Изобретение относится к металлообработке, а именно к нарезанию резьбы метчиками.
Целью изобретения является повышение срока службы метчика и технологичности переточек.
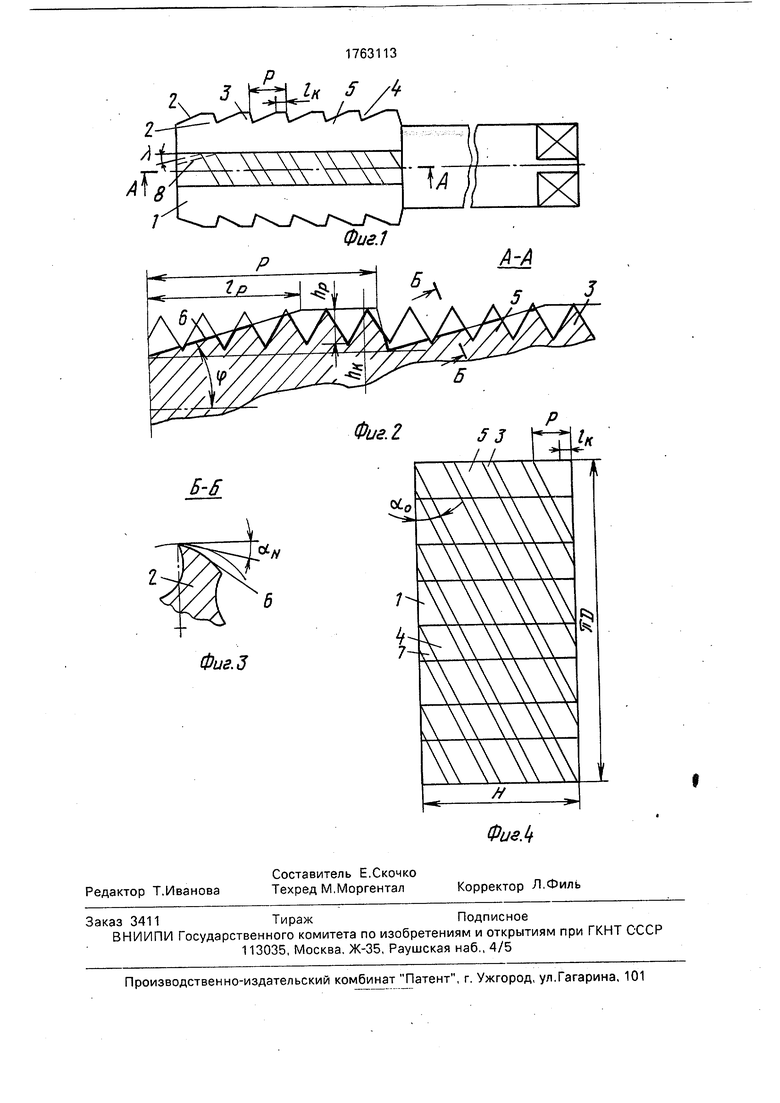
На фиг. 1 показан метчик, общий вид; на фиг. 2 - сечение А-А на фиг. 1; на фиг. 3 - сечение Б-Б на фиг. 2; на фиг. 4 - развернутая схема рабочей поверхности метчика.
Метчик содержит стружечные канавки 1, а на перьях 2 - группы 3 зубьев полного профиля. Винтовые канавки 4 выполнены на всей длине рабочей части метчика и вырезают часть зубьев так, что образуются группы 5 зубьев заниженного профиля Количество z винтовых канавок 4 выполнено равным количеству п стружечных канавок 1, т.е. z п. Глубина Г1к винтовых канавок 4 выполнена большей высоты hp профиля резьбы т.е. Ьк hp. Можно принять hK hp + (0,07.,.0,15) мм. Причем меньшие значения добавки относятся к метчикам диаметром до 10 мм, а большие - до 52 мм, соответственно. Значения добавки, меньшие 0,07 мм, не рекомендуются ввиду необеспечения направления при входе метчика в отверстие, большие 0,15 мм - из-за увеличения ширины винтовой канавки при выбранном угле р и уменьшения числа ее витков на длине рабочей части, что сократит число переточек и срок службы метчика. Одна из сторон, а именно, наклоненная под малым углом р, к оси метчика, сторона 6 винтовой канавки 4 выполнена в виде главной задней поверхности заточки заборной части метчика.
Величина угла р определяется в зависимости от выбранной толщины среза а по формуле
а п / arctg-- .
где п - число стружечных канавок (и перьев) метчика;
S - шаг резьбы метчика;
Учитывая снижение; биения главных режущих кромок предлагаемого мётчика и предотвращение перегрузки некоторых зубьев, с целью ухода от нежелательного
СО
С
х1 о со
со
«о -arctg
режима тонких срезов представляется возможность увеличения толщины срезов с а (0,02-0,15) мм, используемых для стандартных метчиков, до величин а (0,03-0,2) мм. Возможности такого решения соответствует также и уменьшение трения метчиков по профилю резьбы за счет выполнения заниженных винтовыми канавками зубьев. Направление винтовых канавок 4 выполнено совпадающим с направлением резьбы метчика. Расчет угла OQ подъема винтовых канавок 4, определяющего работоспособность метчика, может быть выполнен по формуле
(tgaN
(р
где «N - требуемый задний угол в нормальном сечении главной режущей кромки;
р- главный угол в плане.
