нагрузок из-за наличия втулок, недостаточно высокие фрикционные свойства из-за малой работы сил трения между скрещивающимися участками троса.
Целью изобретения является повышения качества упругофрикционных элементов за счет увеличения диапазона предельных деформаций и повышения фрикционных свойств.
Указанная цель достигается тем, что после снятия втулок с навитым на них тросом с оправки, фиксируют взаимное положение скрещивающихся участков троса, а сами втулки удаляют. Взаимное положение скрещивающихся участков троса фиксируют пружинными скобами, каждую из которых надевают на скрещивающиеся участки троса через смежные петли, скобу сжимают за счет сведения друг с другом ее концов, а сжатое положение скобы фиксируют. Взаимное положение скрещивающихся участков троса фиксируют через каждую пару втулок.
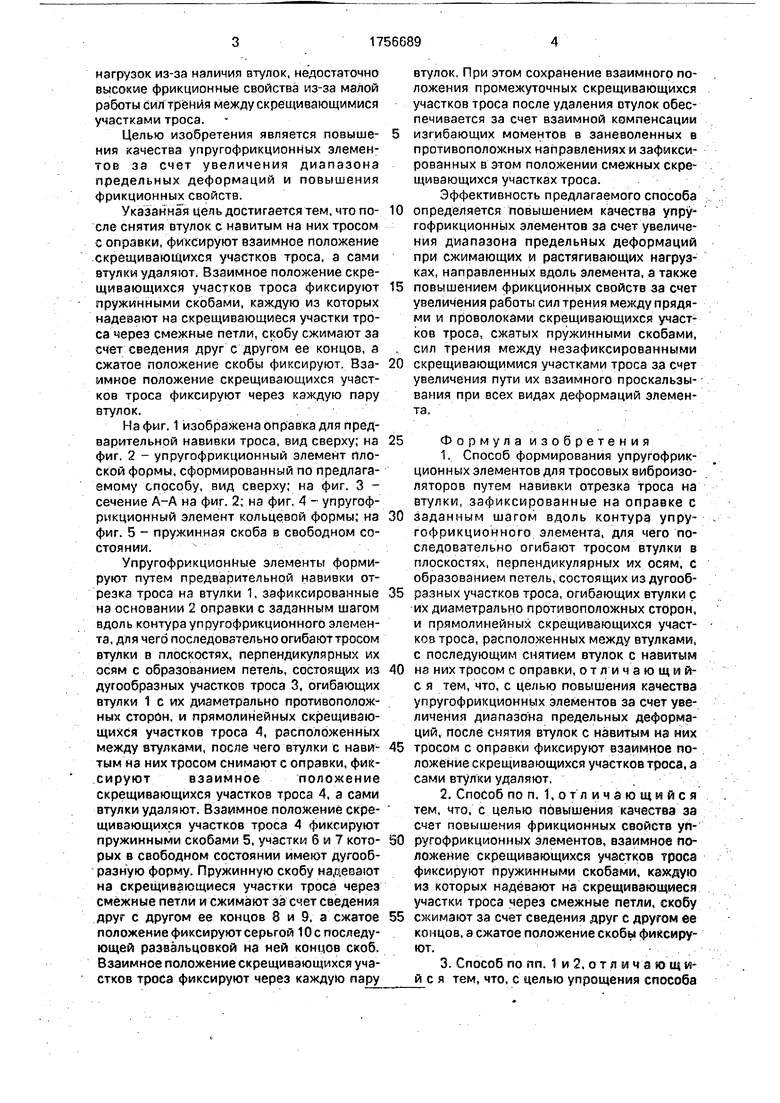
