Изобретение относится к черной металлургии, в частности к термической обработке проката в колодцах регулируемого нагрева и охлаждения.
Известен способ термической обработки сортового металла, при котором нагрев, выдержку и охлаждение после посада металла в колодец регулируют расходом газа (тепловая мощность), который устанавливают максимальным и поддерживают на этом уровне до выхода рабочего пространства колодца на заданную температуру [1].
Достоинством известного способа нагрева является быстрый нагрев металла до заданной температуры.
Недостаток заключается в том, что не учитываются особенности нагрева конкретной марки стали, а именно изменение ее коэффициента температуропроводности в процессе нагрева, в результате чего тепло, выделяющееся при сжигании газа, не воспринимается металлом и уносится продуктами сгорания.
Ближайшим техническим решением, принятым в качестве прототипа, является способ термической обработки металла в колодцах, включающий посад пакета сортового металла и регулируемый нагрев, выдержку и охлаждение посада и среды изменением расхода горючего газа. Это позволяет регулировать расход газа, подаваемого в колодец после того, как температура рабочего пространства в колодце достигла заданной температуры. Подачу газа осуществляют в количестве, достаточном для поддержания заданной температуры в колодце до достижения заданной температуры всей массы нагреваемого металла (2).
Длительность нагрева металла определяют экспериментально и затем регламентируют технологической инструкцией. Аналогичным образом производят регулируемое охлаждение металла в колодце.
Недостаток известного объекта проявляется в повышенном расходе газа, малой производительности, присутствии флокенообразования, что отрицательно влияет на стабилизацию заданной структуры металла.
В основу изобретения поставлена задача: снижение расхода газа, повышение производительности и стабилизация заданной структуры металла.
Поставленная задача достигается тем, что в способе термической обработки металла в колодцах, включающем посад пакета сортового металла, регулируемый нагрев, выдержку и охлаждение пакета и среды изменением расхода горючего газа, согласно изобретению после пасада пакета металла в колодец температуру среды колодца повышают до температуры выдержки пропорционально изменению коэффициента температуропроводности для заданной группы стали в пакете, нагревают его до температуры выдержки и охлаждают после выдержки до температуры высадки пакета металла путем отключения газа и включения принудительной подачи воздуха в колодец за счет рециркуляции продуктов горения газа, при этом скорости нагрева, охлаждения в зависимости от массы металла и марки стали связаны с температурой нагрева и греющей среды в колодце следующим соотношением:
dT/dτ=A1Ui-A2Tг-А3(Тг-Тм),
где dT/dτ=V - заданная скорость нагрева, охлаждения в зависимости от массы металла и марки стали, oС/ч;
Тг - температура греющей среды, oС;
Тм - температура металла в посаде в процессе нагрева, выдержки и охлаждения, oС;
А1, A2, A3 - константы, задаваемые для группы марок сталей, полученные экспериментально;
U(τ) - расход газа, задаваемый в различные периоды времени (τ).
В способе после посада температуру среды колодца повышают при постоянном расходе газа до выравнивания температурного градиента в объеме пакета металла, затем повышают температуру среды колодца до температуры выдержки, нагревают металл до температуры выдержки, выдержку производят при постоянном расходе газа до удаления флокенов из металла и охлаждают до температуры 680-750oС при одновременном увеличении давления среды до 0,1-0,4 миллибар, осуществляют выдержку при этой температуре для выравнивания температуры металла и среды и дальнейшее охлаждение до температуры высадки пакета.
Для лучшего понимания изобретение поясняют чертежом, где
фиг. 1 - изменение расхода газа и температуры рабочего пространства колодца и металла по прототипу;
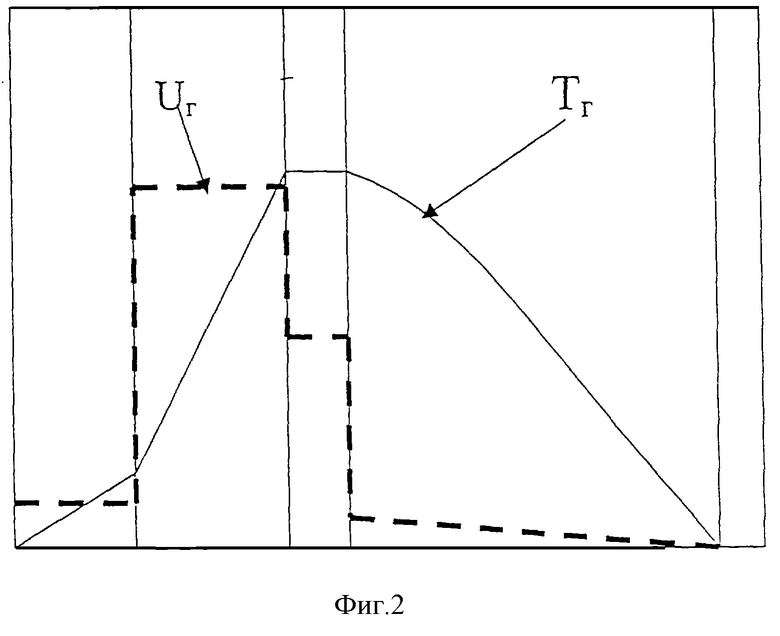
фиг. 2 - изменение расхода газа и температуры рабочего пространства колодца и металла по изобретению.
