(Л
С

| название | год | авторы | номер документа |
|---|---|---|---|
| Способ возведения монолитного железобетонного покрытия на пневмоопалубке | 1986 |
|
SU1428829A1 |
| Способ возведения железобетонного свода на пневмоопалубке | 1978 |
|
SU744096A1 |
| ПНЕВМАТИЧЕСКАЯ ОПАЛУБКА ДЛЯ ВОЗВЕДЕНИЯ МОНОЛИТНОГО ЖЕЛЕЗОБЕТОННОГО ПОКРЫТИЯ | 1991 |
|
RU2027832C1 |
| Пневматическая опалубка для возведения монолитных железобетонных сооружений | 1981 |
|
SU1013610A1 |
| СПОСОБ ВОЗВЕДЕНИЯ ОБОЛОЧЕК НА ПНЕВМООПАЛУБКЕ | 1994 |
|
RU2112120C1 |
| СПОСОБ ВОЗВЕДЕНИЯ ЖЕЛЕЗОБЕТОННОГО СВОДА НА ПНЕВМООПАЛУБКЕ | 1991 |
|
RU2008420C1 |
| Способ возведения тонкостенных сводов и сводчатых сооружений | 1987 |
|
SU1461845A1 |
| СПОСОБ ВОЗВЕДЕНИЯ ТРЕХПРОЛЕТНОГО СООРУЖЕНИЯ ПРИ ПОМОЩИ ПНЕВМООПАЛУБКИ | 1998 |
|
RU2136827C1 |
| Способ возведения монолитных со-ОРужЕНий B пНЕВМАТичЕСКОй ОпАлубКЕ | 1979 |
|
SU850844A1 |
| Способ возведения железобетонного ребристого свода | 1986 |
|
SU1379431A1 |


Изобретение относится к строительству. Цель - снижение трудоемкости, материалоемкости и энергоемкости. Способ заключается в том, что гибкие формообразующие элементы изготавливают из трех раз- норазмерных тканевых полос 4-6 переменной ширины подлине, а непосредственно на пневматическую опалубку 1 до ее надувания тканевые полосы 4-6 укладывают одна на другую в порядке уменьшения их размера и симметрично продольной оси нижней полосы 4, причем бетонную смесь укладывают на пленку 8, размещенную на тканевых полосах 4-6. после дополнительного наддува пневмоопалубки 1. 9 ил.
Изобретение относится к строительству, а именно - к пространственным покрытиям, и может быть использовано для возе«5дения зданий и сооружений различного назначения.
Известен способ возведения монолитных железобетонных сооружений на пнев- моопалубке, включающий изготовление фундаментов, монтаж пневмоопалубки, состоящей из частей, выполненных из ткани с растяжимостью 6-10% и соединенных полосами с растяжимостью 10-40%, укладку стеновых панелей на открылки пневмоопалубки, укладку арматуры ребер жесткости на т ;ань с растяжимостью 10-40%, бетони- ров.чние, надувание пневмоопалубки, прикрепление стеновых панелей к фундаменту.
Недостатками этого способа являются значительная трудоемкость работ по армированию возводимого покрытия, значительная материалоемкость потребности в сбор ввиду потребности в сборных железобетонных элементах (стеновых панелях), необходимость устройства соединительных швов между частями опалубки и полосами. Способ позволяет получать только волнистые ребристые покрытия.
Наиболее близким к предложенному решению является способ возведения монолитных волнистых покрытий на пневмоопалубке, включающий изготовление, монтаж пневмоопалубки, укладку на нее гибких фоомообрэзующих элементов, бетонирование, надувание пневмоопалубки, закрепление гибких формообразующих элементов на фундаме-гге, дополнительный поддув пневмоопалубки и распалубку.
