Глинозем 19-23 Кремнезем 22-26 Магнезит 8-11 Оксиды марганца 6-9 Смесь окиси калия и натрия 0,5-1,5 Плавиковый шпат Остальное Недостатками сварочного флюса являются невысокая стойкость против образования пор, nrfoxo e формирование металла шва, плохая отделимость Шлаковой корки, а также неустойчивое горение сварочной дуги.
Известен флюс для подкладки при односторонней автоматической сварки следующего состава, %:
СаО 15-35
МдО 5-25 Ю-30 CaF2 3-20 МпО 5-25 SI02 5-30
К недостаткам флюса следует отнести то, что он является подкладочным и предназначается для обеспечений формирования валика и предотвращения наплавки металла на подкладку. Использование известного флюса в качестве сварочного, кото- рый наносится на поверхность кромок заготовок и определяет характер металлургических процессов в сварочной ванне, не обеспечивает получения качественных сварных соединений и стабилизации сва- рочного процесса.
Известен флюс марки АН-22 для сварки среднелегированных сталей аустенитной проволокой, имеющий следующий состав, мас.%:
Окись кремния18-22
Окись алюминия19-23
Окись марганца7-9
Окись кальция12-15
Окись магния12-15
Сумма окислов натрия и калия 1-2 Фтористый кальций20-24
Окислы железаНе более 1,0
СераНе более 0,05
ФосфорНе более 0,05
Недостатками флюса являются неудовлетворительное формирование швов, плохая отделимость шлаковой корки, а также невысокая стойкость против образования пор.
Известен сварочный флюс для сварки низколегированных сталей перлитного класса, имеющий следующий состав, мас.%:
Кремнезем24-28
Фтористый кальций16-20
Окись кальция4-8
Окись алюминия15-18
Магнезит18-26
Смесь окисей калия и натрия 3,0-6.5
Закись марганца фтористый , натрий0,5-5,0
Данный флюс повышает стойкость металла против образования горячих трещин, улучшает отделимость шлака с поверхности наплавляемого металла.
Однако при сварке среднелегированных сталей типа ЗОХ2Н2М дает неустойчивый процесс горения дуги и дефекты в виде подрезов.
Известен флюс марки ФЦ-16, который предназначен для сварки среднелегированных сталей, в том числе и легированной сварочной проволокой. Состав флюса ФЦ-16 следующий, мас.%:
SiOa 26-32
МпО 3-6
СаО 15-21
МдО 6-9
17-21
CaF2 12-18
NaF 3-8
NaaO, «20 Не более 2
Рв20з Не более 1
Флюс ФЦ-16 относится к группе низкокремнистых низкомарганцевых солеоксид- ных флюсов.
Недостатками известного флюса являются склонность к гидратации и необходимость прокалки при 600°С, невысокая стойкость против образования пор и трещин.
Целью изобретения является создание состава плавленого флюса для механизированной сварки стали типа ЗОХ2Н2М проволокой Св-08Х20Н9Г7Т, обеспечивающего стабилизирующие свойства, улучшенную отделимость шлаковой корки, высокую стойкость швов против образования пор и трещин, хорошую смачиваемость основного металла наплавляемым и получение плавного перехода от шва к основному металлу при высоких значениях величины ударной вязкости металла шва.
Введение окисла хрома в состав флюса
Q|/
при соотношении 28 позволяСГ2ОЗ
ет существенно улучшить отделимость шла- ковой корки за счет изменения окислительного потенциала флюса. Хром при сварке аустенитной проволокой не окисляется и нет эпитаксиального срастания шлака и металла (см. данные табл.).
Сопоставительный анализ известного и предлагаемого флюсов говорит о том, что введение окисла хрома в количестве 1-4%
О t f
при соотношении 28 S б с одновременным введением в состав флюса МдО (6-10%), (14-18%) и СаО (16-20%) обеспечивает стойкость против образования пор и трещин.
Проведены сравнительные испытания флюсов на стойкость швов против образования горячих трещин. Применяется проволока ф 5 мм марки Св-08Х20Н9Г7Т. Сварка ведется в канавку глубиной 30 мм с углом раскрытия 60° при толщине металла д 80-85 мм. Режим сварки: сила тока 675- 730 А, ток постоянный, полярность прямая, напряжение на дуге 38-40 В. Скорость сварки изменяют в зависимости от стойкости металла шва против образования горячих трещин, добиваясь отсутствия последних. Эта скорость считается критической при оценке сварочных материалов.