Способ термической обработки металла осуществляют путем посада пакета сортового металла с комнатной температуры в колодец с заданной температурой среды. После посада по фиг.2 (кривая Тг) температуру среды колодца повышают до температуры выдержки пропорционально изменению коэффициента температуропроводности для заданной группы стали в пакете. Охлаждение металла после выдержки производят путем отключения подачи газа и включения принудительной подачи воздуха в колодец за счет рециркуляции продуктов горения газа до достижения температуры выгрузки пакета.
После посада температуру среды колодца повышают при постоянном расходе газа по фиг.2 (кривая Uг) до выравнивания температурного градиента в объеме пакета, а нагрев до температуры выдержки производят путем увеличения расхода газа до достижения температуры выдержки со скоростью, соответствующей предельной температуропроводности металла посада, затем осуществляют выдержку при постоянном расходе газа для удаления флокенов, при этом охлаждение осуществляют с одновременным увеличением давления среды до 0,1-0,4 миллибар с выдержкой при температуре 680-750oС для выравнивания температуры посада и среды и дальнейшим охлаждением до достижения температуры высадки пакета. Увеличение давления среды до 0,1-0,4 миллибар с выдержкой при температуре 680-750oС способствует стабилизации структуры металлической решетки в центральной части объема пакета металла и в периферийной части.
Заданную скорость нагрева, охлаждения в зависимости от массы металла и марки стали связывают с температурой нагрева и греющей среды в колодце следующим экспериментально найденным соотношением:
dT/dτ=A1Ui-А2Тг-А3(Тг-Тм), (1)
где dT/dτ=V, oС/ч - заданная скорость нагрева, охлаждения в зависимости от массы металла и марки стали;
Тг - температура греющей среды;
Тм - температура металла в посаде в процессе нагрева, выдержки и охлаждения;
А1, A2, A3 - константы, задаваемые для группы марок сталей, полученные экспериментально; U(τ) - расход газа, задаваемый в различные периоды времени (τ).
Umin≤Ui(τ)≤Umax.
U1,2(τ)=[V+A2Tг(τ)+A3(Tг-Тм)]/A1, (2)
где V - заданная по технологии скорость нагрева в периоды 1, 2, 4.
U3(τ)=A2/A1)Tг+(A3/A1) (Tг-Тм(τ)), (3)
где τ4≤τ≤τ3 и Тг>Тм в начальный момент времени выдержки (τ3).
Сущность способа составляет согласно экспериментальным и теоретическим кривым по фиг. 2 следующий цикл режимов термообработки: на первоначальном цикле нагрева в условиях низкой температуропроводности конкретной марки стали газ подают из расчета соответствия выделяемого тепла при сжигании газа и способности металла принять это тепло.
На втором цикле нагрева расход газа увеличивают до максимального, обеспечивая передачу тепла поверхности металла со скоростью, равной соответствующей предельной температуропроводности при максимальном теплопоглощении нагреваемого металла.
На третьем цикле расход газа устанавливают на уровне, обеспечивающем поддержание заданной температуры в колодце при равномерном прогреве всей массы металла по объему.
На четвертом цикле осуществляют регулируемое охлаждение металла с заданной скоростью без подачи газа, при этом в колодце поднимают давление и проводят рециркуляцию продуктов сгорания с частичной подачей подогретого воздуха.
Как следует из анализа фиг. 2, заштрихованная область с очевидностью показывает экономию расхода газа при реализации изобретения. Режим термоциклирования обработки металла в посаде позволяет достигнуть улучшения стабилизации структуры сортового проката по всему объему пакета металла.
Пример конкретной реализации способа
Рассчитать оптимальный режим термообработки для 2-ой группы марок сталей (сталь 38ХМ, 40ХН, коэффициент температуропроводности при 100oС принят 1,11•10-5 м2/c; при 680oС принят 0,47•10-5 м2/c). В печь загружали четыре пакета массой по 30 т каждый при заданном времени нагрева - 40 ч, температуре нагрева Тм=680oС за (τ1,2) = 13 ч. Охлаждение до 400oС после выдержки со скоростью - 30oС/ч.
А1=6,11o/ч; A2=0,6381o/ч; А3=3,41o/ч;
U1=60 м3/ч; U2=200 м3/ч.
Суммарный расход газа за 40 часов нагрева 2537 м3/ч.
По известной технологии расход газа составляет 4260 м3/ч.
При заданном годовом объеме термообрабатываемого металла в результате опытной апробации изобретения достигнута (в расчете на год) экономия газа 136,7 тыс.м3.
Разработана программа для ПЭВМ, которая позволяет рассчитывать технологический расход газа по циклам 1-4.
Промышленное освоение способа предполагается на Белорусском металлургическом заводе.
Источники информации
1. Каплан В.Г. Рекуперативные нагревательные колодцы. М.: Металлургиздат, 1954, 114 С.
