Изобретение относится к машиностроению, а именно к способам изготовления и контроля зубчатых колес.
Цель изобретения - повьш1ение точности изготовления конических зубчатых колес с круговыми зубьями за счет учета расчетных координат круговых зубьев на заготовке и учета исходного положения заготовки на предметном столе микроскопа
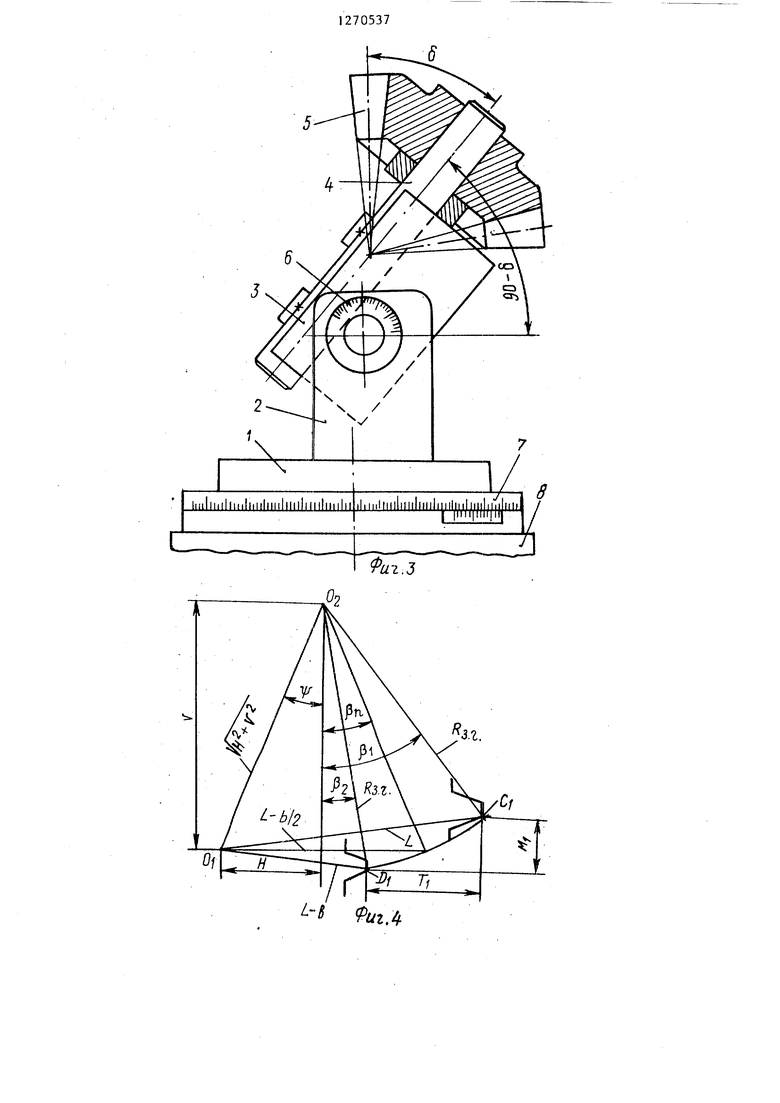
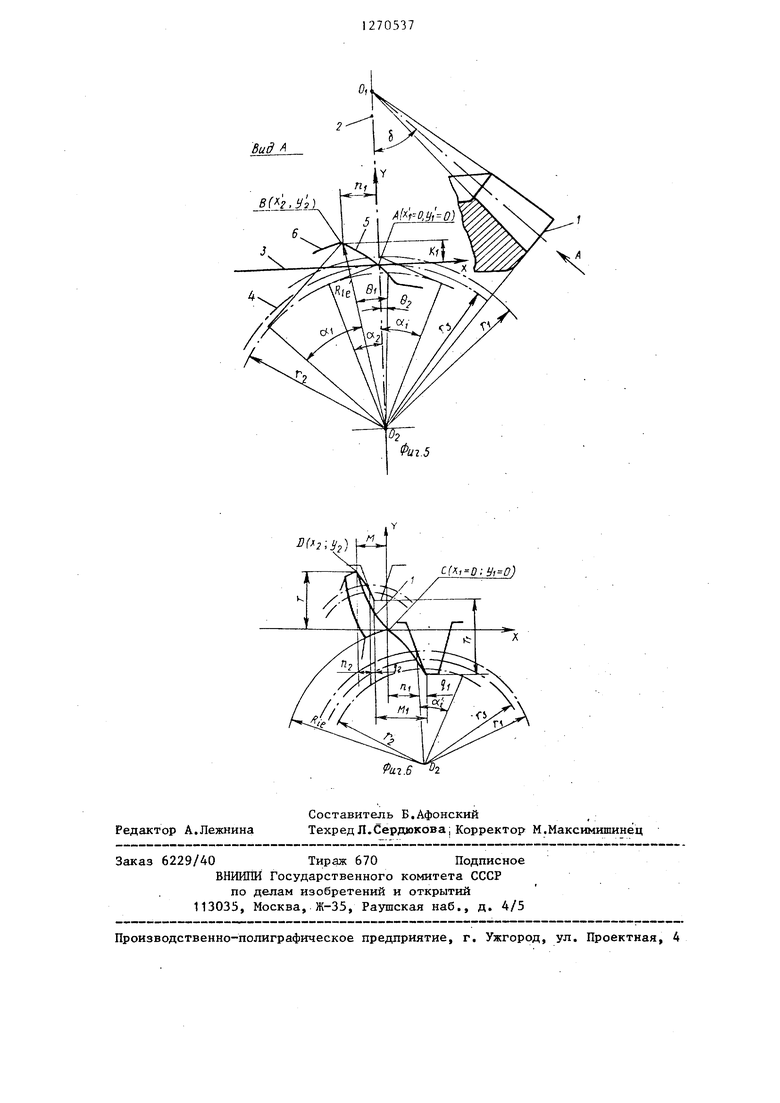
На фиг. 1iизображена конструктивная схема контрольного приспособления .для реализации предлагаемого спо co6aj на фиг. 2 - разрез А-А на фиг. 1, на фиг. 3 - перенастроенное контрольное приспособление для визирования торцового профиля, зуба на фиг. 4 - схема геометрического расположения кругового зуба воображаемого производящего колеса, на фиг,5координат.ы двух крайних точек расчетного расположения, линии торцового профиля кругового зуба конического колеса, на фиг. 6 -- схема взаимного расположения двух крайних точек расчетного расположения .-линии кругового воображаемого производящего и изготавливаемого колес.
