Изобретение относится к машиностроению и может быть использовано при изготовлении тросовых виброизоляторов с высокими демпфирующими свойствами.
Известен способ формирования упругофрикционного элемента (УФЭ) тросового виброизолятора, на основе которого выполнен амортизатор [1]
Известен также способ формирования УФЭ тросового виброизолятора, с помощью которого выполнен тросовый амортизатор по [2]
Известные способы заключаются в заневоливании отрезков троса по требуемой форме и последующей фиксации этой формы за счет крепления троса в обоймах виброизолятора.
Недостатками этих способов являются малая надежность заделки концов троса в обоймах, сложная технология сборки виброизоляторов, низкие упругофрикционные характеристики виброизоляторов.
Наиболее близкими по технической сущности и достигаемому результату к изобретению является способ формирования УФЭ тросовых виброизоляторов [3] заключающийся в многорядной навивке троса на втулки, установленные на основании оправки с шагом вдоль контура УФЭ, при последовательном огибании втулок в каждом ряду, в плоскости, перпендикулярной их осям, с последующим снятием втулок с навитым на них тросом с оправки.
Недостатком известного способа (прототипа) является низкое качество изготовляемых виброизоляторов, обусловленное недостаточно высокими диссипативными свойствами УФЭ, малым диапазоном деформаций, в котором работа сил трения между проволоками и прядями имеет значения, близкие к максимальному из-за одинаковых продольных напряжений в рядах троса УФЭ при его поперечном изгибе.
Целью изобретения является повышение качества изготовляемых виброизоляторов за счет улучшения диссипативных свойств УФЭ.
Это достигается тем, что в способе формирования витых УФЭ для тросовых виброизоляторов, заключающемся в многорядной навивке троса на втулки, установленные на основании оправки с шагом вдоль контура УФЭ, при последовательном огибании втулок в каждом ряду в плоскости, перпендикулярной их осям, с последующим снятием втулок с навитыми на них тросом с оправки, основание оправки выполняют из гибкого упругого материала, обеспечивающего возможность деформации основания оправки в ее плоскость в диапазоне предполагаемых (расчетных) амплитуд деформаций УФЭ относительно исходного ненагруженного состояния, а формирование УФЭ осуществляют с чередованием рядов, навиваемых при крайнем сжатом и крайнем растянутом положениях оправки.
