Изобретение относится к черной металлургии и может быть использовано в нагревательных колодцах для нагрева слитков перед прокаткой.
Известен способ нагрева слитков в нагревательном колодце, включающий подъем температуры до заданной, выдержку при этой температуре в течение времени в зависимости от длительности подъема температуры и выдачу слитков из колодца.
Недостатком данного способа является повышенный угар металла и неоднородность температурных параметров слитков различных садок перед их выдачей при различной тепловой мощности ячеек. В известном способе не учитывается энтальпия и температурный перепад между поверхностью и центром слитков перед томлением при различной продолжительности подъема температуры, что приводит к неодинаковой степени их нагретости к моменту выдачи и
повышенному расходу топлива вследствие необходимости подъема температуры до строго фиксированного значения. Данный способ принят з качестве прототипа.
Целью изобретения является снижение расхода топлива и угара металла за счет стабилизации температуры слитков перед выдачей.
Для этого в способе нагрепз слитков в нагревательных колодцах, включающем подъем температурь; до заданной, выдержку при этой температуре в течение вреченк з зависимости ( от длительности по,,, емг температуры и выдачу слитков мз колодца, температуру выдержки устгказлизают s зависимости от времени подъема температуры согласно соотношению
Ojy,-,SjJ
ч
: этипигй
т - т мзкс I в - в
,я
j
где Тв
- максимальная задйнноя темпе-.
ратура выдержки, С;
кт под
-фактическое время подъема температурь, ч;
( тмахс т . поо ) I
гйом - (0,4...0,9)
юноминальное время нагрева слитков, ч;
(0,4...0,9) - коэффициент, учитывающий влияние термических напряжений, возникающих при нагреве металла, 1C;
Тпов - температура поверхности слит- ков перед посадом, °С;
R - эквивалентный радиус слитков, м;
а - коэффициент температуропроводности металла, м /ч.
Сущность способа заключается в следу- ющем.
Для слитков определенных типоразмеров и марок стали в зависимости от их тем- пературы посада по эмпирической зависимости определяется номинальное время нагрева
(0,4...0,9)
/ тмакс Ц в..
1(Г
Приведенная зависимость устанавливает время, при котором обеспечивается максимальный подвод тепла к центру слитков и, следовательно, минимальное паде- ние его температуры, т. е. обеспечивается равновесие между внутренним и внешним тепловыми потоками. При увеличении времени подъема температуры выше номинального и сохранении при этом максимальной заданной температуры выдержки происходит резкий рост температуры поверхности слитков, что приводит к увеличению угара металла, а в отдельных случаях и к местным оплавлениям. С коэффициентом (0,4...0,9) х х , учитывающим влияние термических напряжений при нагреве слитков, вносятся поправки на возможные ограничения скорости подъема температуры. Меньшее значение коэффициента соответствует нагреву слитков с температурой посада более 700° С, когда снимаются все ограничения по скорости подъема температуры для слитков всех марок стали. Большее значение соответствует нагреву низколегированных и вы- сокоуглеродистых марок стали при холодном посаде.
При значениях коэффициента менее 0,4х х после снижения максимальной температуры выдержки по зависимости Тв
„ г макс . ,01Дгд „ Abater -я
- IB6, где А т - ТгТод гном,
в слитках возникает перепад температур, превышающий допустимый из-за уменьшения величины теплового потока, что ведет к их недогреву, появлению брака при прокатке, а также к ухудшению условий работы прокатного оборудования.
При значениях коэффициента более 0,9 х х снижение температуры выдержки не обеспечивает малоокислительного на рева, т. к. в этом случае рост температуры поверхности слитков опережает упреждающее воздействие этого снижения. Это ПРИВОДИТ к увеличению угара металла, а также к дополнительному расходу топлива на подъем до температуры выдержки, превышающей необходимую.
Температуру выдержки слитков устанавливают по соотношению
т -г макс I в - I в
-О.01(г# Јт-тйо„)
0
5
- ц Q г п
55
Изменение температуры выдержки в зависимости от разности ; ху фактическим временем подъема температуры и номинальным временем нагрева обеспечивает стабильный нагрев слитков для садок из ячеек с различной тепловой мощностью, что улучшает условия работы прокатного оборудования, а также обеспечивает снижение расхода топлива за счет подъема температуры до более низкого уровня, Это достигается путем учета взаимного влияния температурных и временных параметров, исходя из реальных возможностей ячеек, что позволяет оптимально использовать подаваемое к слиткам гепло, не вызывая как их недогрев, так и оплавления.