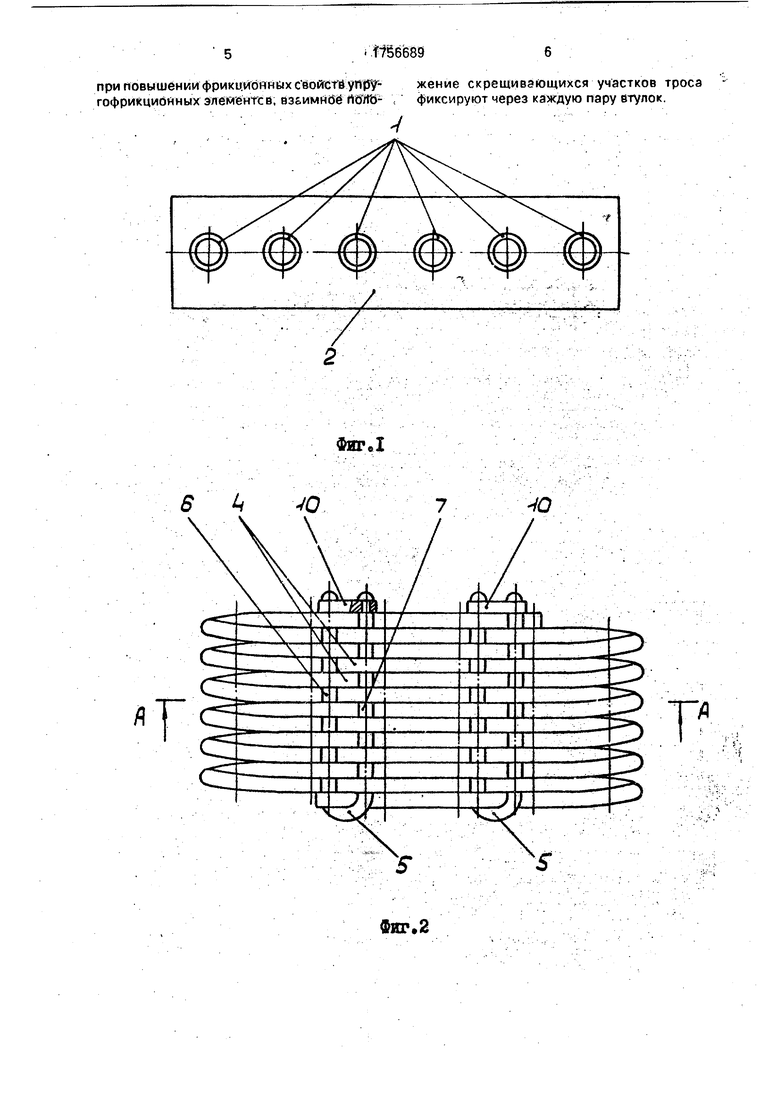
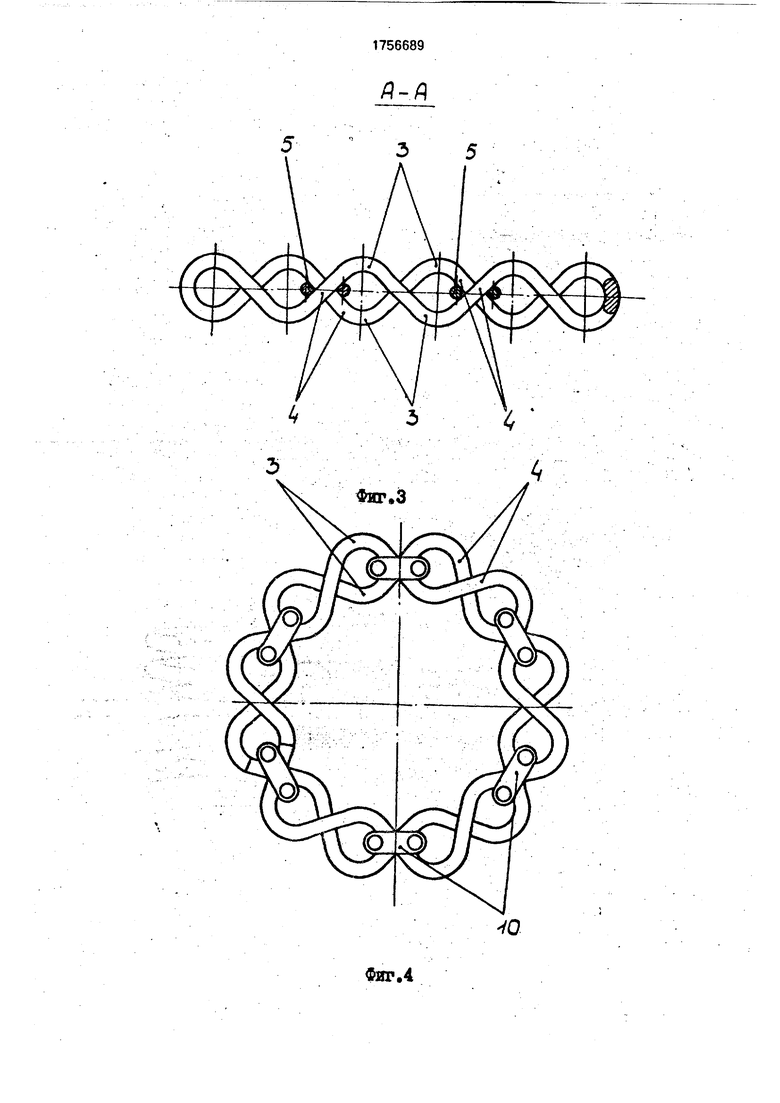
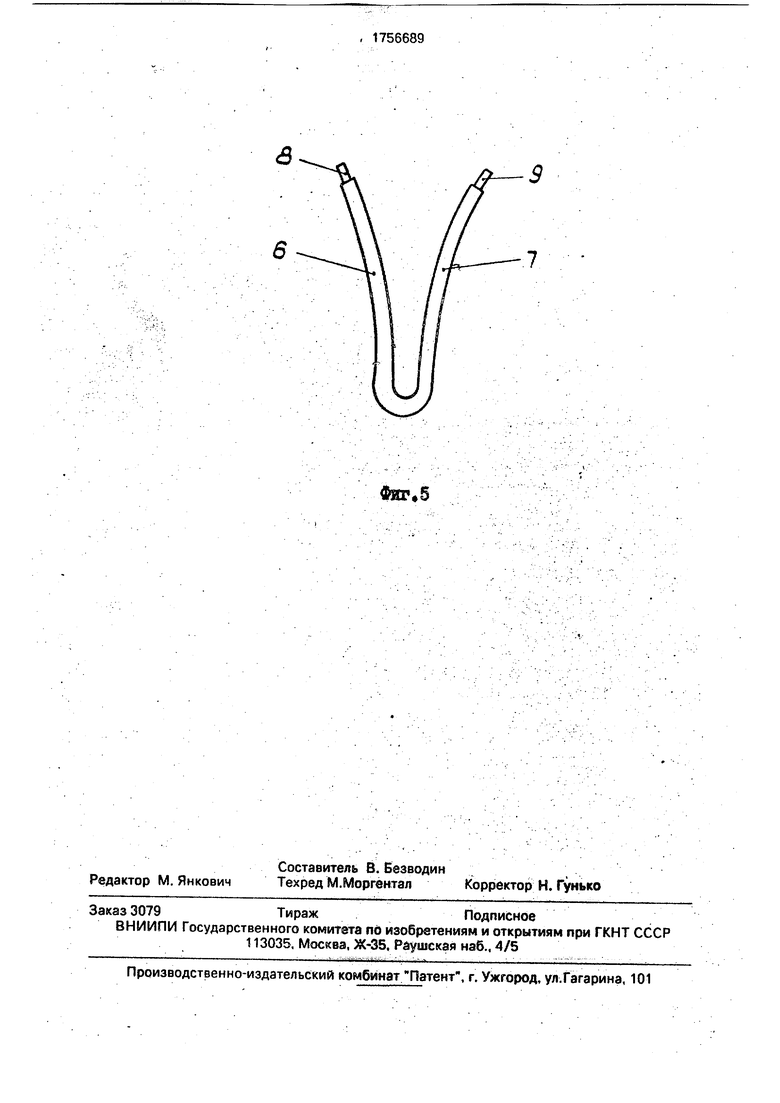
На фиг. 1 изображена оправка для предварительной навивки троса, вид сверху; на фиг. 2 - упругофрикционный элемент плоской формы, сформированный по предлагаемому способу, вид сверху; на фиг. 3 - сечение А-А на фиг. 2; на фиг, 4 - упругофрикционный элемент кольцевой формы; на фиг. 5 - пружинная скоба в свободном состоянии.
