Изобретение относится к строительству, а именно к производству сборных предварительно напряженных железобетонных изделий.
Известны различные способы изготовления предварительно напряженных изделий с натяжением арматуры на внутренние и внешние упоры форм:
- с помощью натяжных устройств (а. с. СССР N 1209801, 1986, а.с. N 1771225, 1989 и др.);
- без применения специальных натяжных устройств, т.е. вручную, при натяжении стержневой арматуры на внешние упоры с использованием электротермического нагрева, а также гидравлического способа натяжения, широко применяемых на многих заводах,
- без применения специальных натяжных устройств при использовании форм с внутренними упорами, в том числе и с упорами, имеющими наклонную опорную поверхность, при котором к концевым частям каждого арматурного стержня одновременно прикладывают под определенным углом силу, направленную вверх и перпендикулярную оси стержня (Патент Российской Федерации N 2109898, от 25.09.1996).
Некоторые виды предварительно напряженных железобетонных конструкций имеют рабочую арматуру, расположенную в двух и более уровнях по высоте сечения. Подобные решения используются для предотвращения образования трещин в верхней зоне плит, которые могут возникать при воздействии эксплуатационных либо транспортных знакопеременных нагрузок. В изгибаемых изделиях большой высоты напрягаемую арматуру применяют по результатам расчетов на воздействие вертикальных усилий. В крупноразмерных, плоских изделиях верхнюю арматуру применяют для исключения образования трещин, возникающих по технологическим причинам. Так, в дорожных плитах, плитах аэродромных покрытий, большепролетных балках и ригелях значительной высоты поперечного сечения применят преднапряженную стержневую арматуру, расположенную в нескольких уровнях по высоте.
В большинстве известных случаев для изготовления таких изделий используют формы с внешними упорами, что сопряжено с целым рядом технологических недостатков: необходимостью резки концов арматуры и сопровождающими этот процесс негативными воздействиями на экологические условия труда персонала, наличием отверстий в бортах форм для прохода напрягаемых стержней и протеканием бетонной смеси через них, неизбежными потерями части материалов и труда и другими.
Натяжение арматуры на внутренние упоры форм обуславливает усложнение их конструкции по сравнению с формами, оснащенными внешними упорами, так как распалубке изделий во всех известных конструкциях форм предшествует выведение упоров из затвердевшего бетона (Карчемский М.Ю., Крамарь В.Г. и др. Многопустотные панели, изготавливаемые на поддонах с внутренними поворотными упорами. Бетон и железобетон, 1971, № 7, с. 12-14). Это требует существенного усложнения конструкции форм, что соответственно усложняет их эксплуатацию, и стало причиной отказа от применения форм с внутренними перемещаемыми упорами. Известны и другие способы изготовления преднапряженных изделий с расположением напрягаемой и ненапряженной арматуры в нескольких уровнях (а. с. СССР N 1337265, 1986).
С помощью натяжных устройств предварительно напряженная стержневая арматура может быть установлена как во внешние, так и во внутренние упоры форм. Известны различные конструктивные решения устройств для натяжения арматуры на упоры форм. Однако длительной производственной эксплуатации ни одно из них не выдержало: сложные условия эксплуатации в формовочных цехах (недостаточный уровень квалификации персонала, наличие пыли и бетонной смеси, использование электронных устройств и другие) были причиной непродолжительности использования устройств для натяжения арматуры.
Оптимальным конструктивным решением внутренних упоров форм является применение неподвижных упоров, закрепленных на конструктивных элементах формы и не требующих перемещений упоров при распалубке готовых преднапряженных изделий.
