Изобретение относится к индукционному нагреву заготовок под пластическую деформацию или термообработку, и может быть использовано в кузнечном производстве различных отраслей промышленности.
Известен индукционный нагреватель, имеющий круглый поворотный стол, на котором укреплены цилиндрические индукторы, равномерно расположенные по его окружности. Заготовки, подлежащие нагреву, устанавливают на специальные подставки, связанные с поворотным столом и соединенные с толкателями, концы которых движутся по неподвижному копиру. Поворотный стол в процессе работы нагревателя осуществляет дискретное вращательное движение, при этом подставки с заготовками, подлежащими нагреву, с помощью толкателей вводятся внутрь цилиндрических индукторов. По завершении полного оборота поворотного стола каждая из заготовок вновь попадает на позицию загрузки-выгрузки, на которой вместе с подставкой выходит из индуктора. На позиции загрузки-выгрузки нагреватель снабжен двумя механическими манипуляторами, один из которых снимает с подставки нагретые заготовки, другой устанавливает холодные. Питание индукторов среднёчастотной
энергией осуществляется с помощью скользящих контактов: контактных колец, закрепленных на валу поворотного стола и щеток.
Недостатками указанного нагревателя являются низкая производительность нагревателя вследствие ограничения мощности, подводимой к нему скользящими контактными устройствами, и малая надежность контактного устройства.
Известна индукционная установка, содержащая размещенный внутри корпуса с загрузочным отверстием индуктор, выполненный из двух установленных -горизонтально на. общей вертикальной оси с возможностью смещения вдоль нее и включенных встречно плоских спиральных кату- ш.ек, установленный соосно им и между ними поворотный стол из секторов для перемещаемых деталей, и загрузочно-разгру- зочный манипулятор, установленный со стороны загрузочного отверстия.
Недостатки известной индукционной установки - недостаточная производительность нагревателя, связанная с пониженным КПД из-за дополнительных потерь мощности в поворотном столе, а также вызванная ограниченным темпом выдачи заго- товок, и неравномерность нагрева заготовок по длине из-за явления кольцевог
Ё
го эффекта, проявляемого в секторах поворотного стола, в результате чего ток, индуцируемый в секторах, концентрируется на их внутреннем радиусе, что приводит к искажению формы поля и, соответственно, перегреву торцев заготовок, обращенных внутрь катушек. Низкая надежность работы связана также с большим количеством one-, раций, выполняемых манипулятором.
Целью изобретения является повышение производительности и надежности установки индукционного нагрева..
Поставленная цель достигается тем, что в поворотном столе выполнено осевое от- верстие, под которым установлены навстречу друг другу вогнутыми поверхностями наклонный и вертикальный желрбы для разгрузки деталей/секторы стола выполнены из диэлектрического керамического материала с радиальными пазами для деталей на их боковых сторонах в месте стыка секторов, а загрузочно-разгрузочный манипулятор выполнен в виде двухштокового пневмоцилиндра, один из штоков которого выполнен с Ограниченным ходом и снабжен упором, расположенным внутри лотка, смонтированного на конце второго штока.
Такое конструктивное выполнение обеспечивает повышение производительности и надежности работы установки, ™, выполнение в центре стола отверстия и размещение под ним-навстречу друг другу вогнутыми поверхностями наклонного и вертикального желобов для разгрузки деталей позволяет сбрасывать нагретую заготовку через центр установки на приемное устройство, например, встроенный транспортер, что сокращает время выдачи заготовки и повышает прЬизводИтёл ьность установки. Выполнение двух желобов позволяет разорвать цепь контурного тока, что уменьшает потери и увеличивает КПД и производительность. Выполнение манипу-. ляТора в виде двухштокового пневмоцилиндра, один из штоков которого выполнен с ограниченным ходом и снабжен упором, расположенным внутри лотка, Смонтированного на конце второго штока, позволяет разместить холодную заготовку на лотке, занести ее в индуктор, при этом концом лотка вытолкнуть нагретую заготовку в центральное отверстие установки, а при обратном ходе лотка заготовка, упершись в упор другого штока, соскользнет с лотка и останется в ин дукторе. Ограничение хода штока с упором позволяет регулировать положе- ние укладки заготовки на поворотный стол, что обеспечивает максимальное заполнение стола и, соответственно, максимально
возможные производительность и равномерность нагрева.
