Изобретение относится к инструментальному производству и касается метчиков.
flo основному авт. св. № 952490 известен метчик, содержащий заборную и калибрующую части, имеющий в поперечном сечении форму правильного овального многоугольника с расположением полного профиля резьбы только по вершинам рабочих выступов для образования резьбы .методом резания и пластического деформирования, у которого режущий и пластически деформирующий участки расположены последовательно на каждом зубе в пределах щирины одного пера, причем режущие и пластически деформирующие участки образованы выполненными на заборной части метчика стружечными канавками, оси симметрии которых смещены относительно верщин рабочих выступов в сторону передней поверхности режущих зубьев 1.
Недостаток указанного метчика заключается в том, что условия формообразования режущего профиля не являются оптимальными.
Цель изобретения - улучщение условий формообразования резьбового профиля.
Указанная цель достигается тем, что стружечные канавки на заборной части метчика выполнены в виде отверстий, оси которых перпендикулярны оси метчика.
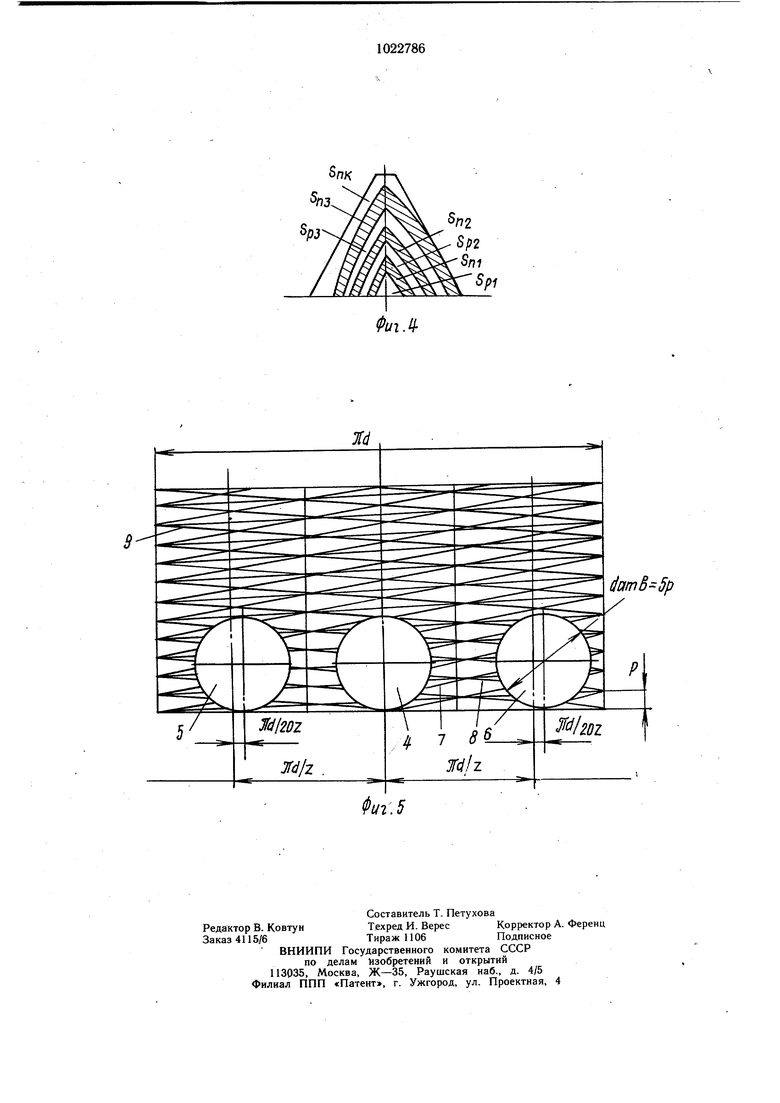
На фиг. 1 показан предлагаемый метчик, общий вид; на фиг. 2 - сечение А-А на фиг. 1, заборная часть метчика; на фиг. 3 - конструкция зубьев заборной части, развернутых основанием на плоскость, аксонометрия; на фиг. 4 - схема формообразования резьбового профиля; на фиг. 5 - развертка рабочей поверхности метчика.