Наиболее близкими к предлагаемому способу и устройству для его осуществления являются технология изготовления предварительно напряженных изделий и конструктивное решение формы для производства предварительно напряженных изделий, содержащиеся в изобретении, защищенном патентом Российской Федерации N 2109898, от 25.09.1996. Упомянутое выше техническое решение является достаточно простым и надежным, т.к. не требует применения каких-либо подвижных элементов формы для перемещения упоров. При натяжении напрягаемого стержня на внутренние размещенные на поддоне неподвижные упоры арматурные стержни дополнительно закрепляются с помощью фиксаторов, расположенных на бортах формы. Это производится в следующем порядке. Напрягаемый стержень, удлиненный электротермическим или механическим способом и удерживаемый в двух местах по его концам, переносят в форму с закрытыми бортами, подготовленную к зарядке арматурой. Концы стержня подводят под рабочие площадки фиксаторов положения стержней по высоте сечения. Затем в местах удержания стержня к нему прикладывают незначительное усилие, направленное вверх перпендикулярно оси стержня, перемещая его в сторону оси упора. При этом стержень, опираясь концами либо анкерами о рабочие площадки фиксаторов положения стержней, выгибается в основной части длины вверх, что обеспечивает его беспрепятственное перемещение над более низким зубом упора в проектное положение, т. е. по оси упора. Укорачиваясь при остывании или снятии растягивающего усилия, стержень начинает опираться опорными поверхностями концевых анкеров о наклонные опорные поверхности упоров формы, а частью, расположенной за анкером, или анкером - в фиксатор. Непосредственно опорные поверхности взаимодействующих элементов контактируют в нижней части опорной поверхности анкеров, поэтому усилие предварительного натяжения на упор передается не центрально, а с некоторым эксцентриситетом относительно оси стержня. Вследствие этого стержень, укорачиваясь, прогибается в сторону поверхности, на которой размещены упоры. В случае изготовления преднапряженных изделий в форме, в горизонтальном положении, стержень в центральной части имеет прогиб вниз.
Целью предлагаемого изобретения является разработка более простого способа изготовления предварительно напряженных железобетонных изделий и конструкций с напрягаемой арматурой в двух и более уровнях, а также конструкции форм с внутренними неподвижными упорами, обеспечивающих реализацию нового способа.
Поставленная цель достигается за счет того, что в предлагаемом способе изготовления преднапряженных железобетонных конструкций, включающем натяжение стержневой арматуры с концевыми анкерами, размещение их в упорах, закрепленных оппозитно на формующих поверхностях поворотных бортов и контактирующих с внутренней поверхностью анкерных шайб, установку арматурных стержней в проектное положение осуществляют путем приложения к концам последних перемещений, обеспечивающих их контакт с упорами и фиксаторами положения, закрепленными на бортах формы, перпендикулярных тем, на которых закреплены упоры, напряжение арматурных стержней при укорочении, укладку в форму и уплотнение бетонной смеси, тепловлажностную обработку отформованного изделия и передачу напрягающих усилий с арматурных стержней на бетон при распалубке, предусматривается, что в процессе установки арматурных стержней в проектное положение в верхней части сечения изделия каждый арматурный стержень одновременно с обоих концов опускают в форму вниз так, чтобы стержень располагался между упором и фиксатором, а скатывающая сила, воздействующая на анкеры и возникающая вследствие наклона опорных поверхностей упоров под углом к оси стержня, образовывала угол 0...25° с перпендикуляром к продольным ребрам опорной поверхности фиксатора, взаимодействующей с концевыми анкерами стержней; в форме для изготовления предварительно напряженных конструкций с напрягаемой арматурой в двух и более уровнях по высоте сечения, содержащей продольные и поперечные борта с фиксаторами положения арматурных стержней, соединенные посредством шарниров с поддоном, имеющей для каждого напрягаемого арматурного стержня размещенные оппозитно внутренние упоры с наклонными опорными поверхностями, упоры верхней арматуры закреплены на формующих поверхностях продольных бортов и поверхность упора, взаимодействующая с напрягаемым стержнем, образует с продольными ребрами опорной поверхности соответствующего фиксатора острый угол, направленный вершиной вниз.
Признаки, составляющие отличие предлагаемых способа изготовления предварительно напряженных железобетонных изделий и конструкции формы для его реализации, в прототипе, как способа изготовления, так и формы, отсутствуют, что дает основание сделать вывод о соответствии предлагаемых решений критерию "новизна". Существующие в настоящее время способы изготовления предварительно напряженных железобетонных изделий и формы, применяемые в производстве железобетонных изделий и конструкций, не обеспечивают оптимальной по трудозатратам и полностью безопасной технологии изготовления преднапряженных изделий с напрягаемой арматурой в двух и более уровнях в формах с внутренними неподвижными упорами. Это позволяет сделать вывод о соответствии предлагаемых решений критерию изобретения "существенные отличия".
