Изобретение относится к неразрушающим методам контроля и может быть использовано в судостроительной и машиностроительной промышленности для дефектоскопии сварных соединений изделий из ферромагнитных материалов.
Известно устройство для контроля качества точечных сварных соединений ферромагнитных материалов, содержащее последовательно соединенные генератор низкой частоты, мостовую схему, включающую основной накладной электромагнитный преобразователь,ииндикатор, последовательно соединенные генератор высокой частоты, дополнительный накладной электромагнитный преобразователь и индикатор сигналов.
Известно устройство для неразрушающего контроля точечных сварных соединений из ферромагнитных материалов, содержащее последовательно соединенные первый генератор гармонического тока, неуравновешенную мостовую схему и фазо- чувствительный выпрямитель, соединенный опорным входом с первым генератором гармонического тока, второй генератор переменного тока, соединенный с входом второй неуравновешенной схемы, соединенный с выходом последней фазо- метрический блок, подключенный опорным входом ко второму генератору переменного тока, блок сравнения, соединенный своими входами с фазочувствительным выпрямителем и фазометрическим блоком, накладной электромагнитный преобразователь и блок программного управления для подключения накладного электромагнитного преобразователя к соответствующей мостовой схеме и индикатор.
Известно устройство вихретокового контроля сварных соединений изделий из ферромагнитных материалов, выбранное за прототип и содержащее намагничивающую систему, низкочастотный генератор гармонического напряжения, вихретоковый преобразователь, блок измерения фазы, дифференцирующий блок и экстрематор.
Недостатком известного устройства является низкая надежность выявления качественных и дефектныхсварных соединений. Это обусловлено тем, что качество сварки определяется по абсолютному значению магнитной проницаемости /г , величина которой зависит как от качества сварки, так и от химического состава ферромагнитного материала свариваемых деталей. Кроме того контроль сварных соединений осложняется тем, что абсолютное значение / стали одной и той же марки меняется от партии к партии поставки, а также по поверхности отдельно взятого листа. Вследствие этого максимум производной вносимой индуктивности по напряженности магнитного поля, а также величина напряженности этого поля, при которой наступает максимум, зависит как от качества сварки, так и от химического состава свариваемых деталей. Помимо этого величина максимума производной меняется в функции зазора.
Целью изобретения является повышение надежности выявления качественных и дефектных сварных соединений за счет отстройки от влияния химического состава свариваемых изделий.
Это достигается тем, что устройство вихретокового контроля сварных соединений изделий из ферромагнитных материалов, содержащее низкочастотный канал,
состоящий из последовательно соединенных низкочастотного генератора гармонического напряжения, неуравновешенного моста переменного тока, в одно из плеч которого включен вихретоковый преобразова0 тель, блок измерения фазы, дифференцирующего блока и экстрематора, намагничивающую систему, состоящую из последовательно соединенных электромагнита и генератора пилообразного тока,
5 снабжено высокочастотным каналом, состоящим из последовательно соединенных высокочастотного генератора гармонического напряжения, неуравновешенного моста переменного тока, блока измерения фазы,
0 дифференцирующего блока и экстрематора, двумя электронными ключами, подсоединенными своими управляющими входами к выходам экстрематоров низко- и высокочастотного измерительных каналов, а сигналь5 ными входами - к выходу генератора пилообразного тока, линией задержки, подключенной входом к выходу электронного ключа низкочастотного измерительного канала, одним электронным коммутатором,
0 подключенным сигнальными входами к выходам низкочастотного и высокочастотного генераторов гармонического напряжения, а выходами - к мостам переменного тока, другим электронным коммутатором, подклю5 ченным сигнальным входом к вихретоковому преобразователю, а выходами - к мостам переменного тока, управляющие входы электронных коммутаторов подключены к генератору пилообразного
0 тока, сумматором, соединенным своими входами с выходами линии задержки и электронного ключа высокочастотного канала.