Метчик состоит из заборной части 1, калибрующей части 2 и хвостовика 3. На заборной части 1 выполнены стружечные канавки 4, 5 и 6 в виде отверстий, оси которых перпендикулярны оси метчика. При этом на заборной части 1 зубья содержат режущий 7 и пластически деформирующий 8 участки, а зубья калибрующей части выполнены пластически деформирующими 9. Q Ось симметрии стружечной канавки 4 расположена на линии верщин рабочих выступов резьбы метчика, а смещение осей симметрии канавок 5 и 6 определяется величинойTtd
2Q-Z
5 где d - номинальный диаметр метчика г число рабочих выступов резьбы метчика, а диаметры канавок не превыщают величины 5 р, где р - щаг резьбы метчика.
Метчик работает следующим образом.
Предварительно в заготовке выполняют гладкое отверстие. Метчику сообщают рабочие движения (вращение и согласованное с ним осевое перемещение). При этом в заготовке образуется резьбовой профиль. 5 Вначале образуется профиль режущими участками 7 (удаляется припуск Spi, затем пластически деформирующими 8 (деформируется припуск Sf,,, после аналогично Sp и 5г2, Spj, и Snj и т. д.). Пластически деформирующие зубья калибрующей части окончательно формообразуют резьбовой профиль (5пк) в обрабатываемой детали.