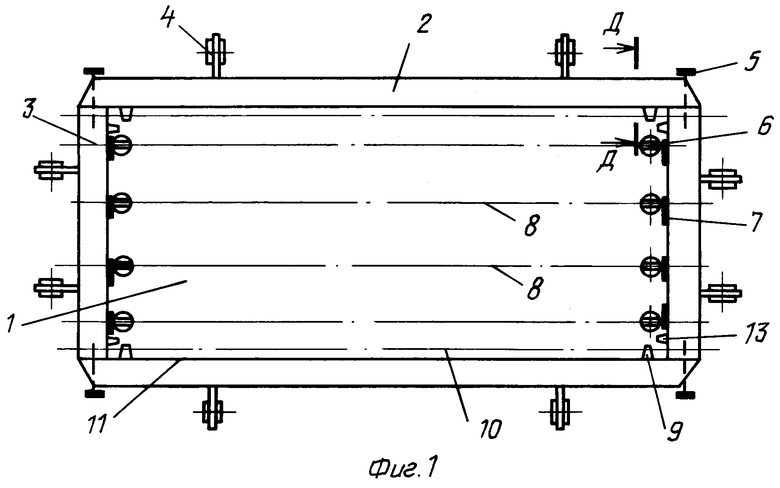
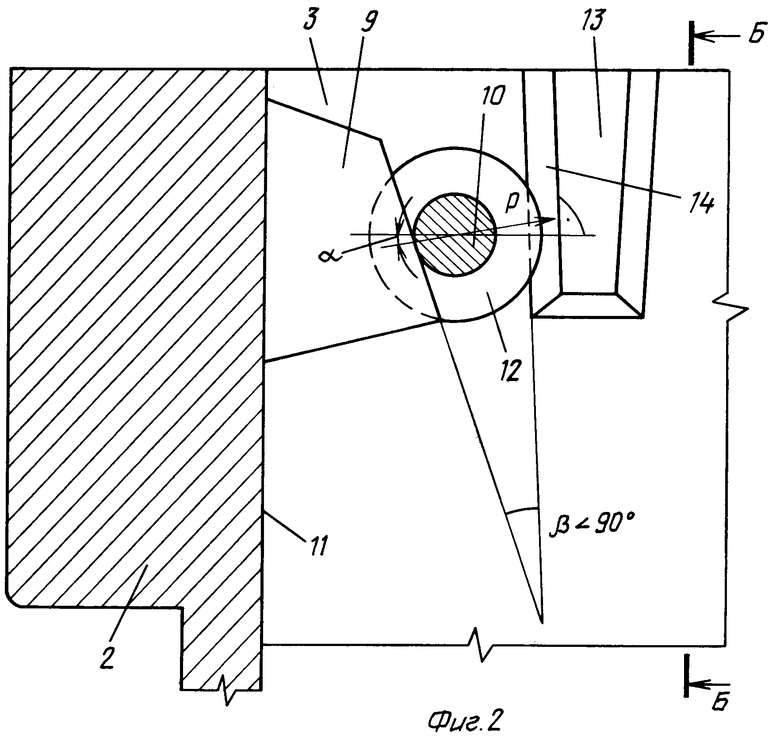
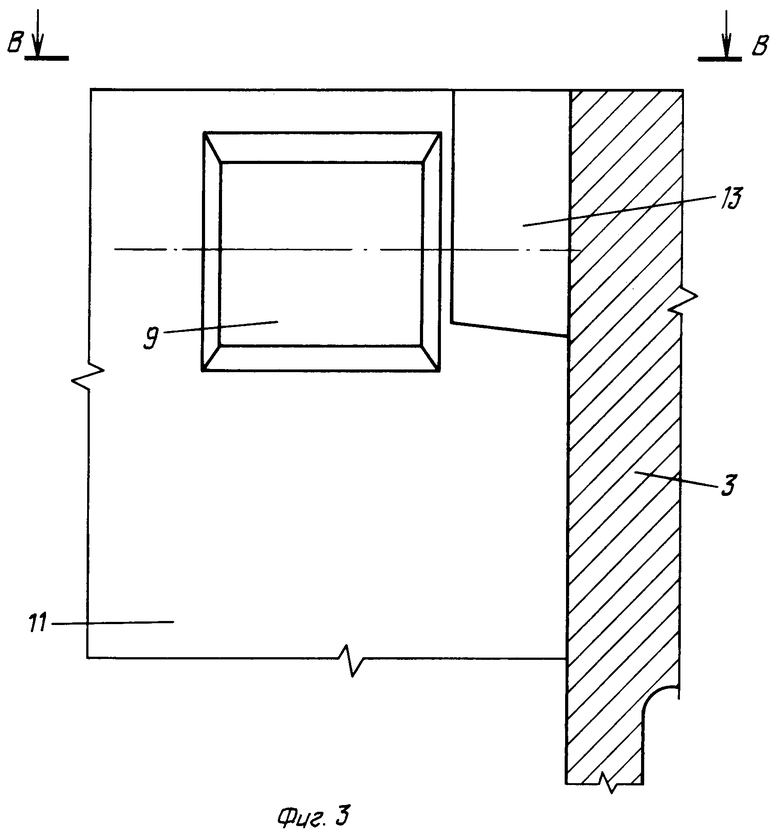
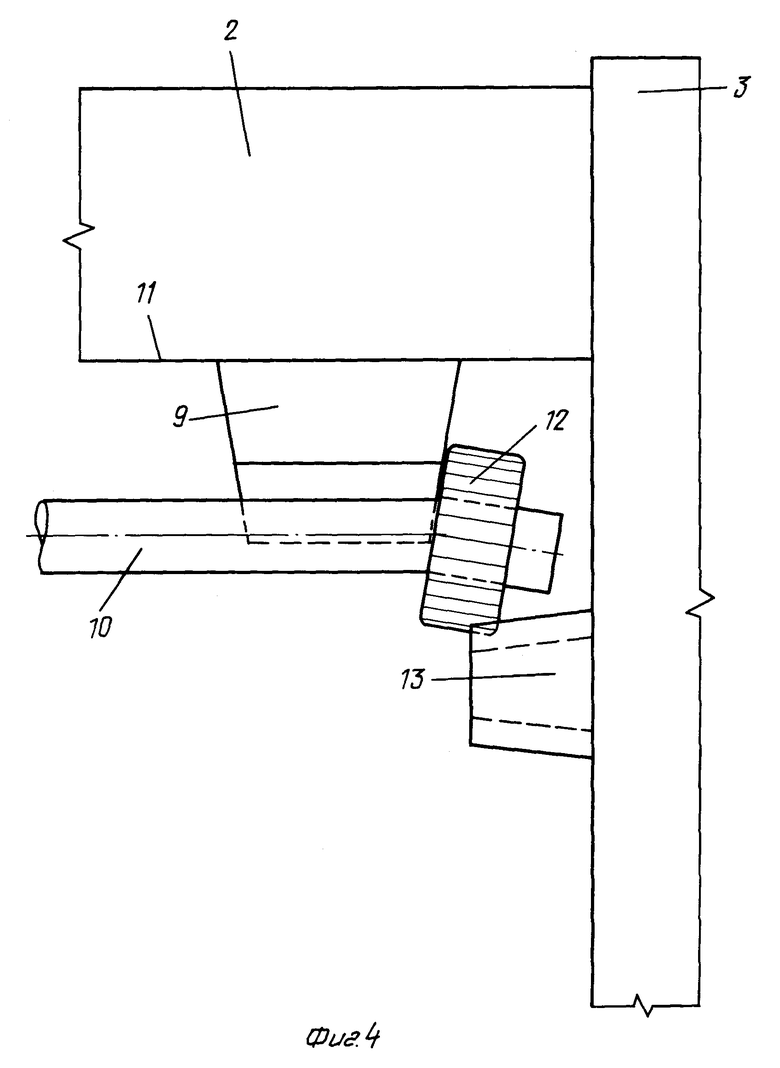
Сущность изобретения поясняется чертежами, где на фиг.1 показан общий вид формы с внутренними упорами, в т. ч. и с упорами для верхних напрягаемых стержней; на фиг.2 - разрез по А-А на фиг.1; на фиг.3 - вид по Б-Б на фиг.2; на фиг.4 - разрез по В-В на фиг.3.