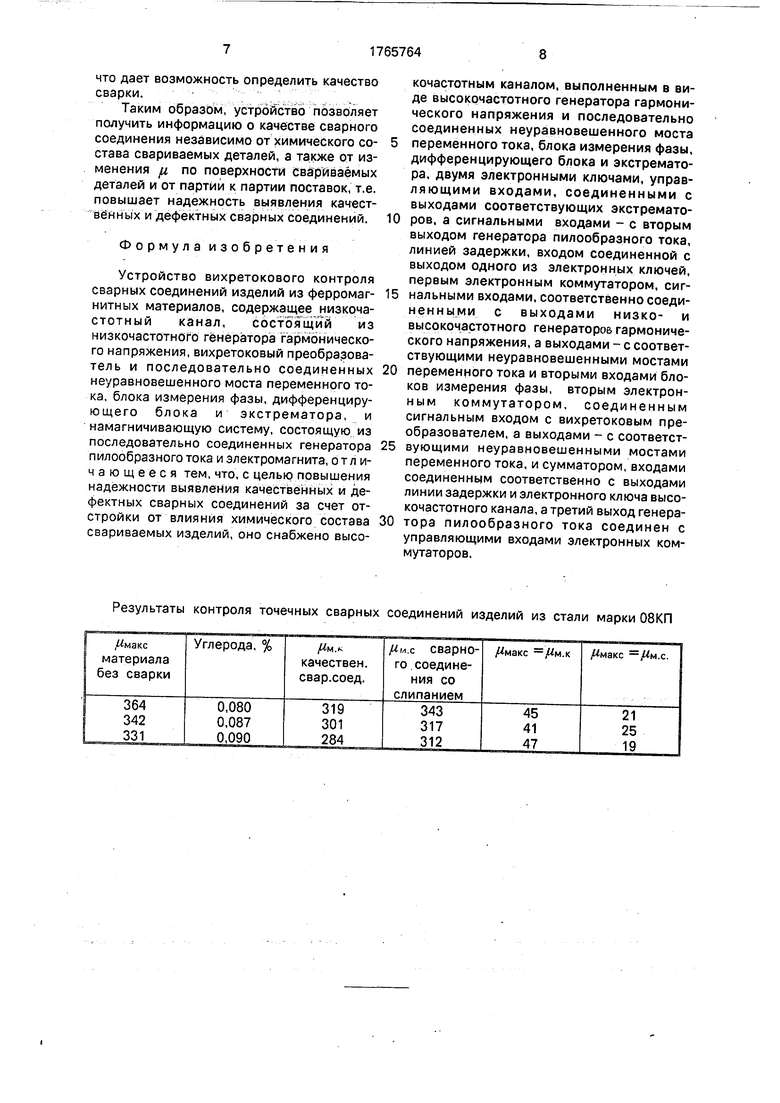
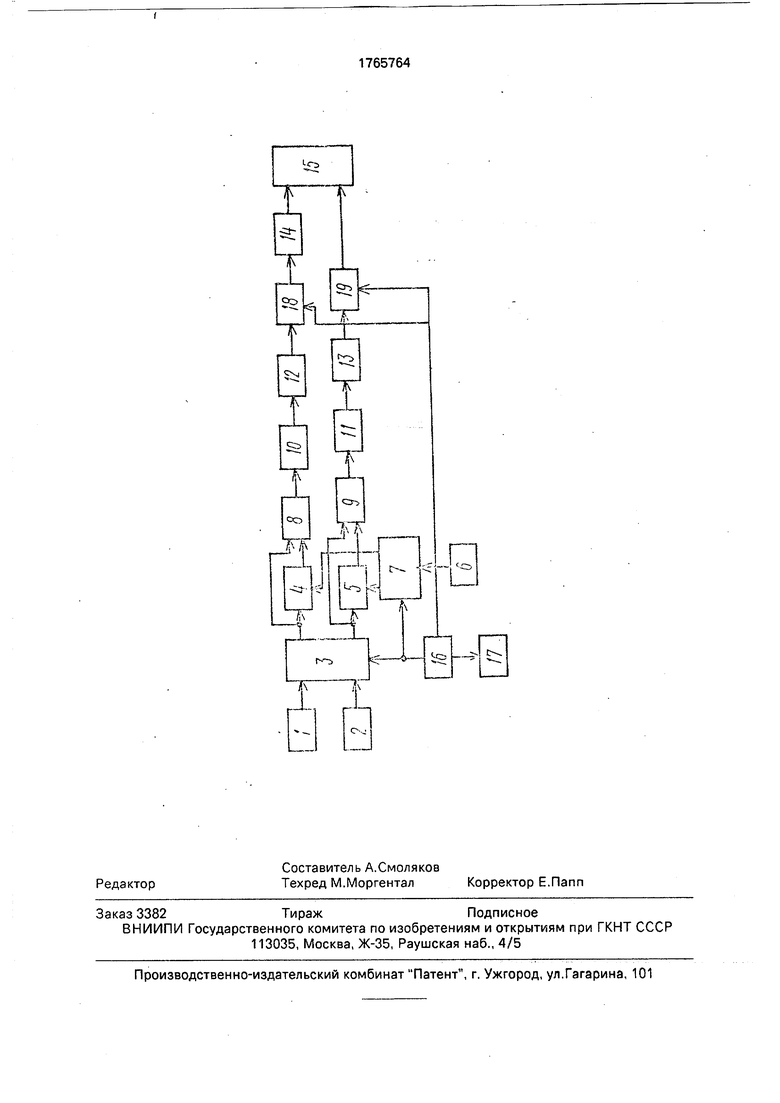
На чертеже представлена блок-схема устройства.
