кальция, отличающий- С я тем, что, с целью улучшения отделимости шлаковой корки и формирования шва при наплавке цилиндрических изделий из низколегированных сталей, а также повышения стойкости наплавленного металла против порообразования, флюс содержит компоненты в следующем соотношении, мас.%: Оксид кремния16 - 28
Оксид алюминия14 - 22
Оксид железа2-6
Оксид кальция2-7
Оксид магния11-16
Оксид марганца10-20
Оксид титана16-21
Фторид кальция2-8
Оксиды калия и/или натрия 0,5 - 4, причем количество частиц флюса размером до 1 мм составляет 40 - 65%, а размером более 2,5 мм - 3 - 15% от массы флюса, а отношение суммарного содержания оксидов калия и натрия к содержанию фторида кальция составляет не менее 0,11.
| название | год | авторы | номер документа |
|---|---|---|---|
| Флюс для электродуговой сварки и наплавки | 1989 |
|
SU1606297A1 |
| ФЛЮС ДЛЯ АВТОМАТИЧЕСКОЙ ЭЛЕКТРОДУГОВОЙ НАПЛАВКИ | 1989 |
|
RU1648001C |
| СВАРОЧНЫЙ ФЛЮС | 1995 |
|
RU2080227C1 |
| Флюс для сварки углеродистых и низколегированных сталей | 1990 |
|
SU1759229A3 |
| Плавленый флюс для механизированной сварки | 1990 |
|
SU1756080A1 |
| КЕРАМИЧЕСКИЙ ФЛЮС ДЛЯ АВТОМАТИЧЕСКОЙ СВАРКИ И НАПЛАВКИ | 2012 |
|
RU2493945C1 |
| СВАРОЧНЫЙ ФЛЮС | 2001 |
|
RU2203787C2 |
| ФЛЮС ДЛЯ АВТОМАТИЧЕСКОЙ НАПЛАВКИ ЛЕНТОЧНЫМ ЭЛЕКТРОДОМ | 2013 |
|
RU2526623C1 |
| КЕРАМИЧЕСКИЙ ФЛЮС ДЛЯ АВТОМАТИЧЕСКОЙ СВАРКИ И НАПЛАВКИ | 2003 |
|
RU2240907C1 |
| Плавленый флюс для сварки и наплавки низколегированных сталей | 1990 |
|
SU1754378A1 |
Примечание. При оценке пористости учитывались поры диаметром свыше 1 мм.
Редактор А.Долинич
Составитель Т. Арест Техред М.Моргентал
Табл и Ца2
Корректор КГунько