Форма состоит из поддона 1, продольных 2 и поперечных 3 бортов, соединенных с поддоном шарнирами 4, замков 5, внутренних упоров 6 на поддоне и соответствующих фиксаторов положения 7 нижних стержней 8. Внутренние упоры 9 верхних напрягаемых стержней 10 размещены на формующих поверхностях 11 продольных бортов. На концах стержней размещены анкеры 12. Внутренние упоры, воспринимающие усилия натяжения верхних стержней, имеют вид усеченной пирамиды. Фиксаторы положения верхних напрягаемых стержней по высоте 13 (толщине при вертикальном формовании изделий) расположены на бортах, перпендикулярных тем, на которых закреплены упоры верхних стержней. Рабочие площадки 14 фиксаторов положения, контактирующие с концами верхних стержней, либо концевыми анкерами на них, имеют продольные ребра, по отношению к перпендикуляру к которым возникающая при натяжении стержней скатывающая сила Р (фиг. 2) образует угол α = 0-25°.
С целью предотвращения смещения стержня ниже проектного положения до его натяжения поверхность упора, взаимодействующая с напрягаемым стержнем, образует с опорной рабочей поверхностью
соответствующего фиксатора острый угол β, направленный вершиной вниз.
Для обеспечения надежной фиксации стержня в проектном положении и исключения смещения стержня при натяжении вверх скатывающая сила должна быть перпендикулярна продольным ребрам рабочей площадки фиксатора (α = 0) или незначительно отклоняться от него, т.к. в противном случае стержень будет смещаться под ее действием из проектного положения. Расчеты допустимого угла α, получаемые из рассмотрения условий равновесия стержня в проектном положении с учетом возникающих сил трения между анкером (концом стержня), опорной поверхностью упора и рабочей площадкой фиксатора, показывают, что угол не должен превышать 25°.
Изготовление преднапряженных железобетонных конструкций с преднапряженной арматурой, расположенной в двух и более уровнях по высоте сечения элемента, предусматривающее использование формы с внутренними упорами, размещенными на бортах формы и фиксаторами положения стержней, закрепленными на перпендикулярных бортах, по предлагаемому способу осуществляется следующим образом.
В форму с закрытыми бортами 2 и 3, подготовленную к зарядке арматурой, переносят удлиненный электротермическим либо механическим способом верхний напрягаемый стержень, удерживаемый в двух местах за концы. Затем его опускают в бетонный отсек формы так, чтобы концевой анкер расположился между упором и торцевым бортом (фиг. 4) в продольном направлении относительно оси стержня и между упором и фиксатором - в поперечном относительно оси стержня направлении. При расчетном удлинении стержня он займет проектное положение, а возникающая при укорочении стержня скатывающая сила, взаимодействуя с рабочей площадкой фиксатора, закрепит напрягаемый стержень в рабочем положении.
После натяжения арматуры, фиксации ненапрягаемых армирующих элементов, укладки и уплотнения бетонной смеси и завершения тепловлажностной обработки изделия открывают борта формы. Далее за петли готовое преднапряженное изделие, как ненапряженное, без каких-либо дополнительных операций снимают с формы. В этот момент происходит передача усилия преднапряжения арматуры с упоров формы на бетон изделия.
Предлагаемый способ изготовления преднапряженных железобетонных конструкций может быть реализован как при немеханизированном варианте его выполнения, так и при использовании различных механических и гидромеханических натяжных устройств напрягаемой стержневой и канатной арматуры.
Предлагаемая конструкция формы позволяет использовать принципиально новый способ изготовления предварительно напряженных железобетонных изделий с напрягаемой арматурой в нескольких уровнях по сравнению с применявшимися ранее способами в технологии преднапряженных изделий.
Как показали испытания нового способа, предложенная последовательность изготовления предварительно напряженных железобетонных изделий с напрягаемой арматурой в двух уровнях, принятые конструктивные параметры узлов форм для осуществления предлагаемого способа обеспечили технологичность, простоту и безопасность операции по натяжению верхней стержневой арматуры, а также дают экономию трудозатрат при изготовлении и эксплуатации форм.
Таким образом, предлагаемая конструкция формы с внутренними неподвижными упорами с наклонными опорными поверхностями, размещенными на формующих поверхностях продольных бортов формы, и поверхность упора, взаимодействующая с напрягаемым стержнем, образующая с продольными ребрами опорной поверхности соответствующего фиксатора острый угол, направленный вершиной вниз, позволяет успешно изготавливать изделия по новой технологии.
