Изобретение относится к индустриальному строительству, в частности к производству предварительно напряженных железобетонных свай.
Цель изобретения - снижение металлоемкости, а также знергоемкости и трудоемкости изготовления.
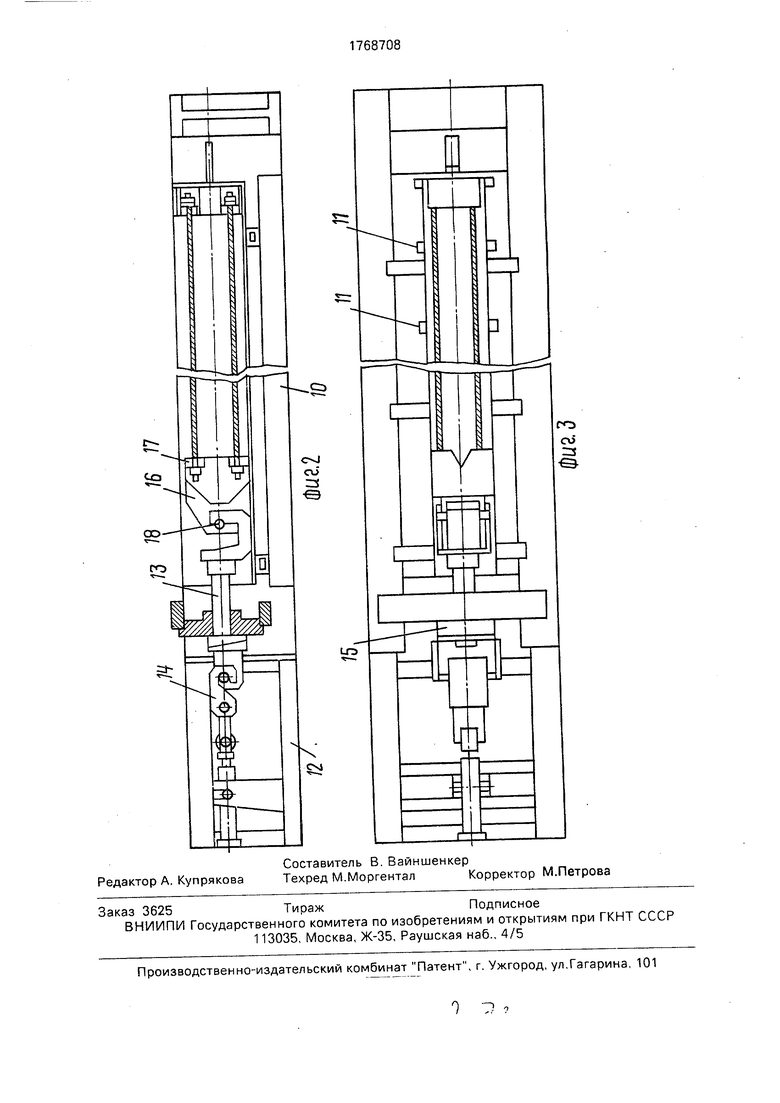
На фиг. 1 показана предварительно напряженная железобетонная свая; на фиг. 2 - схематично изображена установка, с помощью которой реализуется способ изготовления сваи; на фиг. 3 - эта же установка, вид сверху.