Расчетная величина угла Оо может быть обеспечена путем задания соответствующей величины хода Н винтовых канавок 4 (см. фиг. 4)
Н п D tg «о, где D - диаметр метчика;
OQ - величина угла подъема винтовых канавок.
С другой стороны, величина Н хода винтовых канавок определяется
Н р -z где р - шаг винтовых канавок;
z - число заходов винтовых канавок. Совмещая 3 последние формулы, получим расчетное значение шага винтовых канавок
п в . tg QN
Р Z sin р
Но каждый шаг р состоит из отрезка р, включающего группу заниженных режущих зубьев и отрезка к, включающего группу полнопрофильных калибрующих зубьев. Минимальное число калибрующих зубьев в группе может быть равным глкмин 1-2.
Угол профиля винтовой канавки (не показан) равен 90°, но может быть и иным.
При изготовлении метчика образование винтовых канавок, приводящее к однократному получению ряда точных главных задних поверхностей на всей длине рабочей части, может быть выполнено на червячно- шлифовальном станке мод. 5887 дисковым абразивным кругом, заправленным по профилю канавки. При угле а0 подъема винтовых канавок, большем 45°, винтовые канавки с рядом точных главных задних поверхностей могут быть выполнены на зубо- шлифовальном станке мод. 5Д833 червячным абразивным кругом, заправленным по профилю канавки. При образовании винтовых канавок, число z заходов которых выбрано равным числу п стружечных канавок (и числу перьев), начала канавок своими
сторонами, расположенными под углами (р к оси, выполнены совмещенными с заборной частью метчика. Последней операцией подготовки метчика к работе является срезание остатков 7 (см. фиг. 4) неполных зубьев.
Эксплуатация метчика протекает следующим образом.
По мере износа первых групп режущих и калибрующих зубьев на перьях несколько
раз производится переточка по передним поверхностям по линиям 8 (см. штриховые линии на фиг, 1) сохраняя величину переднего угла (не показан) и соблюдая угол наклона главной режущей кромки А 10°.
Затем выполняется полное удаление первой группы изношенных зубьев путем цилиндрического шлифования, а остатков 7 неполных зубьев - вручную на универсально-заточном или точильно-шлифовальном
станке. В дальнейшем процессы эксплуатации и периодической переточки повторяются до полного использования всех групп зубьев на всей длине рабочей части метчика.
Простота переточек на предприятиях- пользователях, не требующая специальных станков, свидетельствует о повышении технологичности переточек, а точность и практически отсутствие биений на ряде главных
периодически вскрываемых по мере переточки режущих кромок, свидетельствует с сохранении точности переточенных метчиков и повышении точности нарезаемой резьбы по сравнению с известными техническими решениями. Увеличение количест ва переточек предлагаемого метчика в 2-Е раз свидетельствует о существенном повы шении срока его службы.
Формула изобретения
Метчик, содержащий заборную и калибрующие части, стружечные канавки, группь зубьев полного профиля и группы зубьеЕ заниженного профиля,-образованные вин товой канавкой, выполненной по всей длине
рабочей части метчика, отличающий с я тем, с целью повышения срока службы технологичности переточек за счет удале ния изношенных зубьев, винтовая канавкг выполнена под углом заборного конуса, a i
начале каждой группы зубьев заниженногс профиля дно канавки выполнено ниже внут реннего диаметра метчика.
Llx S /

| название | год | авторы | номер документа |
|---|---|---|---|
| Метчик | 1990 |
|
SU1804379A3 |
| МЕТЧИК ДЛЯ НАРЕЗАНИЯ ТОЧНЫХ РЕЗЬБ | 1991 |
|
RU2021085C1 |
| Метчик для обработки волоконно-армированных композитных материалов | 2019 |
|
RU2725582C1 |
| МЕТЧИК ДЛЯ ОЧИСТКИ И КАЛИБРОВКИ РЕЗЬБОВЫХ ОТВЕРСТИЙ | 2004 |
|
RU2261783C1 |
| Метчик и способ его изготовления | 1987 |
|
SU1537430A1 |
| МЕТЧИК | 2008 |
|
RU2380204C1 |
| Метчик | 1985 |
|
SU1333487A1 |
| Метчик | 1980 |
|
SU975269A1 |
| Метчик | 1981 |
|
SU1022786A2 |
| Метчик | 1988 |
|
SU1609562A2 |
Использование: нарезание резьбы метчиком. Сущность изобретения1 метчик содержит стружечные канавки, а на перьях метчика выполнены винтовые канавки, образующие группы зубьев заниженного профиля. Количество винтовых канавок метчика выполнено равным количеству стружечных канавок. За счет выполнения винтовой канавки под углом заборного конуса на калибрующей части метчика образовано несколько участков, включающих группы заниженных зубьев и зубьев полного профиля. Глубина винтовых канавок выполнена ниже внутреннего диаметра метчика. По мере износа режущих и калибрующих зубьев производится удаление одной части заниженных и полнопрофильных зубьев, после чего метчик вновь готов к эксплуатации. 4 ил.
Б-5
Фиг.З
Фиг.1
ffj
I I
P
f-
i ь
±h
IK
,
V
V
f 7
R
| Метчик | 1980 |
|
SU1039661A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