Примеры конкретной реализации способа. Для определения эффективности предлагаемого способа были проведены исследования на нагревательных колодцзх с отоплением из центра пода.
Пример 1, В ячейках нагревали слитки кипящих марок стали (08 кп) массой 20 т с температурой посада 800°С. Размеры слитка в верхней части составляли 0,79 х х 1,32 м, в нижней - 0,86 х 1,38 м. Время
подъема в различных ячейках - 4, 5, 6 ч. Максимальная заданная температура выдержки Тв 1350°С. Коэффициент температуропроводности слигков а - 0,019 м2/ч Эквивалентный радиус слитков
R V1 Q.79 38
Я 2
0,596 м.
При определении номинального времени нагрева слитков значения коэффициента, учитывающего влияние термических напряжений, возникающих при нагреве металла были приняты (0,3; 0,4 и 0,5) 1 /°С.
Значения номинального времени подъема температуры определяли по зависимости
( тмакс „T - . р2 тн г, т I в пов
НОМ I - U...I- 3 103
,аз1135о 8оо)-а59б 3|08ч
0,019 10J
( i-waxc -г , р2 ГЙом2 - 0.4-i-bТП°В) R а 103
0i4 O350JZ8pO O,59 , Ч 0,019 103
/ тмакс -г ч
тйомЗ 0, Тпов;
Rz
10: о 5 (1350 -800) 0.5962
0,019 10
Данные по температуре выдержки, которая определялась по зависимости Тв
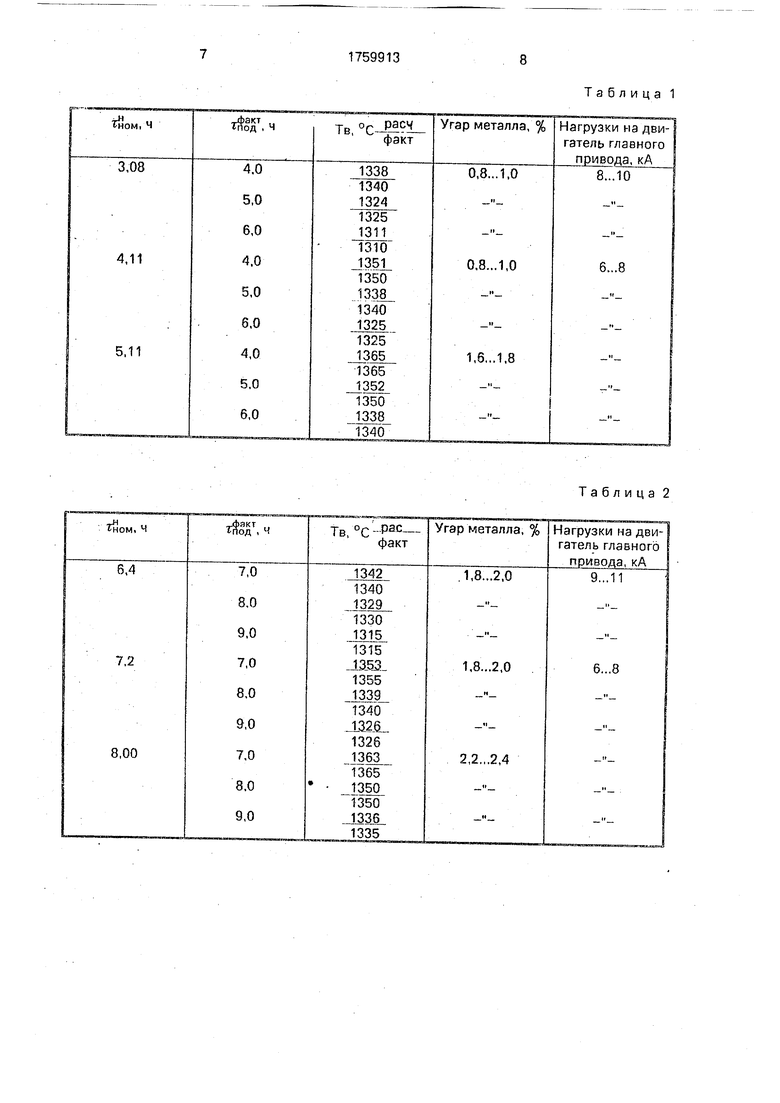
Твмакс е °-01Аг , а также технико-экономические показатели приведены в табл. 1.