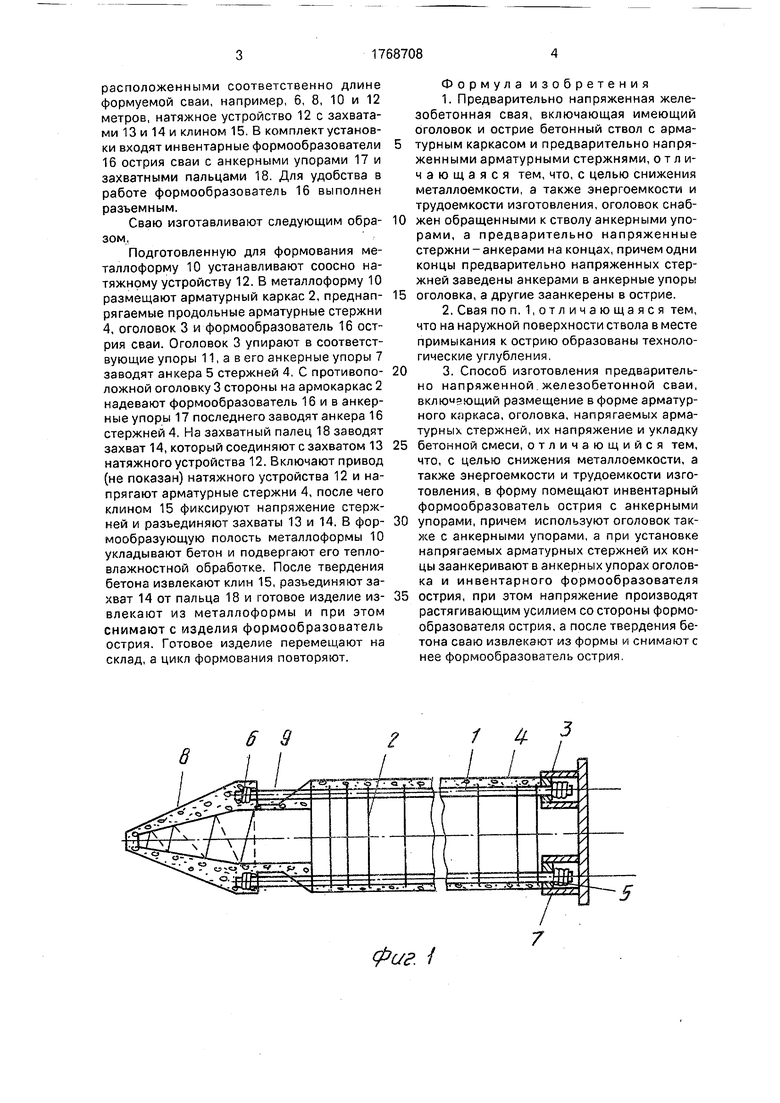
Предварительно напряженная железобетонная свая состоит из бетонного ствола 1 с арматурным каркасом 2, оголовка 3.
преднапряженных продольных арматурных стержней 4 с анкерами 5 и 6 на их концах. В оголовке 3 со стороны, обращенной внутрь сваи, выполнены анкерные упоры 7. Противоположный оголовку 3 конец сваи имеет острие 8. У острия 8 сваи со стороны приложения к анкерам 6 растягивающих усилий, в бетоне имеются технологические углубления 9, которые при необходимости могут быть закрыты дополнительным слоем бетона или другим материалом.
Предварительно напряженную железобетонную сваю изготавливают на установке (см.фиг. 2 и 3).
Установка содержит металлоформу 10 с выполненными на ее бортах упорами 11
VS о
00 VI О 00
{
расположенными соответственно длине формуемой сваи, например, 6, 8, 10 и 12 метров, натяжное устройство 12с захватами 13 и 14 и клином 15. В комплект установки входят инвентарные формообразователи 16 острия сваи с анкерными упорами 17 и захватными пальцами 18. Для удобства в работе формообразователь 16 выполнен разъемным.
Сваю изготавливают следующим обра- зом,
Подготовленную для формования ме- таллоформу 10 устанавливают соосно натяжному устройству 12. В металлоформу 10 размещают арматурный каркас 2, преднап- рягаемые продольные арматурные стержни 4, оголовок 3 и формообразователь 16 острия сваи. Оголовок 3 упирают в соответствующие упоры 11, а в его анкерные упоры 7 заводят анкера 5 стержней 4, С противопо- ложной оголовку 3 стороны на армокаркас 2 надевают формообразователь 16 и в анкерные упоры 17 последнего заводят анкера 16 стержней 4. На захватный палец 18 заводят захват 14, который соединяют с захватом 13 натяжного устройства 12. Включают привод (не показан) натяжного устройства 12 и напрягают арматурные стержни 4, после чего клином 15 фиксируют напряжение стержней и разъединяют захваты 13 и 14. В фор- мообразующую полость металлоформы 10 укладывают бетон и подвергают его тепло- влажностной обработке. После твердения бетона извлекают клин 15, разъединяют захват 14 от пальца 18 и готовое изделие из- влекают из металлоформы и при этом снимают с изделия формообразователь острия. Готовое изделие перемещают на склад, а цикл формования повторяют.