За счет выполнения боковых кромок режущих зубьев криволинейными, а передних поверхностей - вогнутыми снижается нагрузка на режущие зубья, т.е. улучщаются условия формообразования резьбового профиля.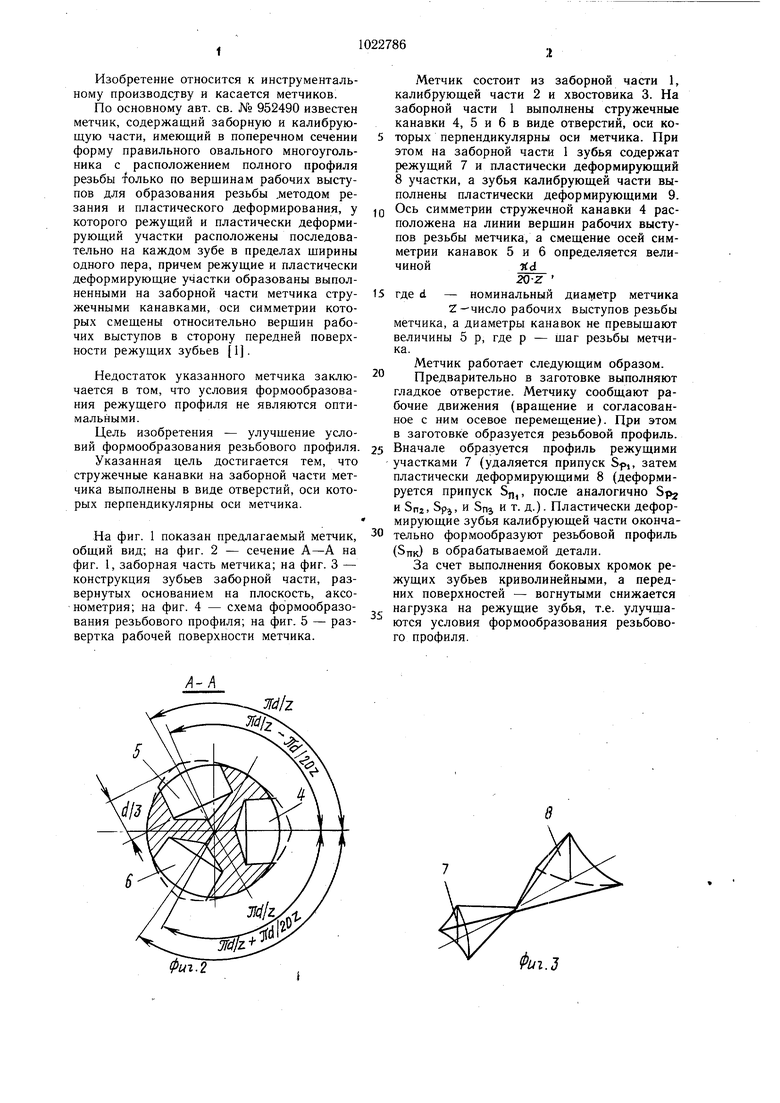
| название | год | авторы | номер документа |
|---|---|---|---|
| Метчик | 1981 |
|
SU1024192A1 |
| РЕЗЬБОНАКАТНОЙ МЕТЧИК С ИМПУЛЬСНЫМ УСТРОЙСТВОМ ПРИВОДА | 2013 |
|
RU2538248C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ВНУТРЕННИХ РЕЗЬБ | 2012 |
|
RU2521758C2 |
| Метчик | 1989 |
|
SU1763113A1 |
| Метчик | 1981 |
|
SU952490A1 |
| УСТРОЙСТВО ДЛЯ ВНУТРЕННЕГО РЕЗЬБОНАКАТЫВАНИЯ | 2012 |
|
RU2505383C1 |
| Метчик | 1980 |
|
SU979046A1 |
| КОМБИНИРОВАННЫЙ (РЕЖУЩЕ-ДЕФОРМИРУЮЩИЙ) МЕТЧИК | 1998 |
|
RU2142867C1 |
| Метчик | 1990 |
|
SU1804379A3 |
| Метчик | 1986 |
|
SU1371811A2 |
МЕТЧИК по авт. св. № 952490, отличающийся тем, что, с целью улучшения условий формообразования резьбового профиля, канавки выполнены в виде отверстий, оси которых перпендикулярны оси метчика. V -I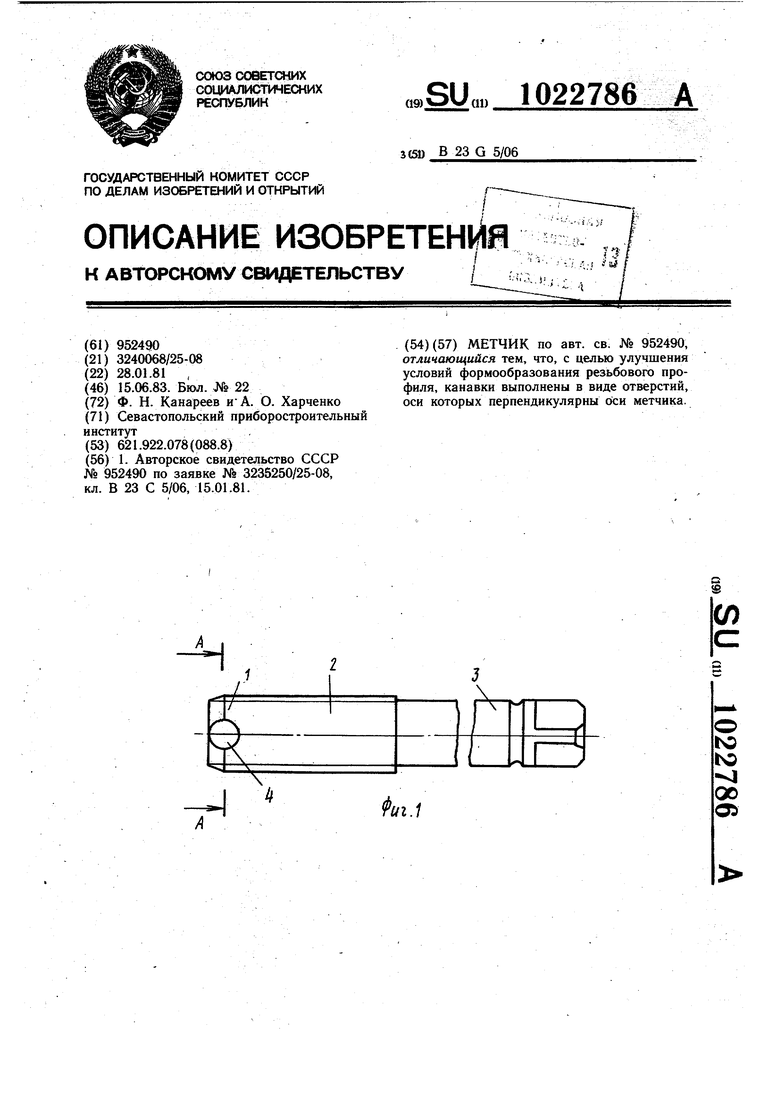
5пк
ФигЛ
ftame 5p
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Метчик | 1981 |
|
SU952490A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