5 Устройство вихретокового контроля сварных соединений изделий из ферромагнитных материалов состоит из низкочастот- ного генератора 1 гармонического напряжения, высокочастотного генератора
0 2 гармонического напряжения, электронного коммутатора 3, низкочастотного моста 4 переменного тока, высокочастотного моста 5 переменного тока, вихретокового преобразователя 6, электронного коммутатора 7,
5 низкочастотного канала 8 измерения фазы, высокочастотного канала 9 измерения фазы, низкочастотного дифференцирующего блока 10, высокочастотного дифференцирующего блока 11, низкочастотного экстрема- vropa 12, высокочастотного экстрематора 13,
линии И задержки, сумматора 15, генератора 16 пилообразного тока, электромагнита 17, электронных ключей 18 и 19.
Устройство работает следующим образом.
Вихретоковый преобразователь 6 вместе с электромагнитом 17 устанавливают на сварное соединение. Генератор 16 пилообразного тока начинает генерировать пилообразные импульсы тока. В начальный момент первого импульса электронный коммутатор 3 подключает генератор 1 к мосту 4 и отключает генератор 2 от моста 5, а электронный коммутатор 7 включает вихре- токовый преобразователь 6 в одно из плеч моста 4. В результате этого начинает работать низкочастотный канал. Частота напряжения генератора 1 выбирается из условия проникновения электромагнитного поля вихретокового преобразователя 6 до центра литой зоны сварного соединения. Вследствие этого появляется возможность получить информацию об изменении магнитной проницаемости в сварном соединении. Пилообразный импульс тока генератора 16 в течение своего линейно-возрастающего участка с помощью электромагнита 17 намагничивает участок изделия, подлежащий контролю. В течение части импульса с затухающей синусоидой участок изделия размагничивается и, следовательно, оказывается подготовленным для следующего цикла измерений.
Длительность линейно-возрастающей части пилообразного импульса выбирается много больше периодов синусоидальных напряжений генераторов 1 и 2. Это позволяет исключить влияние переходных процессов на результат измерений, которые обусловлены коммутацией напряжений генераторов.
Во время намагничивания контролируемого участка изделия изменяется магнитная проницаемость этого участка. В некоторый момент времени действия пилообразного тока магнитная проницаемость контролируемого участка изделия достигает максимального значения. В этот момент производная выходного напряжения блока 8 измерения фазы максимальна. Она фиксируется экстрематором 12. Максимальное значение производной, воздействуя на управляющий вход электронного ключа 18, открывает его. В результате этого на выход ключа 18 поступает значение тока генератора 16, при котором производная выходного напряжения блока 8 измерения фазы максимальна. Это значение тока с задержкой на период действия пилообразного импульса подается на один вход сумматора 15.
В момент- времени, соответствующий началу действия второго импульса пилообразного тока, электронный коммутатор 3 отключает генератор 1 от низкочастотного
канала и подключает генератор 2 к высокочастотному каналу, а коммутатор 7 переключает вихретоковый преобразователь 6 в плечо моста 5. В результате начинает работать высокочастотный канал. Частота генератора 2 выбрана с таким расчетом, что электромагнитное поле вихретокового преобразователя 6 проникает в тонкий слой верхнего свариваемого изделия. Это позволяет получить информацию об изменении
магнитной проницаемости в этом тонком слое свариваемого изделия.
Высокочастотный канал работает аналогично низкочастотному каналу. Вследствие этого экстрематор 13 фиксирует
максимальное значение производной выходного напряжения блока измерения фазы, Это максимальное значение производной открывает электронный ключ 19 и на его выход поступает значение тока
генератора 16, при котором производная выходного напряжения блока 9 измерения фазы максимальна. Это значение тока подается на второй вход сумматора 15. В конечном итоге на выходе сумматора 15
образуется напряжение, равное разности значений токов пилообразных импульсов, намагничивающих изделие, при которых наступают максимумы производных,
Таким образом, на выходе сумматора
образуется напряжение, равное разности максимальных значений магнитных прони- цаемостей сварного соединения и тонкого слоя верхней свариваемой детали.
