Изобретение относится к области высокочастотного нагрева металлов, в частности к нагреву цилиндрических заготовок инструмента перед дальнейшей механической обработкой при массовом изготовлении.
Известен индуктор, в котором зазор между витками выполняют не большим половины ширины проводника катушки 1. Однако в нем недостаточно отражены свойства междувитковой структуры намотки, не сформулированы требования к профилю намотки, направленные на обеспечение равномерности нагрева.
Из известных устройств такого назначения наиболее близким по технической сущ- ности и достигаемому результату к заявленному индуктору является индуктор для термообработки заготовок, выполненный в виде цилиндрической спиральной катушки, витки которой наклонены к образующей цилиндра 2. Однако, в нем не предусмотрены меры по устранению неравномерности нагрева обрабатываемых заготовок за счет ликвидации продольных токов.
Целью изобретения является повышение равномерности нагрева путем компенсации микроЭДС продольной составляющей тока нагрева.
Указанная цель достигается тем, что в индукторе количество витков катушки составляет целое число.
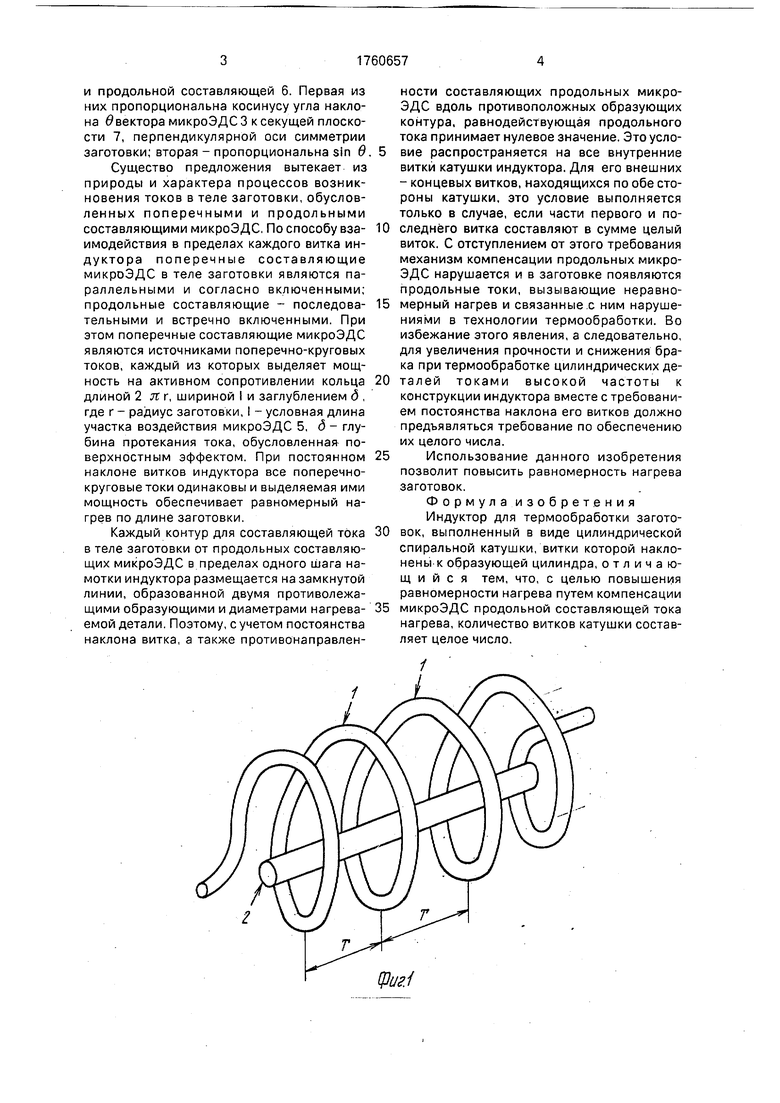
На фиг, 1 представлен общий вид цилиндрического индуктора; на фиг. 2 дано пространственное представление нагреваемой заготовки, расположенной соосно внутри индуктора.