Предлагаемый способ может быть реализован при формировании УФЭ, имеющих как замкнутый, так и разомкнутый контур.
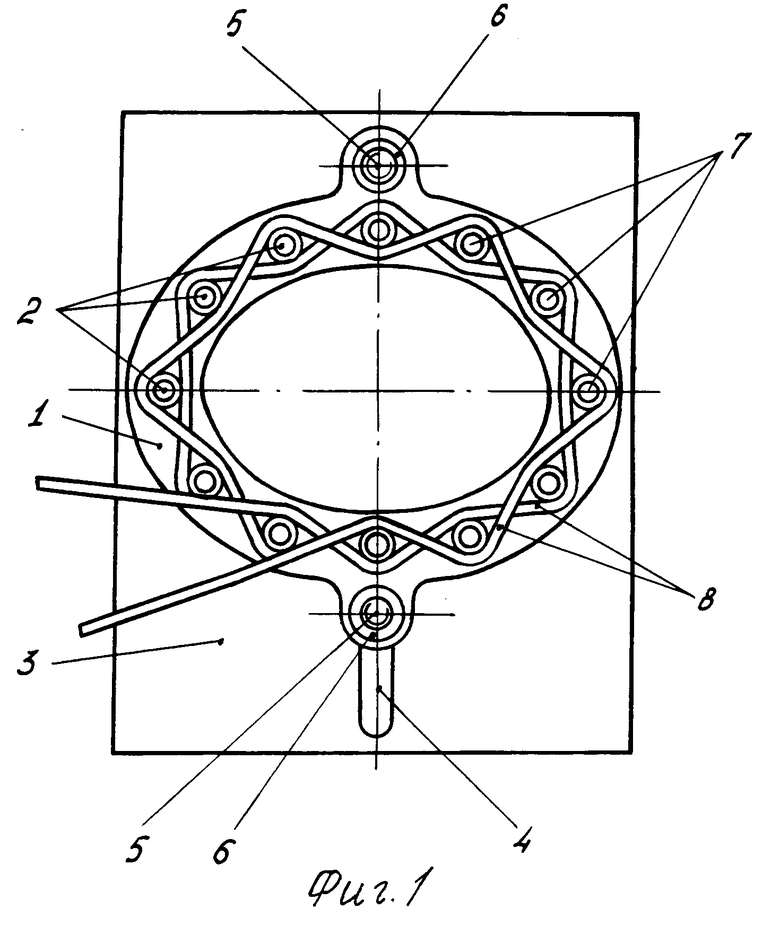
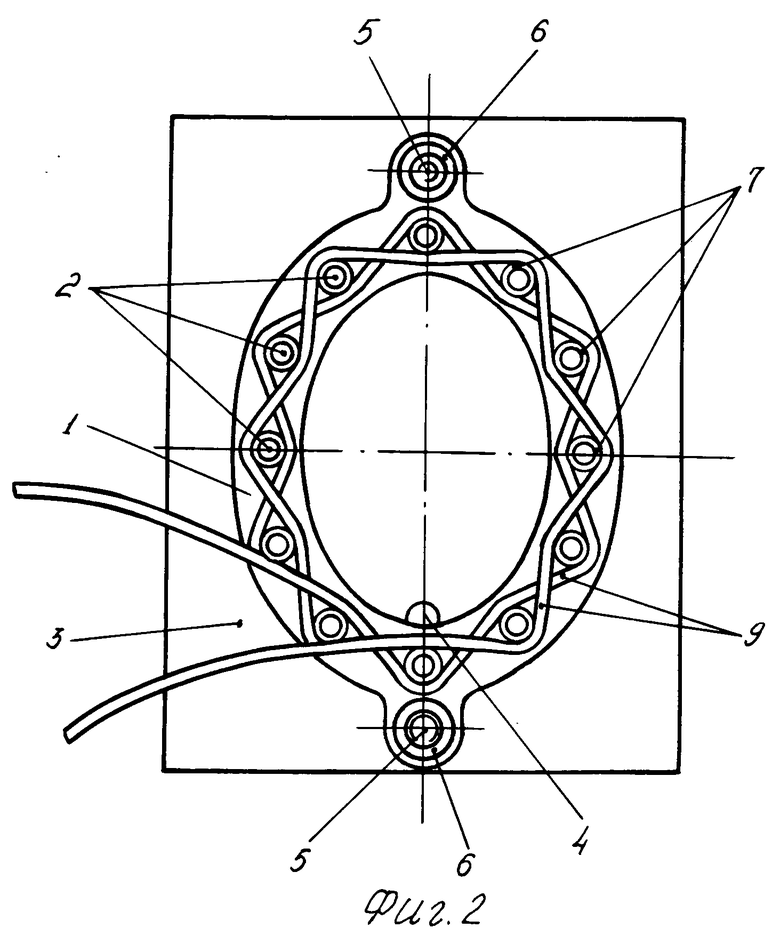
На фиг. 1 и 2 показаны этапы формирования УФЭ, имеющего замкнутый кольцевой контур, план.
Оснастка для формирования УФЭ содержит основание 1, выполненное из гибкого упругого материала, обеспечивающего возможность деформации основания в его плоскости в диапазоне расчетных амплитуд деформаций формируемого УФЭ, относительно его ненагруженного состояния, штифтов 2, консольно закрепленных на основании 1 с шагом вдоль кольцевого контура УФЭ, установочной плиты 3, имеющей сквозной паз 4, относительно которого фиксируют основание на плите при помощи болтов 5 и гаек 6.
Перед началом формирования УФЭ на штифты 2 надевают втулки 7, основание 1 оправки деформируют в крайнее сжатое положение, которое затем фиксируют относительно установочной плиты 3 при помощи болтов 5 и гаек 6 в пазу 4.
После навивки одного или нескольких рядов троса при сжатом положении основания оправки связь между пазом 4 и основанием оправки нарушают, а последнее вместе с навитым тросом деформируют в крайнее растянутое положение, которое фиксируют относительно установочной плиты в пазу 4.
Последующее формирование УФЭ осуществляют с чередованием рядов троса, навиваемых при крайнем сжатом и при крайнем растянутом положении основания оправки.
Группы рядов троса, навитых при различных положениях основания оправки, будут иметь различные монтажные напряжения, которые обеспечат различие контактных давлений между проволоками и прядями в этих группах рядов троса, благодаря чему максимальное количество проволок и прядей, проскользнувших с трением относительно друг друга в процессе рабочих деформаций УФЭ, для одной группы рядов троса будет определено своим диапазоном циклических деформаций, смешанным относительно диапазона деформаций другой группы рядов троса.