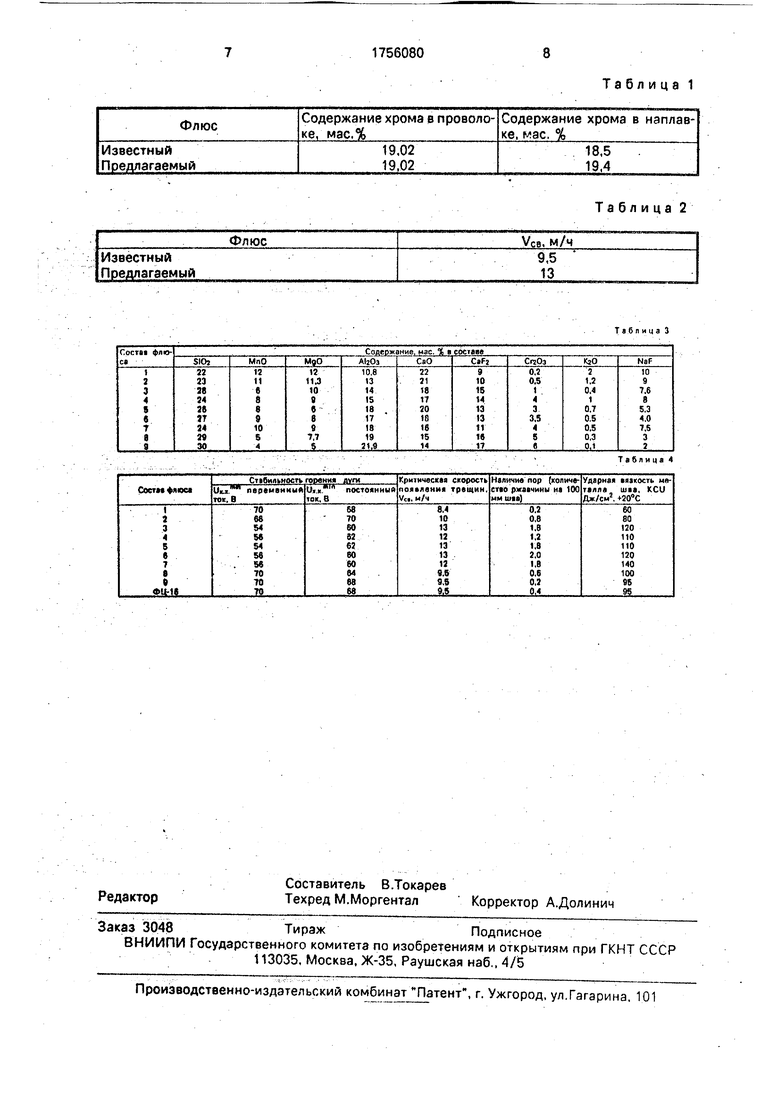
Чем больше скорость сварки, тем более стойкий металл шва против образования трещин. Результаты приведены в табл. 2.
Были выплавлены однослойные наплавки проволокой Св-08Х20Н9Г7Т0 5 мм на приведенных выше режимах в канавку длиной 450 мм с углом разделки 60° с засыпкой различных количеств синтетической ржавчины на 100 мм шва. Установлено, что при наплавке под известным флюсом пор нет при количестве ржавчины не более 0,2 г/100 мм шва. Под предлагаемым флюсом пор нет при количестве ржавчины 2,0 г/100 мм шва.
Уменьшение температуры плавления флюса до 1030°С (известного 1300°С), оптимизация его вязкости обеспечивают хорошую смачиваемость основного металла наплавляемым, плавный переход от шва к основному металлу. Это подтверждают полученные данные по растекаемости металла шва при автоматической двухдуговой сварке в глубокую разделку проволокой Св- 08Х20Н9Г7Т 0 5 мм на постоянном токе обратной полярности. Корень шва варят на режиме: ICB 500 A, Ug 40 В, 1)св 18м/ч, последующие валики: - 550 A, Ug 42 В, UCB 18 м/ч. Ширина корневого валика при сварке под известным флюсом 18 м, а под предлагаемым 25 мм. Ширина последующих валиков соответственно 50 и 57 мм,
Флюс предлагаемого состава, а также флюсы с концентрацией ингредиентов, выходящих за указанные диапазоны, выплавляют в электродуговых печах с графитовой футеровкой, а также в металлическом кокиле, гранулируются мокрым способом таким образом, что зерна его имеют пемзовидное строение, а после сушки и рассева (0,3552,5 мм) обеспечивается насыпная плотность готового флюса в пределах 0,8-1,1 кг/дм3. Плавки ведется на режиме 100 В 3000 А. Грануляция флюсов осуществляется в воду Сушка ведется в печах барабанного типа Рассев полигональном сите. В табл. 3 приведены химические составы опытных флюсов.
Ингредиенты, входящие в состав флю- 0 сов 3-7. находятся в оптимальных пределах предлагаемого состава, а флюсы 1, 2, 8 и 9 находятся за пределами предлагаемого состава.
В лабораторных условиях проведены 5 испытания флюсов. Применяемое оборудование: А-1412, источник питания ВСЖ-1600. Сварка велась на стали типа ЗОХ2Н2М проволокой Св-08Х20Н9Г7Т 5 мм.
