Изобретение относится к контрольно- измерительной технике и может быть использовано в различных областях техники для контроля взаимного положения осей отверстий в объектах, например в корпусных деталях редукторов, двигателей внутреннего сгорания и т.п. изделий.
Цель изобретения - повышение точности и производительности контроля.
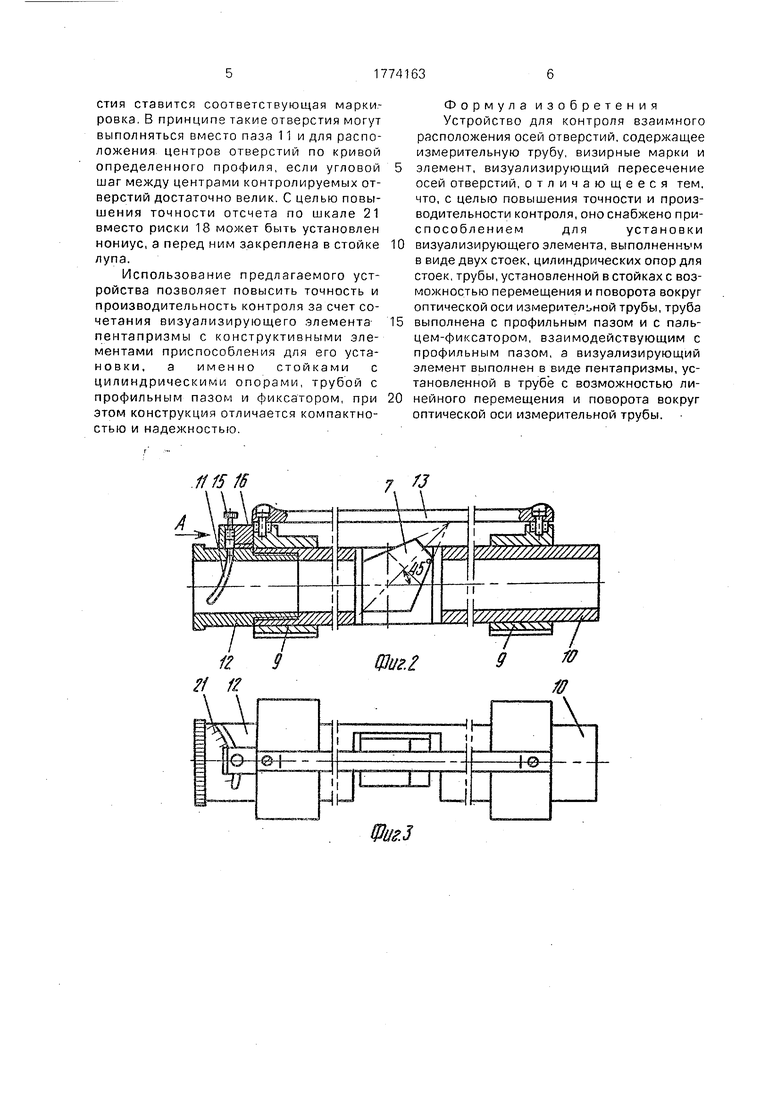
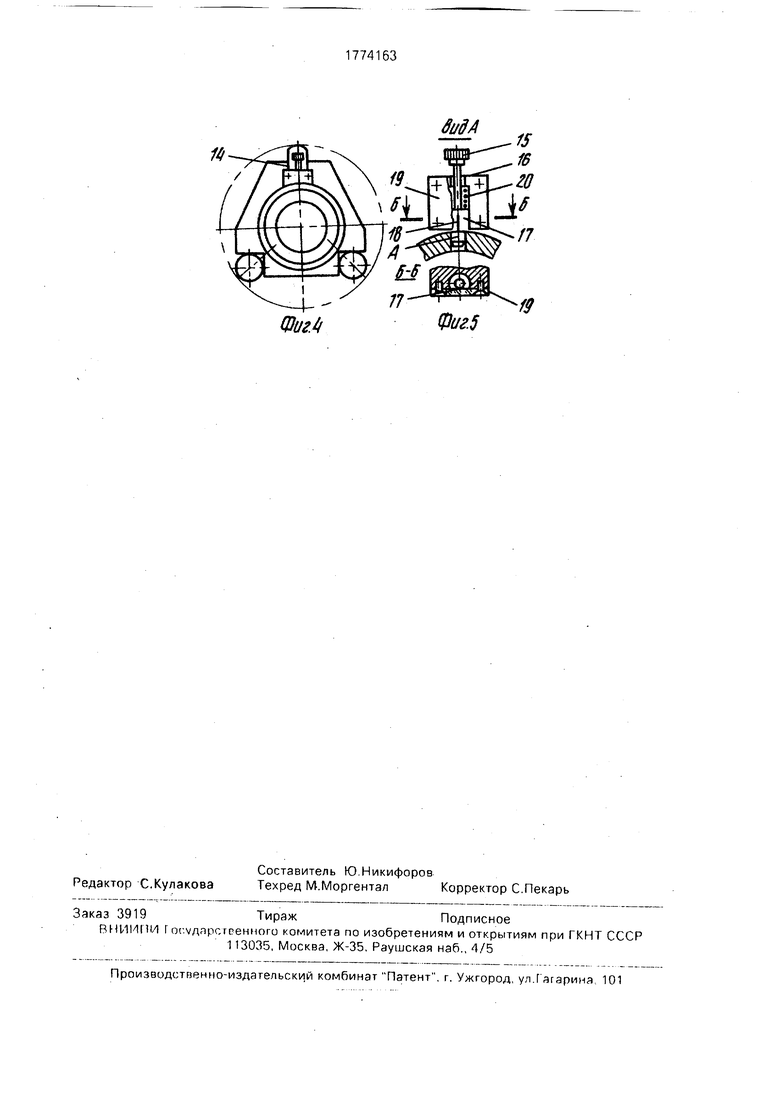
На фиг.1 представлен схематически общий вид устройства; на фиг.2 - разрез по приспособлению для установки визуализирующего элемента, вид сбоку; на фиг.З - вид на приспособление сверху; на фиг.4 - вид на приспособление с торца; на фиг.5 - вид на узел фиксатора.
Устройство (фиг.1) содержит измерительную трубу 1, визирные марки 2,3,4, устанавливаемые в контролируемые отверстия 5 объекта 6 для материализации их осей, и элемент, визуализирующий пересечение осей отверстий, основой которого является пентапризма 7, биссектриса которой изображена штрихпунктирной линией 8 и расположена под углом 45° к оси трубы, Пентапризма 7 имеет возможность перемещения вдоль оси измерительной трубы 1 и поворота этой оси, как показано стрелками на фиг.1.
Приспособление для установки визуализирующего элемента (фиг.2-5) состоит из двух стоек 9, снабженных сменными цилиндрическими опорами (фиг.4). В стойках 9 может смещаться вдоль оси и поворачиваться относительно нее труба 10 вместе с закрепленной в ней пентапризмой 7. В трубе 10 выполнен профильный паз 11. Сама труба может быть как цельной, так и составной. В последнем случае она имеет присоединительную (например, с помощью резьбы) съемную часть 12 с пазом 11, а основная направляющая часть трубы несет пентап- рмзму 7.