Последнее обстоятельство приводит к тому, что максимум коэффициента поглощенной каждой группой рядов троса энергии колебаний, определяемой как отношение работы, затраченной на преодоление сил трения в тросе, к работе, затраченной на его деформацию за один цикл нагружения, для каждой группы рядов троса будет определен своим диапазоном циклических деформаций другой группы рядов троса, а количество максимумов коэффициента будет определяться количеством групп рядов троса, навитых при различных положениях гибкого основания оправки. В описываемом примере формирование УФЭ таких фиксируемых положений только два, но в общем случае их может быть в диапазоне рабочих деформаций УФЭ и более двух.
Эффективность предлагаемого способа формирования УФЭ для тросовых виброизоляторов определяется улучшением виброзащитных качеств УФЭ на резонансных режимах работы за счет расширения диапазона деформаций, при которых значения коэффициента поглощаемой УФЭ энергии будут иметь значения, близкие к максимальному.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ФОРМИРОВАНИЯ УПРУГОФРИКЦИОННЫХ ЭЛЕМЕНТОВ ДЛЯ ТРОСОВЫХ ВИБРОИЗОЛЯТОРОВ | 1991 |
|
RU2042064C1 |
| СПОСОБ ФОРМИРОВАНИЯ УПРУГОФРИКЦИОННЫХ ЭЛЕМЕНТОВ ДЛЯ ТРОСОВЫХ ВИБРОИЗОЛЯТОРОВ | 1994 |
|
RU2084720C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ УПРУГОФРИКЦИОННЫХ ЭЛЕМЕНТОВ ТРОСОВЫХ ВИБРОИЗОЛЯТОРОВ | 2000 |
|
RU2199683C2 |
| СПОСОБ ФОРМИРОВАНИЯ УПРУГОФРИКЦИОННЫХ ЭЛЕМЕНТОВ ТРОСОВЫХ ВИБРОИЗОЛЯТОРОВ | 1994 |
|
RU2082039C1 |
| СПОСОБ ФОРМИРОВАНИЯ УПРУГОФРИКЦИОННЫХ ЭЛЕМЕНТОВ ДЛЯ ТРОСОВЫХ ВИБРОИЗОЛЯТОРОВ | 1992 |
|
RU2075666C1 |
| СПОСОБ ФОРМИРОВАНИЯ УПРУГОФРИКЦИОННЫХ ЭЛЕМЕНТОВ ДЛЯ ТРОСОВЫХ ВИБРОИЗОЛЯТОРОВ | 1994 |
|
RU2082037C1 |
| ТРОСОВЫЙ ВИБРОИЗОЛЯТОР | 1992 |
|
RU2062921C1 |
| Способ формирования упругофрикционных элементов для тросовых виброизоляторов | 1989 |
|
SU1703884A1 |
| Способ формирования упругофрикционных элементов для тросовых виброизоляторов | 1991 |
|
SU1798564A1 |
| ТРОСОВЫЙ ВИБРОИЗОЛЯТОР | 1992 |
|
RU2057263C1 |
Использование: машиностроение. Сущность изобретения: способ формирования витых упругофрикционных элементов заключается в многорядной навивке троса на втулки, установленные на основании оправки с шагом вдоль контура упругофрикционного элемента при последовательном огибании втулок в каждом ряду в плоскости, перпендикулярной их осям, с последующим снятием втулок с навитым на них тросом с оправки. Основание оправки выполняют из гибкого упругого материала, а формирование упругофрикационного элемента осуществляют с чередованием рядов, навиваемых при крайнем сжатом и при крайнем растянутом положениях оправки. 2 ил.
СПОСОБ ФОРМИРОВАНИЯ ВИТОГО УПРУГОФРИКЦИОННОГО ЭЛЕМЕНТА ДЛЯ ТРОСОВЫХ ВИБРОИЗОЛЯТОРОВ, заключающийся в многорядной навивке троса на втулки, установленные на основании оправки с шагом вдль контура упругофрикционного элемента при последовательном огибании втулок в каждом ряду в плоскости, перпендикулярной их осям, с последующим снятием втулок с навитым на них тросом с оправки, отличающийся тем, что основание оправки выполняют из упругого материала, обеспечивающего возможность деформации основания оправки в плоскости, параллельной указанным рядам, в диапазоне расчетных амплитуд деформации упругофрикционного элемента относительно исходного ненагруженного состояния, а формирование упругофрикционного элемента осуществляют с чередованием рядов, навиваемых при крайнем сжатом и при крайнем растянутом положениях оправки.
| Переносная печь для варки пищи и отопления в окопах, походных помещениях и т.п. | 1921 |
|
SU3A1 |
| Виброизолятор | 1987 |
|
SU1439323A1 |
| Устройство для электрической сигнализации | 1918 |
|
SU16A1 |