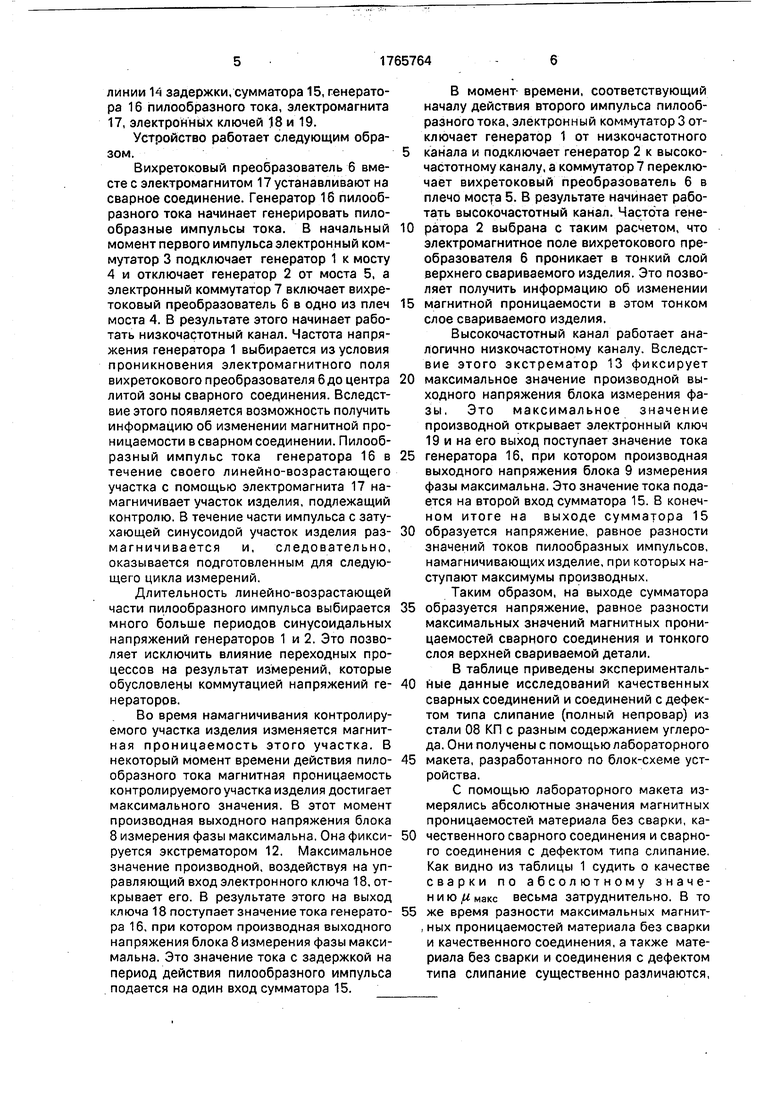
В таблице приведены экспериментальные данные исследований качественных сварных соединений и соединений с дефектом типа слипание (полный непровар) из стали 08 КП с разным содержанием углерода. Они получены с помощью лабораторного
макета, разработанного по блок-схеме устройства,
С помощью лабораторного макета измерялись абсолютные значения магнитных проницаемостей материала без сварки, качественного сварного соединения и сварного соединения с дефектом типа слипание. Как видно из таблицы 1 судить о качестве сварки по абсолютному значению JLI макс весьма затруднительно. В то
же время разности максимальных магнит- , ных проницаемостей материала без сварки и качественного соединения, а также материала без сварки и соединения с дефектом типа слипание существенно различаются,
что дает возможность определить качество сварки.
Таким образом, устройство позволяет получить информацию о качестве сварного соединения независимо от химического состава свариваемых деталей, а также от изменения /л по поверхности свариваемых деталей и от партии к партии поставок, т.е. повышает надежность выявления качественных и дефектных сварных соединений.