Стойки 9 соединены подпружиненной планкой 13, входящей в их пазы 14, что позволяет выбирать зазор между стойками и отверстиями, куда эти стойки установлен ны. С профильным пазом 11 взаимодействует подпружиненный палец-фиксатор 15, имеющий возможность осевых смещений в кронштейне 16, закрепленном на левой стойке 9. Палец-фиксатор 15 выполнен в виде ступенчатого валика, причем его нижняя часть меньшего диаметра (фиг.5) входит в профильный паз 11, а его верхняя часть, имеющая больший диаметр, направляется отверстием кронштейна 16 и имеет фаску 17, на которой нанесена риска 18. От поворота в отверстии кронштейна палец-фиксатор 15 предохраняет прозрачная планка 19,
привинченная к кронштейну 16. Пружина 20 прижимает палец-фиксатор 15 к трубе 10, осуществляя ее торможение и препятствуя ее произвольному повороту. Перпендикулярно краю профильного паза 11 нанесены риски шкалы 21, что позволяет поворотом трубы 10 совмещать эти риски с риской 18 пальца-фиксатора 15, обеспечивая заданное положение пентапризмы 7 соответст0 венно контролируемому отверстию 5 объекта 6. Для осуществления поворота левый торец трубы снабжен кольцевой накаткой.
При произвольном размещении контро5 лируемых отверстий 5 в объекте профильный паз 11 может быть заменен набором отверстий, выполненных в съемной части 12 трубы. Шкала 21 в этом случае заменяется соответствующим номером или обозначе0 нием у каждого отверстия.
Предлагаемое устройство работает следующим образом.
Визирную ось измерительной трубы 1 выставляют примерно по оси центральных
5 отверстий объекта 6. Последовательно фокусируют измерительную трубу 1 на визирные марки 2 и 4 этого отверстия и измеряют координаты их изображений в поле зрения с помощью оптического микрометра (не по0 казан) измерительной трубы. Приспособление для установки визуализирующего элемента помещают в указанных отверстиях объекта 6. При этом входная грань пентапризмы 7 перпендикулярна визирной оси
5 измерительной трубы 1,, а подпружиненная планка 13 выбирает зазор в отверстии.