При протекании тока высокой частоты через витки 1 индуктора возникает магнитное поле, пронизывающее поверхностные участки в теле заготовки 2, возбуждая в них электродвижующую силу (ЭДС). Наведенная в заготовке 2 ЭДС. представляется последовательным рядом микроЭДС, совпадающих с касательными к следу 4 проекции витков 1 индуктора на цилиндрическую поверхность заготовки 2. Линии токов, обусловленные каждой из микроЭДС, представляются ее поперечной составляющей 5
VJ
О
о
ON СЛ
4
и продольной составляющей 6. Первая из них пропорциональна косинусу угла наклона в вектора микроЭДС 3 к секущей плоскости 7, перпендикулярной оси симметрии заготовки; вторая - пропорциональна sin в
Существо предложения вытекает из природы и характера процессов возникновения токов в теле заготовки, обусловленных поперечными и продольными составляющими микроЭДС, По способу вза- имодействия в пределах каждого витка индуктора поперечные составляющие микроЭДС в теле заготовки являются параллельными и согласно включенными; продольные составляющие - последова- тельными и встречно включенными. При этом поперечные составляющие микроЭДС являются источниками поперечно-круговых токов, каждый из которых выделяет мощность на активном сопротивлении кольца длиной 2 Л г, шириной I и заглублением д , где г - радиус заготовки, I - условная длина участка воздействия микроЭДС 5, д - глубина протекания тока, обусловленная поверхностным эффектом. При постоянном наклоне витков индуктора все поперечно- круговые токи одинаковы и выделяемая ими мощность обеспечивает равномерный нагрев по длине заготовки.
Каждый контур для составляющей тока в теле заготовки от продольных составляющих микроЭДС в пределах одного шага намотки индуктора размещается на замкнутой линии, образованной двумя противолежащими образующими и диаметрами нагрева- емой детали. Поэтому, с учетом постоянства наклона витка, а также противонаправленное™ составляющих продольных микроЭДС вдоль противоположных образующих контура, равнодействующая продольного тока принимает нулевое значение. Это условие распространяется на все внутренние витки катушки индуктора. Для его внешних - концевых витков, находящихся по обе стороны катушки, это условие выполняется только в случае, если части первого и последнего витка составляют в сумме целый виток. С отступлением от этого требования механизм компенсации продольных микроЭДС нарушается и в заготовке появляются продольные токи, вызывающие неравномерный нагрев и связанные с ним нарушениями в технологии термообработки. Во избежание этого явления, а следовательно, для увеличения прочности и снижения брака при термообработке цилиндрических деталей токами высокой частоты к конструкции индуктора вместе с требованием постоянства наклона его витков должно предъявляться требование по обеспечению их целого числа.
Использование данного изобретения позволит повысить равномерность нагрева заготовок.