2. Тайц Н.Ю. Технология нагрева стали. М.: Металлургиздат, 1962. 567 С.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ НАГРЕВА СЛИТКОВ В НАГРЕВАТЕЛЬНОМ КОЛОДЦЕ | 1992 |
|
RU2051189C1 |
| СПОСОБ НАГРЕВА СЛИТКОВ В НАГРЕВАТЕЛЬНОМ КОЛОДЦЕ | 1992 |
|
RU2013453C1 |
| СПОСОБ ПРОИЗВОДСТВА СОРТОВОГО ПРОКАТА И КАТАНКИ НА НЕПРЕРЫВНОМ СТАНЕ | 2001 |
|
RU2201819C1 |
| СПОСОБ ТЕРМИЧЕСКОЙ ОБРАБОТКИ ПРОКАТА | 2001 |
|
RU2213150C2 |
| УСТАНОВКА ДЛЯ МЕХАНИЧЕСКИХ И ТЕПЛОФИЗИЧЕСКИХ ИСПЫТАНИЙ ОБРАЗЦА ИЗ ТОКОПРОВОДЯЩЕГО МАТЕРИАЛА ПРИ ИМПУЛЬСНОМ НАГРЕВЕ | 2012 |
|
RU2515351C1 |
| Способ нагрева слитков с жидкой сердцевиной в нагревательных колодцах | 1988 |
|
SU1640181A1 |
| СПОСОБ ПРОИЗВОДСТВА СОРТОВОГО ПРОКАТА КРУГЛОГО СЕЧЕНИЯ | 2001 |
|
RU2212458C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПРОКАТА | 2001 |
|
RU2212960C2 |
| Способ периодической очистки подины в процессе эксплуатации нагревательных колодцев | 1990 |
|
SU1792437A3 |
| СПОСОБ УПРАВЛЕНИЯ НАГРЕВОМ МЕТАЛЛА В КОЛПАКОВОЙ ПЕЧИ | 1998 |
|
RU2152446C1 |
Изобретение относится к черной металлургии, в частности к термической обработке проката в колодцах регулируемого нагрева и охлаждения. Способ термической обработки металла осуществляют путем посада пакета сортового металла с комнатной температуры в колодец с заданной температурой среды. После посада температуру среды колодца повышают до температуры выдержки пропорционально изменению коэффициента температуропроводности для заданной группы стали в пакете. Охлаждение металла после выдержки производят путем отключения подачи газа и включения принудительной подачи воздуха в колодец за счет рециркуляции продуктов горения газа до достижения температуры выгрузки пакета. Изобретение позволяет снизить расход газа, повысить производительность и стабилизировать заданную структуру металла. 1 з.п.ф-лы, 2 ил.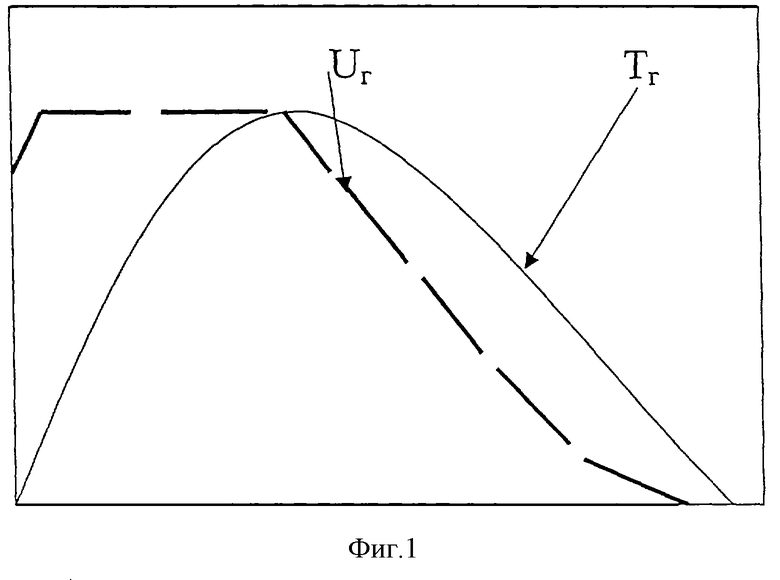
dT/dτ=А1Ui-А2Тг-А3(Тr-Тм),
где dT/dτ= V - заданная скорость нагрева, охлажденная в зависимости от массы металла и марки стали, oС/ч;
Тг - температура греющей среды, oС;
Тм - температура металла в посаде в процессе нагрева, выдержки и охлаждения, oС;
А1, А2, А3 - константы, задаваемые для группы марок сталей, полученные экспериментально;
U(τ) - расход газа, задаваемый в различные периоды времени (τ).
| ТАЙЦ Н.Ю | |||
| Технология нагрева стали | |||
| - М.: Металлургия, 1962, с.567 | |||
| СПОСОБ НАГРЕВА СЛИТКОВ В НАГРЕВАТЕЛЬНОМ КОЛОДЦЕ | 1992 |
|
RU2051189C1 |
| US 4225306, 30.09.1980. | |||