Недостатки известного способа - значительные энергозатраты, вызванные необходимостью автономного надувания
XI
СП
оо
00
ю
каждой пневмополости кроме того повышенная трудоемкость выполнения арматурных работ, изготовления гибких формообразующих элементов, состоящих из разнородных материалов, неудобство крепления и снятия нижних гибких элементов, дополнительные расходы материалов на изготовление пластин Кроме этого, бетонирование будущего покрытия на горизонтальном основании требует введения специальных добавок, замедляющих схватывание бетона
Целью изобретения является снижение трудоемкости материалоемкости и энергоемкости при возведении монолитных волнистых покрытий
Для достижения указанной цели в известном способе возведения монолитных волнистых покрытий на пневмоопалубке, включающем изготовление фундаментов, монтаж пневмоопалубки, укладку на нее гибких формообразующих элементов, бетонирование, надувание пневмоопалубки, закрепление гибких формообразующих элементов на фундаменте дополнительный поддув пневмоопалубки и распалубку, гибкие формообразующие элементы изготавливают из трех разноразмерных тканевых полос переменной ширины по длине, а непосредственно на пневматическую опалубку до ее -надувания тканевые полосы укладывают одна на другую в порядке уменьшения их размера и симметрично продольной оси нижней полосы причем бетонную смесь укладывают на пленку, размещаемую на тканевых полосах, после дополнительного поддува пневмоопалубки
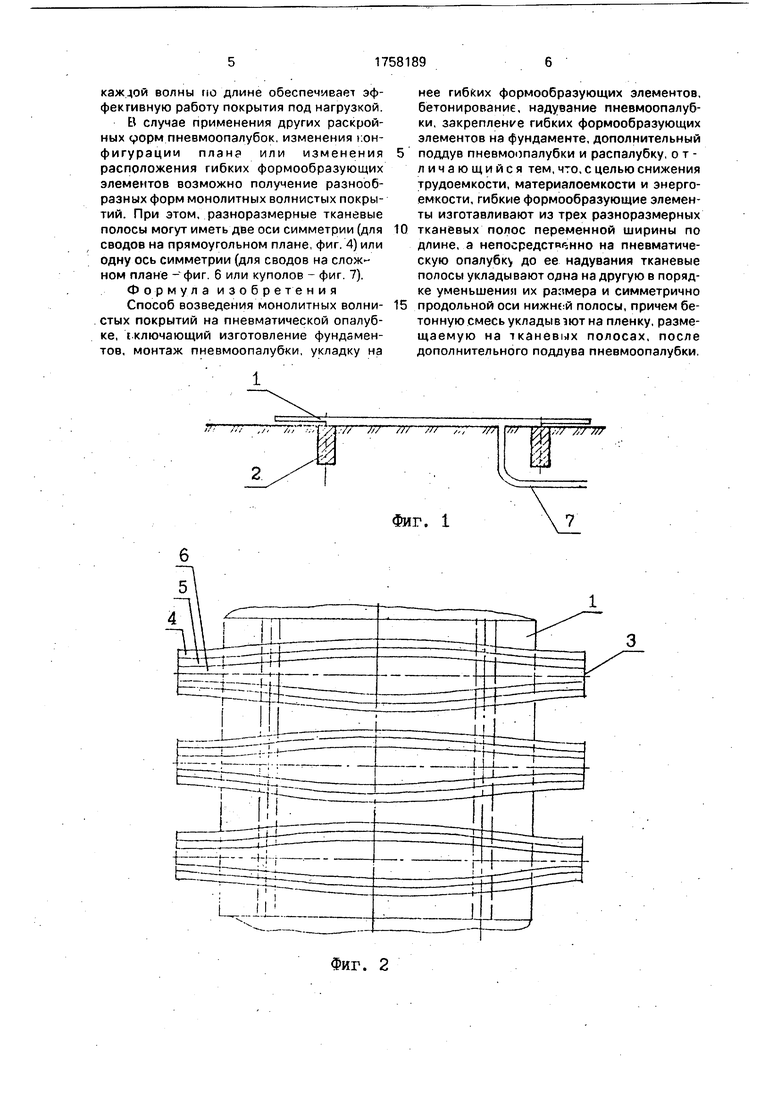
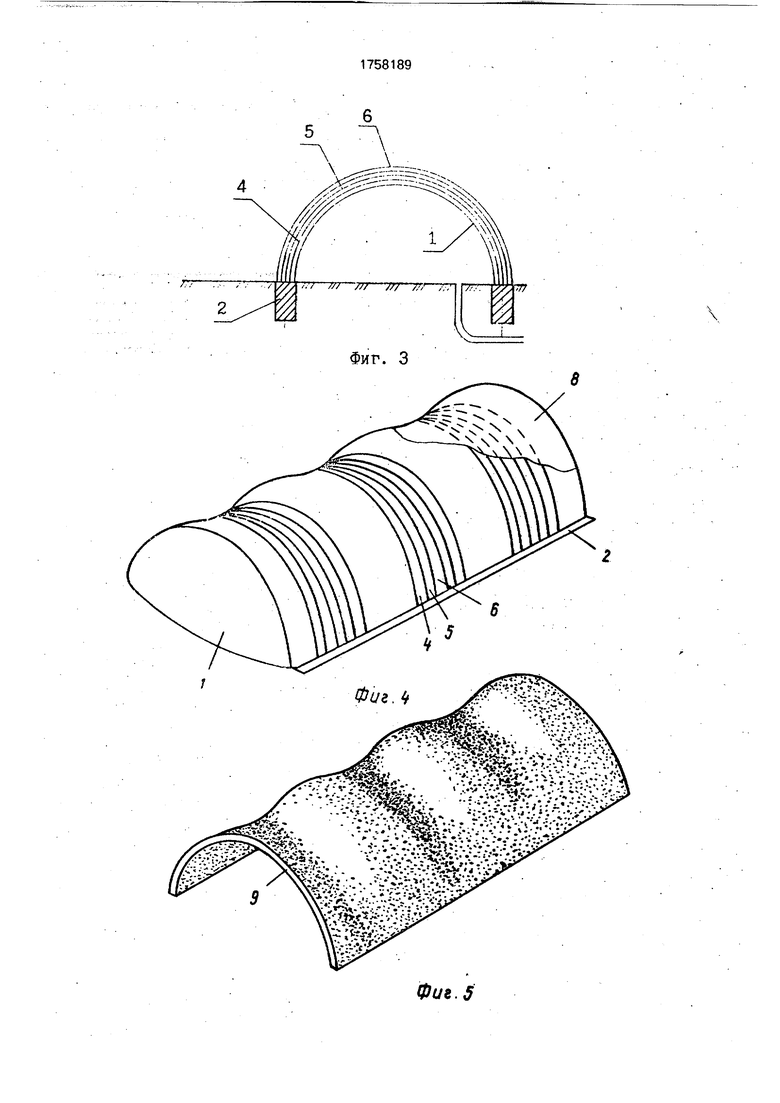