Формула изобретения
Устройство вихретокового контроля сварных соединений изделий из ферромагнитных материалов, содержащее низкочастотный канал, состоящий из низкочастотного генератора гармонического напряжения, вихретоковый преобразователь и последовательно соединенных неуравновешенного моста переменного тока, блока измерения фазы, дифференцирующего блока и экстрематора, и намагничивающую систему, состоящую из последовательно соединенных генератора пилообразного тока и электромагнита, отличающееся тем, что, с целью повышения надежности выявления качественных и дефектных сварных соединений за счет отстройки от влияния химического состава свариваемых изделий, оно снабжено высокочастотным каналом, выполненным в виде высокочастотного генератора гармонического напряжения и последовательно соединенных неуравновешенного моста
переменного тока, блока измерения фазы, дифференцирующего блока и экстрематора, двумя электронными ключами, управляющими входами, соединенными с выходами соответствующих экстрематоров, а сигнальными входами - с вторым выходом генератора пилообразного тока, линией задержки, входом соединенной с выходом одного из электронных ключей, первым электронным коммутатором, сигнальными входами, соответственно соеди- ненными с выходами низко- и высокочастотного генераторов гармонического напряжения, а выходами - с соответствующими неуравновешенными мостами
переменного тока и вторыми входами блоков измерения фазы, вторым электронным коммутатором, соединенным сигнальным входом с вихретоковым преобразователем, а выходами - с соответствующими неуравновешенными мостами переменного тока, и сумматором, входами соединенным соответственно с выходами линии задержки и электронного ключа высокочастотного канала, а третий выход генератора пилообразного тока соединен с управляющими входами электронных коммутаторов.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для неразрушающего контроля точечных сварных соединений из ферромагнитных материалов | 1980 |
|
SU947740A1 |
| ВИХРЕТОКОВЫЙ СПОСОБ КОНТРОЛЯ КАЧЕСТВА СВАРНЫХ СОЕДИНЕНИЙ И ВИХРЕТОКОВОЕ УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1990 |
|
RU2006025C1 |
| Программный генератор | 1983 |
|
SU1190484A1 |
| Устройство для контроля ферромагнитных материалов | 1982 |
|
SU1043548A1 |
| Способ вихретокового контроля качества сварных соединений и устройство для его осуществления | 1989 |
|
SU1652893A1 |
| Програмный генератор | 1979 |
|
SU873388A1 |
| ДВУХПАРАМЕТРОВЫЙ СПОСОБ КОНТРОЛЯ ИЗДЕЛИЙ | 2006 |
|
RU2305280C1 |
| Устройство для контроля изделий из ферромагнитного материала | 1990 |
|
SU1820315A1 |
| Программный генератор | 1982 |
|
SU1062858A2 |
| Программный генератор | 1980 |
|
SU951656A2 |
Изобретение относится к неразрушающим методам контроля и может быть использовано в судостроительной и машиностроительной промышленности для дефектоскопии сварных соединений изделий из ферромагнитных материалов. Целью изобретения является повышение надежности выявления качественных и дефектных сварных соединений за счет отстройки от влияния химического состава - свариваемых изделий. Вихретоковый преобразователь 6 вместе с магнитом 17 устанавливают / на сварное соединение. Генератор 16 пилообразного тока начинает генерировать пилообразные импульсы тока. Электронный коммутатор 3 подключает генератор 1 к мосту 4 и отключает генератор 2 от моста 5, а электронный коммутатор 7, включает вихре- токовый преобразователь 6 в одно из плеч моста 4, В результате чего начинает работать низкочастотный канал. Частота генератора 2 выбрана с таким расчетом, что электромагнитное поле вихретокового преобразователя 6 проникает в тонкий слой верхнего свариваемого изделия. Это позволяет получить информацию об изменении магнитной проницаемости в этом тонком слое свариваемого изделия. Высокочастотный канал работает аналогично низкочастотному каналу. Вследствие этого экстрематор 13 фиксирует максимальное значение производной выходного напряжения блока 9 измерения фазы, которое открывает электронный ключ 19 и на его выход поступает значение тока генератора 16 Это значение поступает на второй вход сумматора 15, на выходе которого образуется напряжение равное разности значений токов 1 ил., 1 табл (Л XJ о ел XI о Ј
Результаты контроля точечных сварных соединений изделий из стали марки 08КП
&
jLJzL
Jr
-i- ,-j,
-o
| УСТРОЙСТВО для ТОКОВИХРЕВОГО КОНТРОЛЯ ТОЧЕЧНОЙ СВАРКИ | 0 |
|
SU336587A1 |
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Вихретоковое устройство для определения содержания ферромагнитных частиц в неэлектропроводящих средах | 1978 |
|
SU785729A1 |
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Устройство для неразрушающего контроля точечных сварных соединений из ферромагнитных материалов | 1980 |
|
SU947740A1 |
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