Упругофрикционные элементы формируют путем предварительной навивки отрезка троса на втулки 1, зафиксированные на основании 2 оправки с заданным шагом вдоль контура упругофрикционного элемента, для чего последовательно огибают тросом втулки в плоскостях, перпендикулярных их осям с образованием петель, состоящих из дугообразных участков троса 3, огибающих втулки 1 с их диаметрально противоположных сторон, и прямолинейных скрещивающихся участков троса 4, расположенных между втулками, после чего втулки с навитым на них тросом снимают с оправки, фиксируют взаимное положение скрещивающихся участков троса 4, а сами втулки удаляют. Взаимное положение скрещивающихся участков троса 4 фиксируют пружинными скобами 5, участки б и 7 которых в свободном состоянии имеют дугообразную форму. Пружинную скобу надевают на скрещивающиеся участки троса через смежные петли и сжимают за счет сведения друг с другом ее концов 8 и 9, а сжатое положение фиксируют серьгой 10 с последующей развальцовкой на ней концов скоб. Взаимное положение скрещивающихся участков троса фиксируют через каждую пару
втулок, При этом сохранение взаимного положения промежуточных скрещивающихся участков троса после удаления отулок обеспечивается за счет взаимной компенсации
изгибающих моментов в заневоленных в противоположных направлениях и зафиксированных в этом положении смежных скрещивающихся участках троса.
Эффективность предлагаемого способа
определяется повышением качества упругофрикционных элементов за счет увеличения диапазона предельных деформаций при сжимающих и растягивающих нагрузках, направленных вдоль элемента, а также
повышением фрикционных свойств за счет увеличения работы сил трения между прядями и проволоками скрещивающихся участков троса, сжатых пружинными скобами, сил трения между незафиксированными
скрещивающимися участками троса за счет увеличения пути их взаимного проскальзывания при всех видах деформаций элемента.
Фор мула изобретения
1.Способ формирования упругофрикционных элементов для тросовых виброизоляторов путем навивки отрезка троса на втулки, зафиксированные на оправке с
заданным шагом вдоль контура упругофрикционного элемента, для чего последовательно огибают тросом втулки в плоскостях, перпендикулярных их осям, с образованием петель, состоящих из дугообразных участков троса, огибающих втулки с их диаметрально противоположных сторон, и прямолинейных скрещивающихся участков троса, расположенных между втулками, с последующим снятием втулок с навитым
нз них тросом с оправки, отличающий- с я тем, что, с целью повышения качества упругофрикционных элементов за счет увеличения диапазона предельных деформаций, после снятия втулок с навитым на них
тросом с оправки фиксируют взаимное положение скрещивающихся участков троса, а сами втулки удаляют.
2.Способ по п. 1,отличающийся тем, что, с целью повышения качества за счет повышения фрикционных свойств упругофрикционных элементов, взаимное положение скрещивающихся участков троса фиксируют пружинными скобами, каждую из которых надевают на скрещивающиеся участки троса через смежные петли, скобу
сжимают за счет сведения друг с другом ее концов, а сжатое положение скобы фиксируют.