На фиг 1 показана пневмоопалубка в горизонтальном положении; на фиг 2 - то же, с разложенными гибкими формообразу- ю1цими элементами в виде трех разноразмерных тканевых полос, на фиг 3 - пневмоопалубка в надутом состоянии с закрепленными на фундаменте гибкими формообразующими элементами, на фиг 4 - то же, после дополнительного наддува с уложенной пленкой; на фиг 5 - общий вид монолитного волнистого свода, на фиг 6-7 - варианты контуров планов покрытий, на фиг. 8-9 - варианты волнистых покрытий
Способ возведения монолитных волнистых покрытий осуществляется следующим образом На пневмоопалубку 1, прикрепленную к фундаментам 2 раскладывают гибкие формообразующие элементы 3, состоящие из трех разноразмерных тканевых полос, причем нижнюю полосу 4 с наибольшей шириной укладывают непосредственно на пневмоопалубку, а среднюю 5и верхнюю 8 полосы - поверх нижней симметрично ее
продольной оси Затем надувают пневмоопалубку через воздуховод 7 и закрепляют разноразмерные тканевые полосы 4-6 к фундаментам 2 После этого создают дополнительный поддув воздуха, раскладывают пленку 8 и наносят на образованную волнистую поверхность бетонную смесь 9. После набора бетонной смесью требуемой прочности производят распалубку
Наличие трех разноразмерных тканевых полос позволяет устранить явление складкообразования, вызываемое сдвигающими силами при дополнительном поддуве (при двух полосах складки еще сохраняются, а установка четырех полос не вызывает уже заметного эффекта и экономически нецелесообразна). Переменная по длине ширина полос определяется в зависимости от параметров волны (высоты и пролета), которые необходимо получить после дополнительного поддува. Она позволяет компенсировать проскальзывание пневмоопалубки под нижней полосой при дополнительном поддуве, так как полосы крепятся
только к фундаменту В свою очередь, отсутствие соединительных швов между опалубкой и полосами позволяет последним равномерно растягиваться при дополнительном поддуве.