Формула изобретения Индуктор для термообработки заготовок, выполненный в виде цилиндрической спиральной катушки, витки которой наклонены к образующей цилиндра, отличающийся тем, что, с целью повышения равномерности нагрева путем компенсации микроЭДС продольной составляющей тока нагрева, количество витков катушки составляет целое число.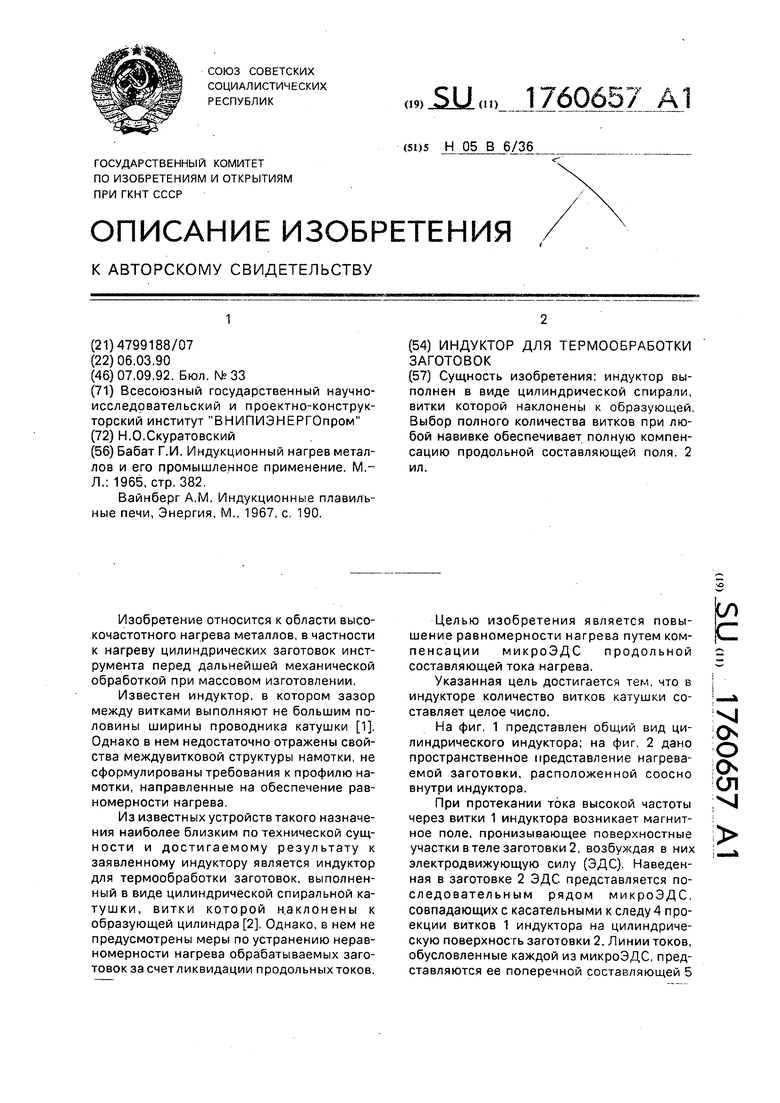
| название | год | авторы | номер документа |
|---|---|---|---|
| Индуктор для нагрева заготовок | 1979 |
|
SU851792A1 |
| ПЛОСКИЙ СПИРАЛЬНЫЙ ИНДУКТОР СИЛЬНОГО МАГНИТНОГО ПОЛЯ (ВАРИАНТЫ) | 2016 |
|
RU2661496C2 |
| Индукционная установка | 1985 |
|
SU1384622A1 |
| Индуктор для нагрева удлиненных проводящих тел | 1980 |
|
SU955526A1 |
| ЭЛЕКТРОМАГНИТНЫЙ ГЕНЕРАТОР ФОКУСИРОВАННЫХ УДАРНЫХ ВОЛН | 1997 |
|
RU2139687C1 |
| Способ индукционного нагрева осесимметричных металлических заготовок под пластическую деформацию | 1978 |
|
SU717810A1 |
| Индуктор для нагрева длинномерных вращающихся деталей | 1981 |
|
SU993490A1 |
| Индуктор для нагрева | 1982 |
|
SU1107349A1 |
| Индуктор для нагрева изделий переменного сечения | 1986 |
|
SU1479950A1 |
| Установка индукционного нагрева перемещаемых деталей | 1991 |
|
SU1786688A1 |
Сущность изобретения: индуктор выполнен в виде цилиндрической спирали, витки которой наклонены к образующей. Выбор полного количества витков при любой навивке обеспечивает полную компенсацию продольной составляющей поля. 2 ил.
te/
(Риг. г
| Бабат Г.И | |||
| Индукционный нагрев металлов и его промышленное применение | |||
| М,- Л.: 1965, стр | |||
| Зеркальный стереовизир | 1922 |
|
SU382A1 |
| Вайнберг A.M | |||
| Индукционные плавильные печи, Энергия, М., 1967, с | |||
| Ускоритель для воздушных тормозов при экстренном торможении | 1921 |
|
SU190A1 |