3.Способ по яп. 1 и 2, отяичающи- й с я тем, что, с целью упрощения способа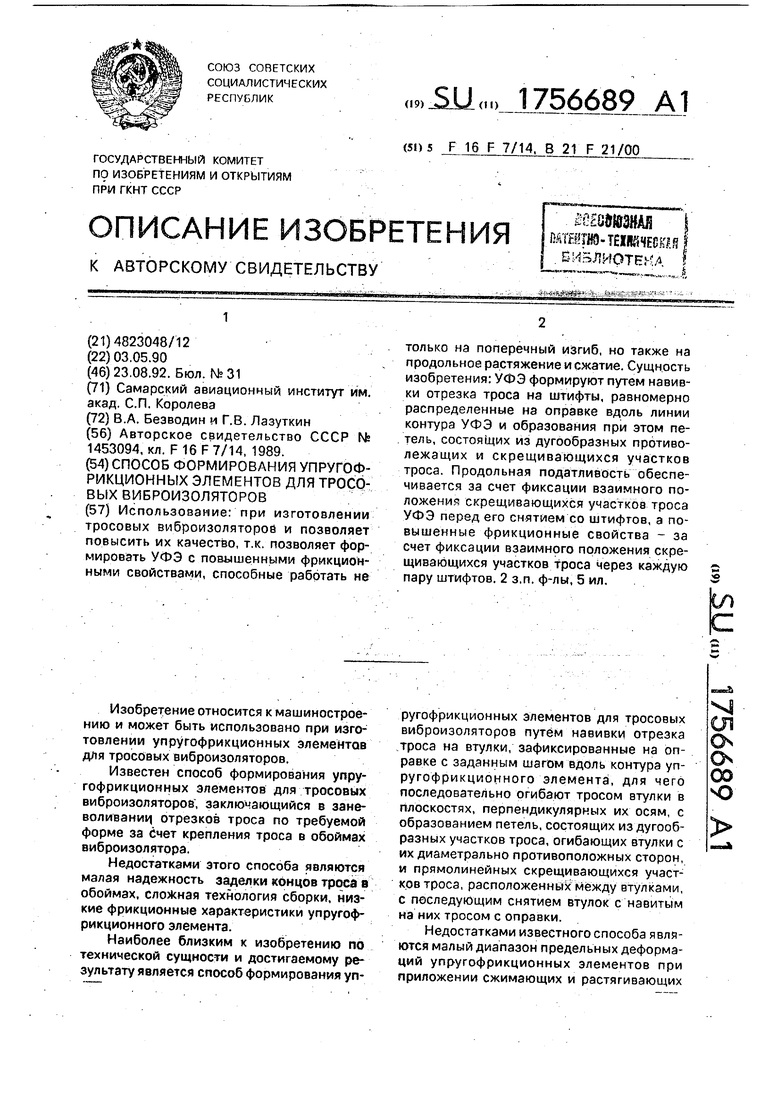
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ФОРМИРОВАНИЯ УПРУГОФРИКЦИОННЫХ ЭЛЕМЕНТОВ ДЛЯ ТРОСОВЫХ ВИБРОИЗОЛЯТОРОВ | 1991 |
|
RU2042064C1 |
| СПОСОБ ФОРМИРОВАНИЯ УПРУГОФРИКЦИОННЫХ ЭЛЕМЕНТОВ ДЛЯ ТРОСОВЫХ ВИБРОИЗОЛЯТОРОВ | 1992 |
|
RU2075666C1 |
| Способ формирования упругофрикционных элементов для тросовых виброизоляторов | 1991 |
|
SU1798564A1 |
| ТРОСОВЫЙ ВИБРОИЗОЛЯТОР | 1991 |
|
RU2020316C1 |
| СПОСОБ ФОРМИРОВАНИЯ УПРУГОФРИКЦИОННЫХ ЭЛЕМЕНТОВ ДЛЯ ТРОСОВЫХ ВИБРОИЗОЛЯТОРОВ | 1993 |
|
RU2078265C1 |
| ТРОСОВЫЙ ВИБРОИЗОЛЯТОР | 1992 |
|
RU2062921C1 |
| СПОСОБ ФОРМИРОВАНИЯ УПРУГОФРИКЦИОННЫХ ЭЛЕМЕНТОВ ТРОСОВЫХ ВИБРОИЗОЛЯТОРОВ | 1994 |
|
RU2082039C1 |
| СПОСОБ ФОРМИРОВАНИЯ ВИТОГО УПРУГОФРИКЦИОННОГО ЭЛЕМЕНТА ДЛЯ ТРОСОВЫХ ВИБРОИЗОЛЯТОРОВ | 1992 |
|
RU2037690C1 |
| ВИБРОИЗОЛЯТОР | 1994 |
|
RU2082038C1 |
| СПОСОБ ФОРМИРОВАНИЯ УПРУГОФРИКЦИОННЫХ ЭЛЕМЕНТОВ ДЛЯ ТРОСОВЫХ ВИБРОИЗОЛЯТОРОВ | 1994 |
|
RU2084720C1 |
ФягЛ
Т
Фиг. 2
li
Д-Д
Фиг. 4
Фиг ,5