Для предлагаемого способа приемлем любой растяжимый материал, применяющийся для изготовления пневмоопалубок, причем тканевые полосы могут быть выполнены из этого же материала От величины
растяжимости материала будут зависеть параметры волны и величины дополнительного поддува.
Очертания продольных кромок каждой полосы будут идентичными, длины полосы
равны, а поперечные размеры зависят также от параметров волны.
Выполненные таким образом гибкие формообразующие элементы в процессе дополнительного поддува деформируются и
приобретают форму вогнутой вниз волны, аналогичную форме волны, выпуклой вверх и образованной свободными участками пневмоопалубки. При этом переход между волнами получается плавным. Окончанием
поддува следует считать момент, когда продольные кромки тканевых полос займут вертикальное положение.
В результате предлагаемого способа появляется возможность с меньшими трудоемкостью, материалоемкостью и энергоемкостью возводить монолитные волнистые покрытия. Достоинство таких покрытий - высокая пространственная жесткость при отсутствии ребер. Переменная кривизна
каждой волны по длине обеспечивает эффективную работу покрытия под нагрузкой. В случае применения других раскройных срорм пневмоопалубок, изменения конфигурации плана или изменения расположения гибких формообразующих элементов возможно получение разнообразных форм монолитных волнистых покрытий. При этом, разноразмерные тканевые полосы могут иметь две оси симметрии (для сводов на прямоугольном плане, фиг. 4) или одну ось симметрии (для сводов на сложном плане -фиг. 6 или куполов - фиг. 7). Формула изобретения Способ возведения монолитных волнистых покрытий на пневматической опалубке, {ключающий изготовление фундаментов, монтаж пневмоопалубки, укладку на
Фиг. 2
нее гибких формообразующих элементов, бетонирование, надувание пневмоопалубки, закрепление гибких формообразующих элементов на фундаменте, дополнительный
поддув пневмоопалубки и распалубку, о т - личающийся тем, что, с целью снижения трудоемкости, материалоемкости и энергоемкости, гибкие формообразующие элементы изготавливают из трех разноразмерных
тканевых полос переменной ширины по длине, а непосредственно на пневматическую опалубку до ее надувания тканевые полосы укладывают одна на другую в порядке уменьшения их размера и симметрично
продольной оси нижней полосы, причем бетонную смесь укладывэют на пленку, размещаемую на тканевых полосах, после дополнительного поддува пневмоопалубки,
Фиг. 1
Фиг. 3
Фиг. 5
456
Оиг, 6
456
Фиг. 7
--V,,
. .,.- i:M MЈy Фиг.9
Фиг. 8
| Авторское свидетельство СССР № | |||
| Пневматическая опалубка для возведения монолитных железобетонных сооружений | 1981 |
|
SU1013610A1 |
| Очаг для массовой варки пищи, выпечки хлеба и кипячения воды | 1921 |
|
SU4A1 |
| Способ получения фтористых солей | 1914 |
|
SU1980A1 |
| Способ возведения монолитного железобетонного покрытия на пневмоопалубке | 1986 |
|
SU1428829A1 |
| кл | |||
| Очаг для массовой варки пищи, выпечки хлеба и кипячения воды | 1921 |
|
SU4A1 |
| Пневматический водоподъемный аппарат-двигатель | 1917 |
|
SU1986A1 |