Предлагаемая конструкция формы с неподвижными внутренними упорами позволяет экономить порядка 4-5% верхней напрягаемой арматуры, а также снизить трудозатраты на изготовление изделий на 2-3 % по сравнению с используемой сейчас технологией на предприятиях сборного железобетона.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ПРЕДНАПРЯЖЕННЫХ ЖЕЛЕЗОБЕТОННЫХ ИЗДЕЛИЙ И ФОРМА ДЛЯ ОСУЩЕСТВЛЕНИЯ СПОСОБА | 1996 |
|
RU2109898C1 |
| ФОРМА ДЛЯ ИЗГОТОВЛЕНИЯ ПРЕДВАРИТЕЛЬНО НАПРЯЖЕННЫХ ЖЕЛЕЗОБЕТОННЫХ ИЗДЕЛИЙ | 1995 |
|
RU2087652C1 |
| ФОРМА ДЛЯ ИЗГОТОВЛЕНИЯ ПРЕДВАРИТЕЛЬНО НАПРЯЖЕННЫХ ЖЕЛЕЗОБЕТОННЫХ ИЗДЕЛИЙ | 1992 |
|
RU2017911C1 |
| НАПРЯГАЕМЫЙ ЭЛЕМЕНТ ПРЕДВАРИТЕЛЬНО НАПРЯЖЕННЫХ СТРОИТЕЛЬНЫХ КОНСТРУКЦИЙ | 2012 |
|
RU2512220C2 |
| Форма для изготовления железобетонных плит с преднапряженной арматурой | 1985 |
|
SU1454703A1 |
| Форма для изготовления железобетонных элементов | 1989 |
|
SU1766665A1 |
| Способ армирования плоских железобетонных изделий | 1987 |
|
SU1460159A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КОМБИНИРОВАННО АРМИРОВАННЫХ БЕТОННЫХ ИЗДЕЛИЙ | 2011 |
|
RU2481946C2 |
| Форма для изготовления предварительно напряженных изделий из бетонных смесей | 1980 |
|
SU927501A1 |
| ТЕРМОФОРМА ДЛЯ ИЗГОТОВЛЕНИЯ ПРЕДВАРИТЕЛЬНО НАПРЯЖЕННЫХ ЖЕЛЕЗОБЕТОННЫХ ИЗДЕЛИЙ | 1996 |
|
RU2111855C1 |
Изобретение относится к строительству, а именно к производству предварительно напряженных железобетонных конструкций. Технический результат - упрощение способа изготовления предварительно напряженных железобетонных изделий и конструкция формы с внутренними неподвижными упорами, обеспечивающая реализацию данного способа. Арматурные стержни устанавливают в проектное положение в верхней части сечения изделия, каждый арматурный стержень одновременно с обоих концов опускают в форму вниз так, чтобы стержень располагался между упором и фиксатором. Скатывающая сила, воздействующая на концевые анкеры и возникающая вследствие наклона опорных поверхностей упоров под углом к оси стержня, образовывает угол 0...25° с перпендикуляром к продольным ребрам опорной поверхности фиксатора, взаимодействующей с концевыми анкерами стержней. В форме упоры верхней арматуры закреплены на формующих поверхностях продольных бортов, и поверхность упора, взаимодействующая с напрягаемым стержнем, образует с продольными ребрами опорной поверхности соответствующего фиксатора острый угол, направленный вершиной вниз. 2 с. и 1 з.п. ф-лы, 4 ил.
| СПОСОБ ИЗГОТОВЛЕНИЯ ПРЕДНАПРЯЖЕННЫХ ЖЕЛЕЗОБЕТОННЫХ ИЗДЕЛИЙ И ФОРМА ДЛЯ ОСУЩЕСТВЛЕНИЯ СПОСОБА | 1996 |
|
RU2109898C1 |
| ПРИСПОСОБЛЕНИЕ ДЛЯ МЕХАНИЧЕСКОГО НАТЯЖЕНИЯ И СПУСКА ПРЕДВАРИТЕЛЬНО НАПРЯЖЕННОЙ АРМАТУРЫ | 0 |
|
SU251192A1 |
| Форма для изготовления предварительно напряженных изделий из бетонных смесей | 1977 |
|
SU613900A1 |
| ПРЕДВАРИТЕЛЬНО НАПРЯЖЕННЫЙ ЖЕЛЕЗОБЕТОН | 1988 |
|
RU2015271C1 |
| Пустотелый вал для паровых или газовых турбин | 1928 |
|
SU17934A1 |
| РЕШЕТЧАТАЯ КОНСТРУКЦИЯ | 2011 |
|
RU2475605C1 |