Выполнение секторов пода вращающегося стола из диэлектрического керамического материала с радиальными пазами для деталей на их боковых сторонах в месте стыка секторов позволяет избавиться от потерь в поде, поднять КПД и, соответственно, производительность установки, а также
0 улучшить равномерность нагрева, т.к. кера йический стол не взаимодействует с полем катушек,
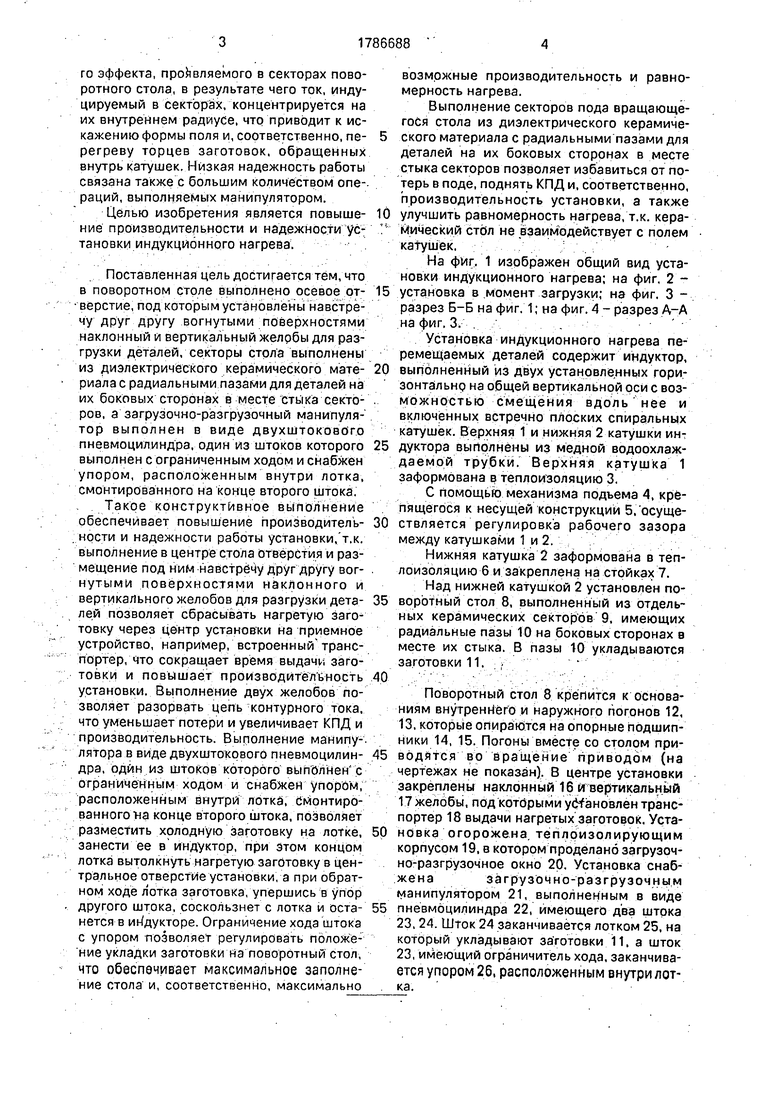
На фиг. 1 изображен общий вид установки индукционного нагрева; на фиг. 2 5 установка в .момент загрузки,- на фиг. 3 - разрез Б-Б на фиг. 1; на фиг. 4 - разрез А-А на фиг. 3. . ..-..-- Установка индукционного нагрева перемещаемых деталей содержит индуктор,
0 выполненный из двух установленных горизонтально на общей вертикальной оси с возможностью смещения вдоль нее и включенных встречно плоских спиральных катушек. Верхняя 1 и нижняя 2 катушки ин5 дуктора выполнены из медной водоохлаж- даемой трубки. Верхняя катушка 1 заформована в теплоизоляцию 3.
С помощью механизма подъема 4, крепящегося к несущей конструкций 5, осуще0 ствляется регулировка рабочего зазора между катушками 1 и 2. ..