Из табл. 1 видно, что оптимальное значение коэффициента, учитывающего влияние термических напряжений для слитков горячего посада, составляет 0,4 - 10 1/°С.
Пример 2. В ячейках нагревали аналогичные слитки холодного всада. Время подъема температуры в различных ячейках составляло 7, 8, 9 ч. Коэффициент температуропроводности а 0,059 м2/ч. Значения коэффициента, учитывающего
влияние термических напряжений принимались (0,8; 0,9; 1,0) . 1/°С. Данные исследований приведены в табл. 2.
Из табл. 2 видно, что оптимальное значение коэффициента, учитывающего влия
ние термических напряжений для слитков холодного всада, составляет 0,9 1/°С.
Таким образом, пределы изменения коэффициента, учитывающего влияние термических напряжений составляет (0,4.,.0,9) х х 1/°С.
Применение предлагаемого способа позволяет на 20...50% снизить угар металла, на 3...5% расход топлиза за счет уменьшения температуры выдержки, а также обеспечивает стабильные параметры выдачи Слитков из ячеек с различной тепловой мощностью.
15
о
Формула изобретения Способ нагрева слитков в нагревательных колодцах, включающий подъем температуры до заданной, выдержку при этой температуре в течение времени в зазисимо20 сти от длител ьности подъема температуры и выдачу слитков из колодца, отличающийся тем, что, с целью снижения расхода топлива и угара металла за счет стабилизации температуры слитков перед выдачей,
25 температуру выдержки Тв устанавливают в зависимости от времени подъема температуры согласно соотношению
Т8 Тв
-о.огГт&Т
-ТЙом)
5
0
5
где твмакс - максимальная заданная температура выдержки, °С;
т$оЈ - фактическое время подъема температуры;
/тмакс т . р2 I вI пов ) ГУ
тЯом(0.4...0.9)а 10J номинальное время нагрева слитков, ч1
(0,4 - 0,9) - коэффициент, учитывающий влияние термических напряжений, возникающих при нагреве слитков, 1/°С;
Тпов - температура поверхности слитков перед посадкой, °С;
R - эквивалентный радиус слитка, м;
а - коэффициент температуропроводности, м2/ч.
Таблица 1
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ нагрева слитков с жидкой сердцевиной в нагревательных колодцах | 1988 |
|
SU1640181A1 |
| Способ нагрева слитков с жидкой сердцевиной | 1983 |
|
SU1168621A1 |
| Способ нагрева металла в нагревательных колодцах | 1990 |
|
SU1838427A3 |
| Способ обработки слитков кипящей и полуспокойной стали перед прокаткой | 1987 |
|
SU1541292A1 |
| Способ нагрева массивных слитков в регенеративных нагревательных колодцах | 1982 |
|
SU1043175A1 |
| СПОСОБ ТЕРМИЧЕСКОЙ ОБРАБОТКИ МЕТАЛЛА В КОЛОДЦАХ | 2001 |
|
RU2213789C2 |
| Способ нагрева слитков в нагревательных колодцах перед прокаткой | 1986 |
|
SU1397514A1 |
| Способ регулирования температуры нагрева слитков с жидкой сердцевиной в колодцах | 1988 |
|
SU1578218A1 |
| Способ нагрева металла в нагревательных колодцах | 1980 |
|
SU865940A1 |
| СПОСОБ НАГРЕВА СЛИТКОВ В НАГРЕВАТЕЛЬНОМ КОЛОДЦЕ | 1992 |
|
RU2013453C1 |
Сущность изобретения: способ нагрева слитков в колодце включает нагрев и установку температуры выдержки в зависимости от времени подъема температуры гласно соотношению . т„„с о-0.01(Т-ГЙоО I в - I в S где т3макс - максимальная заданная температура выдержка, °С; (Ждт - фактическое время подъема температуры, ч:
Таблица 2
| Аксельруд Л.Г | |||
| и др | |||
| Нагревательные колоды, М.: Металлургиздэт, 192, с | |||
| . |