Формула изобретения
1.Предварительно напряженная железобетонная свая, включающая имеющий оголовок и острие бетонный ствол с арматурным каркасом и предварительно напряженными арматурными стержнями, отличающаяся тем, что, с целью снижения металлоемкости, а также энергоемкости и трудоемкости изготовления, оголовок снабжен обращенными к стволу анкерными упорами, а предварительно напряженные стержни-анкерами на концах, причем одни концы предварительно напряженных стержней заведены анкерами в анкерные упоры оголовка, а другие заанкерены в острие.
2.Свая поп. 1,отличающаяся тем, что на наружной поверхности ствола в месте примыкания к острию образованы технологические углубления.
3.Способ изготовления предварительно напряженной железобетонной сваи, вклю« ющий размещение в форме арматурного кгаркаса, оголовка, напрягаемых арматурных стержней, их напряжение и укладку бетонной смеси, отличающийся тем, что, с целью снижения металлоемкости, а также энергоемкости и трудоемкости изготовления, в форму помещают инвентарный формообрззователь острия с анкерными упорами, причем используют оголовок также с анкерными упорами, а при установке напрягаемых арматурных стержней их концы заанкеривают в анкерных упорах оголовка и инвентарного формообразователя острия, при этом напряжение производят растягивающим усилием со стороны формообразователя острия, а после твердения бетона сваю извлекают из формы и снимают с нее формообразователь острия.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТАНОВКА ДЛЯ НАТЯЖЕНИЯ И СПУСКА АРМАТУРНЫХСТЕРЖНЕЙ | 1971 |
|
SU319720A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ УЗЛА СОПРЯЖЕНИЯ СВАИ С СУЩЕСТВУЮЩИМ ФУНДАМЕНТОМ ПРИ ЕГО УСИЛЕНИИ (ВАРИАНТЫ) | 2008 |
|
RU2385384C1 |
| Непрерывный полый штамп для устройства набивных свай методом вдавливания и способ устройства набивной сваи с помощью непрерывного полого штампа для устройства набивных свай методом вдавливания | 2023 |
|
RU2817367C1 |
| УДАРОСТОЙКАЯ ЗАБИВНАЯ СВАЯ | 2017 |
|
RU2656648C1 |
| Способ изготовления преднапряженных железобетонных изделий и форма для осуществления способа | 2001 |
|
RU2219050C2 |
| ВИНТОВАЯ СВАЯ И ИНСТРУМЕНТ ДЛЯ ЕЕ УСТАНОВКИ В ГРУНТ | 2005 |
|
RU2305729C1 |
| СПОСОБ ВОССТАНОВЛЕНИЯ ЖЕЛЕЗОБЕТОННОЙ КОЛОННЫ И ЕЕ ОГОЛОВКА | 2005 |
|
RU2308585C2 |
| ЗАХВАТ ДЛЯ НАТЯЖЕНИЯ АРМАТУРЫ ПЕРИОДИЧЕСКОГО ПРОФИЛЯ С АНКЕРАМИ | 1991 |
|
RU2023833C1 |
| Способ возведения набивной сваи в грунте | 1979 |
|
SU870585A1 |
| УСТРОЙСТВО ДЛЯ УСИЛЕНИЯ МНОГОПУСТОТНОЙ ПАНЕЛИ ПЕРЕКРЫТИЯ ЗДАНИЯ | 2009 |
|
RU2394970C1 |
Сущность изобретения: в предварительно напряженной железобетонной свае оголовок снабжен обращенными к стволу анкерными упорами, а предварительно напряженные стержни - анкерами на концах, причем одни концы предварительно напряженных стержней заведены анкерами в анкерные упоры оголовка, а другие заанкерены в острие, В способе изготовления сваи в форму помещают инвентарный формообразователь острия с анкерными упорами, используют оголовок также с анкерными упорами, а при установке напрягаемых арматурных стержней их концы заанкеривают в анкерных упорах оголовка и формообразователя острия, причем напряжение производят растягивающим усилием со стороны формообразователя острия. 2 с, 1 з.п.ф-лы, 3 ил. сл
6 3
5
фиг. /
| Забивная свая | 1979 |
|
SU808595A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Колодочный стояк для вставления задника | 1927 |
|
SU12705A1 |
| Механическая топочная решетка с наклонными частью подвижными, частью неподвижными колосниковыми элементами | 1917 |
|
SU1988A1 |
| Способ изготовления сваи | 1983 |
|
SU1158685A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