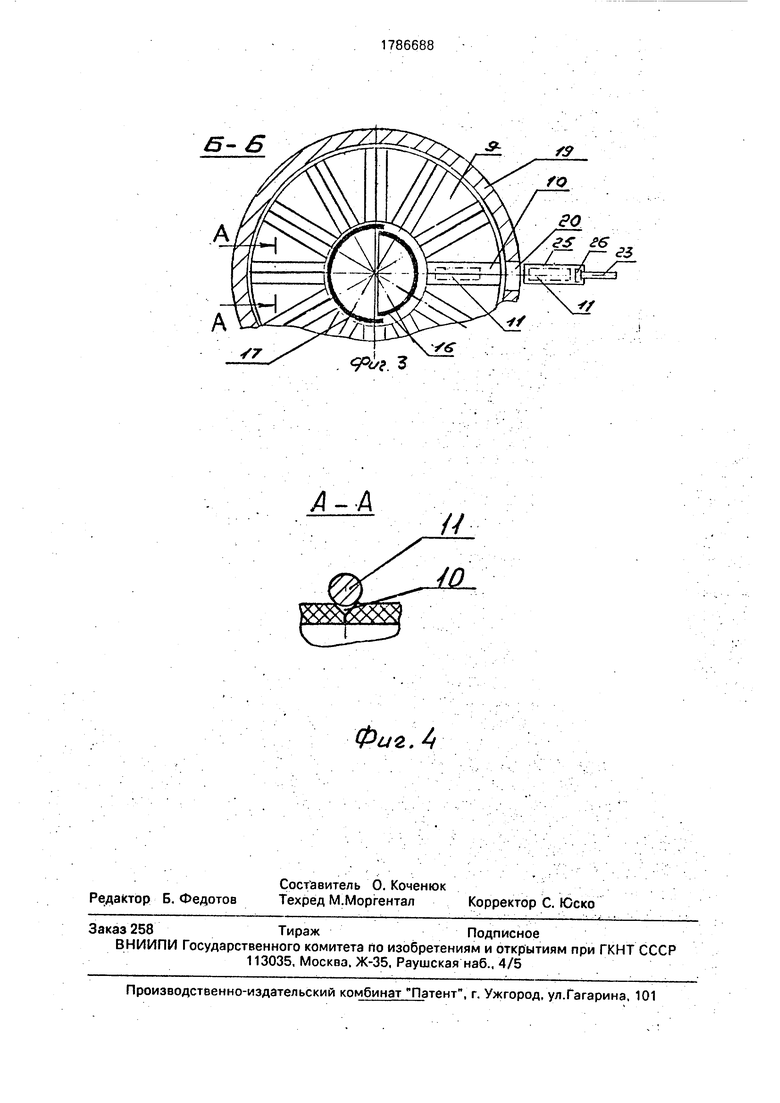
Нижняя катушка 2 заформована в теплоизоляцию 6 и закреплена на стойках 7. Над нижней катушкой 2 установлен по5 воротный стол 8, выполненный из отдельных керамических секторов 9, имеющих радиальные пазы 10 на боковых сторонах в месте их стыка. В пазы 10 укладываются заготовки 11, / .
0 ,., ::. ,/.,: --. -л .;. - -:
Поворотный стол 8 крепится к основаниям внутреннего и наружного погонов 12, 13, которые опираются на опорные подшипники 14, 15. Погоны вместе со столом при- 5 водятся во вращение приводом (на чертежах не показан). В центре установки закреплены наклонный 16 и вертикальный 17 желббы, под которыми установлен транспортер 18 выдачи нагретых заготовок. Уста- 0 новка огорожена, тёплризолирующим корпусом 19, в котором проделано загрузоч- но-разгрузочное окно 20. Установка снабженазагрузочно-разгрузочнымманипулятором 21, выполненным в виде 5 пневмоцилиндра 22, имеющего два штока 23, 24. Шток 24 заканчивается лотком 25, на который укладывают заготовки 11. а шток 23, имеющий ограничитель хода, заканчивается упором 26, расположенным внутри лотка.
Установка индукционного нагрева предлагаемой конструкции работает следующим образом. В исходном положении поворотный стол 8 находится в положении, когда ось одного из пазов сектора 9 совпадает с осью лотка 25. Заготовка 11 укладывается на лоток 25. Манипулятор 21 через окно 20 заносит заготовку 11 в рабочую зону между катушками 1 и 2. При обратном ходе штока 24 заготовка 11 упирается в упор 26, благодаря чему она стаскивается с лотка 25 на сектор 9.