Контроль осуществляется методом автоколлимации. Затем измерительную трубу 1 последовательно фокусируют на визирные
0 марки 3 отверстий 5, для чего поворачивают трубу 10, а вместе с ней и пентапризму 7 до установки ее рабочей грани перпендикулярно оси конкретного отверстия 5. Это положение фиксируется пальцем-фиксатором
5 15, входящим в профильный паз 11 при совмещении риски 18с соответствующим делением шкалы 21. С помощью оптического микрометра измерительной трубы 1 измеряют координаты изображения каждой из ма0 рок 3 в поле зрения. По разности значений одноименных координат судят о неперпендикулярности и непересечении осей опредеяяющих взаимное положение отверстий, расположенных, например, на спира5 ли 8.
Для случая произвольного размещения отверстий 5 паз 11 может быть заменен набором точно выполненных отверстий под фиксатор в съемной части 12 трубы, причем для удобства работы около каждого отверстия ставится соответствующая маркировка. В принципе такие отверстия могут выполняться вместо паза 11 и для расположения центров отверстий по кривой определенного профиля, если угловой шаг между центрами контролируемых отверстий достаточно велик. С целью повышения точности отсчета по шкале 21 вместо риски 18 может быть установлен нониус, а перед ним закреплена в стойке лупа.
Использование предлагаемого устройства позволяет повысить точность и производительность контроля за счет сочетания визуализирующего элемента пентапризмы с конструктивными элементами приспособления для его установки, а именно стойками с цилиндрическими опорами, трубой с профильным пазом и фиксатором, при этом конструкция отличается компактностью и надежностью.
Формула изобретения Устройство для контроля взаимного расположения осей отверстий, содержащее измерительную трубу, визирные марки и
5 элемент, визуализирующий пересечение осей отверстий, отличающееся тем, что, с целью повышения точности и производительности контроля, оно снабжено приспособлениемдляустановки
0 визуализирующего элемента, выполненном в виде двух стоек, цилиндрических опор для стоек, трубы, установленной в стойках с возможностью перемещения и поворота вокруг оптической оси измерительной трубы, труба
5 выполнена с профильным пазом и с пальцем-фиксатором, взаимодействующим с профильным пазом, а визуализирующий элемент выполнен в виде пентапризмы, установленной в трубе с возможностью ли0 нейного перемещения и поворота вокруг оптической оси измерительной трубы.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для контроля взаимного расположения осей отверстий | 1981 |
|
SU974119A1 |
| Устройство для проверки коленчатых валов | 1983 |
|
SU1128112A1 |
| УСТРОЙСТВО ДЛЯ КОНТРОЛЯ НЕПЛОСКОСТНОСТИИЗДЕЛИЙ | 1972 |
|
SU419722A1 |
| Устройство для определения взаимного положения элементов объекта | 1976 |
|
SU620810A2 |
| Устройство для поверок геодезических приборов | 1978 |
|
SU763682A1 |
| ОПТИЧЕСКИЙ ТЕОДОЛИТ | 1992 |
|
RU2053483C1 |
| Способ изготовления конических зубчатых колес | 1984 |
|
SU1270537A1 |
| Визирное автоколлимационное устройство | 1977 |
|
SU969103A1 |
| Устройство для определения и контроля угловых и линейных координат элементов трубопровода | 1990 |
|
SU1747866A1 |
| Устройство для определения взаимного положения элементов объекта | 1975 |
|
SU535454A1 |
Изобретение относится к контрольно- измерительной технике и используется для контроля взаимного положения осей отверстий. Цель изобретения - повышение точноJ/ 10 сти и производительности контроля Визирную ось измерительной трубы 1 выставляют примерно по оси отверстий Последовательно фокусируют измерительную трубу 1 на марки 2 и 4 и измеряют координаты их изображений Контроль осуществляется методом автоколлимации Затем измерительную трубу 1 последовательно фокусируют на визирные марки 3, для чего поворачивают трубу 10, а вместе с ней и пентапризму 7 Это положение фиксируется пальцем-фиксатором С помощью оптического микрометра измерительной трубы 1 измеряют координаты изображения каждой из марок 3 в поле зрения. По разности значений одноименных координат судят о неперпендикулярности и пересечении осей, определяют взаимное положение отверстий 5 ил 8 (Л С VI vi Јь CN CJ Фиг.1
1115 15
Щиг.З
Фиг.4
дидА
Фиг.5
| СПОСОБ ПРОВЕРКИ НЕПЕРЕСЕЧЕНИЯ ОСЕЙ ОТВЕРСТИИ | 0 |
|
SU242421A1 |
| кл | |||
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Приспособление к индикатору для определения момента вспышки в двигателях | 1925 |
|
SU1969A1 |
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