В табл 4 приведены результаты испыта- 0 ний опытных флюсов,
Результаты сопоставительного анализа и испытаний опытных флюсов показывают, что флюс предлагаемого состава позволяет обеспечивать отличные стабилизирующие 5 свойства, улучшенную отделимость шлаковой корки, высокую стойкость швов против образования пор и трещин, хорошую смачиваемость основного металла наплавляемым и плавный переход от шва к основному ме- 0 таллу при высоких значениях величины ударной вязкости металла шва. Нарушение предлагаемого соотношения SICWtoO и 5Ю2/Сг20з приводит к снижению качества сварных соединений. 5
Формула изобретения Плавный флюс для механизированной сварки низко- и среднеуглеродистых, сред- нелегированных сталей высоколегирован- 0 ной проволокой, содержащий оксиды кремния, марганца, магния, алюминия, кальция, калия и фториды кальция и натрия, отличающийся тем, что, с целью улучшения сварочно-технологических 5 свойств и повышения стойкости против тре- щинообразования и ударной вязкости металла шва при сварке стали типа ЗОХ2Н2М проволокой Св-08Х20Н9Г7Т, флюс дополнительно содержит оксид хрома при следую- 0 щем соотношении компонентов флюса, мас.%:
Оксид кремния24-28
Оксид марганца6-10
Оксид магния6-10
5 Оксид алюминия14-18
Оксид кальция16-20
Фторид кальция11-15
Оксид хрома1-4
Оксид калия0,4-1,0
Фторид натрия4-8
Таблица 1
| название | год | авторы | номер документа |
|---|---|---|---|
| Плавленый сварочный низкокремнистый флюс | 1988 |
|
SU1685660A1 |
| Керамический флюс для сварки сталей | 1991 |
|
SU1797550A3 |
| ФЛЮС ДЛЯ АВТОМАТИЧЕСКОЙ НАПЛАВКИ ЛЕНТОЧНЫМ ЭЛЕКТРОДОМ | 2013 |
|
RU2526623C1 |
| Флюс для электродуговой сварки и наплавки | 1989 |
|
SU1606297A1 |
| Сварочный плавленый флюс | 1990 |
|
SU1754377A1 |
| Флюс для автоматической высокоскоростной сварки сталей | 1983 |
|
SU1130446A1 |
| Керамический флюс для сварки деталей | 1990 |
|
SU1726183A1 |
| Состав керамического флюса для сварки низкоуглеродистых и низколегированных сталей | 1981 |
|
SU967749A1 |
| Сварочный флюс | 1977 |
|
SU716749A1 |
| ПЛАВЛЕНЫЙ ФЛЮС ДЛЯ МЕХАНИЗИРОВАННОЙ СВАРКИ НИЗКОЛЕГИРОВАННОЙ СТАЛИ | 2005 |
|
RU2309829C2 |
Использование: механизированная сварка стали ЗОХ2Н2М проволокой Св- 08х20Н9Г7Т, Плавленый флюс содержит следующие компоненты. мас,%: оксид кремния 24-28; оксид марганца 6-10; оксид магния 6-10; оксид алюминия 14-18; оксид кальция 16-20; фторид кальция 11-15; оксид хрома 1-4; оксид калия 0,4-1,0; фторид натрия 4-8. 4 табл. Окись кальция12-18 Сумма окислов калия и натрия 2-3 Фтористый кальций35-45 Фтористый натрий4-5 Окислы железаНе более 0,5 Недостатком флюса является то, что он весьма склонен к гидратации, что связано с повышенной основностью. Известен сварочный флюс для сварки низколегированных сталей, имеющий следующий состав, мас.%: VJ СП Б 8
Таблица 2
Таблица 3
Таблица 4
| ЭЛЕКТРОДУГОВОЙ СВАРКИ | 0 |
|
SU189296A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| Механический грохот | 1922 |
|
SU41A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| Двухтактный двигатель внутреннего горения | 1924 |
|
SU1966A1 |
| В | |||
| и др | |||
| Сварочные флюсы | |||
| - Киев: Техника, 1984, с | |||
| Шкив для канатной передачи | 1920 |
|
SU109A1 |
| Технология электрической сварки металлов и сплавов плавлением | |||
| /Под ред | |||
| Б | |||
| Е | |||
| Патона | |||
| М., Машиностроение, 1974, с | |||
| Телефонная трансляция с местной цепью для уничтожения обратного действия микрофона | 1924 |
|
SU348A1 |
| Плавленый флюс | 1977 |
|
SU733933A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| Авторское свидетельство СССР № 1169279,кл | |||
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| Изобретение относится к сварочным материалам, в частности к составам плавленых флюсов, и может быть использовано для электродуговой сварки, преимущественно среднелегированных сталей | |||
| Кипятильник для воды | 1921 |
|
SU5A1 |
| Флюс имеет следующий состав, мас.%: Окись кремния15-20 Окись алюминия18-23 | |||