После выхода лотка 25 и упора 26 из индуктора поворотный стол 8 поворачивается на угол, при котором ось следующего паза 10 сектора 9 совпадает с осью лотка 25. Манипулятор 21 укладывает следующую заготовку на поворотный стол и т.д.
При укладке первой заготовки 11 на поворотный под на индуктор подается напряжение. Ток, протекающий в катушках 1, 2, создает электромагнитное поле, которое обеспечивает нагрев заготовок 11. Керамические сектора 9, диэлектрики, являются прозрачными для электромагнитного поля и дополнительная энергия в них не выделяется.
Процесс такой работы продолжается до тех пор, пока первая заготовка не совершит целый оборот и вернется к месту загрузки. Время совершения оборота равно времени нагрева ее до заданной температуры с заданным перепадом температуры между поверхностью и центром.
После появления нагретой заготовки на позиции загрузки при следующем движении штока 24 концом лотка 25 нагретая заготовка сбрасывается в центр установки, где по наклонному и вертикальному желобам 16,17 падает на транспортер 18 и выносится к деформирующему оборудованию (на чертеже не показан). В дальнейшем цикл повторяется.
При настройке установки на определен- 5 ный типоразмер заготовки регулируются расстояния между верхней и нижней катушками 1,2, время выдержки стола в исходном положении (темп выдачи), подстроечная емкость конденсаторной батареи, напряжение
0 и частота тока генератора.
Формула из обретения Установка индукционного нагрева перемещаемых деталей, содержащая размещенный внутри корпуса с загрузочным
5 отверстием индуктор, выполненный из двух установленных горизонтально на общей вертикальной оси с возможностью смещения вдоль нее и включенных встречно плоских спиральных катуше к, установленный
0 соосно им и между ними поворотный стол из секторов для перемещаемых дета лей и за- грузочно-разгрузочный манипулятор, уста- новленный со стороны загрузочного отверстия, о т л и ч а ю щ а я с я тем, что, с
5 целью повышения производительности и надежности установки, в поворотном столе выполнено осевое отверстие, под которым установлены навстречу друг другу вогнутыми поверхностями наклонный и вертикаль0 ный желобы для разгрузки деталей, секторы стола выполнены из диэлектрического керамического материала с радиальными пазами для деталей на их боковых сторонах в месте стыка секторов, а загрузочно-разгру5 зочный манипулятор выполнен в виде двух- штокового пневмоцилиндра. один из штоков которого выполнен с ограниченным ходом и снабжен упором, расположенным внутри лотка, смонтированного на конце
0 второго штока.
Фиг. 4

| название | год | авторы | номер документа |
|---|---|---|---|
| Индукционная установка | 1981 |
|
SU1057556A1 |
| Индукционная установка | 1982 |
|
SU1016376A1 |
| Индукционная установка | 1977 |
|
SU841127A1 |
| Роботизированный технологический комплекс для горячей штамповки | 1987 |
|
SU1581455A1 |
| Индукционная установка | 1981 |
|
SU969754A1 |
| Манипулятор | 1982 |
|
SU1007967A1 |
| Индукционная установка | 1985 |
|
SU1384622A1 |
| Установка для изготовления изделий типа колец | 1982 |
|
SU1094644A1 |
| Установка для индукционного нагрева и подачи на последующую обработку листовых заготовок | 1984 |
|
SU1268625A1 |
| АВТОМАТИЧЕСКАЯ ЛИНИЯ ГОРЯЧЕЙ ШТАМПОВКИ | 1990 |
|
RU2009756C1 |

Сущность изобретения: установка содержит индуктор из верхней и нижней катушек, заформованных в теплоизоляцию, механизм подъема, стол для деталей, наклонный и вертикальный желобы для выгрузки заготовок на транспортер. 4 ил.
| Способ определения положения рабочего конца электрода в ванне руднотермической электропечи | 1980 |
|
SU907880A1 |
| Индукционная установка | 1977 |
|
SU841127A1 |
| Кипятильник для воды | 1921 |
|
SU5A1 |