Контрольное приспособление для реализации способа содержит основание 1j две стойки 2, закрепленные на основании, призму 3 с цапфами, установленную с возможностью кругового перемещения вокруг цапф на стойках 2, оправку 4, закрепленную в призме 3 и предназначенную для установки изготавливаемого зубчатого колеса 5, отсчетный лимб 6, закрепленный на одной из цапф призмы 3 и предназначенный для отсчета угла поворота призмы 3 в стойках 2 относительно основания 1, поворотный стол 7, на котором установлено основание 15 и предметный столик 8 инструментального микроскопа.
При описании реализации способа изготовления конических колес с круговым зубом в описании операции контроля зуба на инструментальном микроскопе с помощью приспособления приняты следующие обозначения: ось координат, совпадающая по направлению с продольным перемещением предметного стола микроскопа - ось х;ось координат, совпадающая по направлению с поперечным перемещением предметного стола - ось yj ось координат, совпадающая по направлению с перемещением кронштейна микроскопа - ось Z, микрометр, с помощью которого предметный стол перемещается по оси X - микрометр X, микрометр, с помощью которого предметный стол перемещается по оси Y - микрометр Y.
Способ реализуется следующим образом.
Перед измерением наладку микроскопа с контрольным / приспособлением проводят в следующем порядке: на предметный стол 8 иргструментального микроскопа устанавливают контрольное приспособление, призму 3, приспособления устанавливают в горизонтальное положение и принимают это положение за начальное (нулевое) положение.
На призме 3 закрепляют сменную цилиндрическую оправку 4, диаметр которой соответствует посадочному диаметру цилиндрического отверстия контролируемого зубчатогоколеса 5, например 10 мм.
Окуляр микроскопа (не показан) настраивают по глазу так, чтобы окулярная сетка была видна с наибольшей резкостью, затемпо образующей цилиндра оправки с правой стороны фокусируют микроскоп, образующую цилиндра оправки на длине 30-40 мм поперечного перемещения предметного стола визируют точкой сетки окуляра оправку перемещают в продольном направлении предметного стола на половину диаметра оправки, (т.е. на 5мм) в этом положении ось оправки, т.е. ось контролируемого колеса, точно приходится против точки сетки окуля- . ра.
Указанное положениемикроскопа и контрольного приспособления с оправкой считается подготовленным для контроля расположения линии зуба или линии торцового профиля.
На зубообрабатьшающем станке на заготовке формируют вогнутую сторону зуба изготавливаемого колеса.
Для проверки расположения вогнутой линии зуба (фиг. -1) ось оправки 4 с призмой 3 гфиспособления устанавливают па угол конуса вершин зубьев dp, заготовку зубчатого колеса 5 с нарезанным зубом насаживают на оправку 4, по образующей плоскости ко, нуса вершин зубьев фокусируют микроскоп, обеспечивая точное фокусное расстояние на ширине зубчатого венца путем корректировки установки угла
3
конуса вершин зубьев, точку пересечения линии вогнутой стороны зуба с внешйей окружностью вершин зубьев визируют точкой сетки окуляра перемещением предметного стола в поперечном направлении и поворотом зуба заготовки вокруг оси оправки, положение точки визирования определяют и записьшают по показаниям шкал микрометров X и У линию вогнутой стороны зуба перемещают в продольном и поперечном направлениях предметного стола соответственно на размеры М и TI (фиг. 4), положение расчетной точки проекции линии вогнутой стороны зуба на микроскопе определяют и эаписьтают по показаниям шкал микрометров X и У, по точке фактического расположения проекции линии вогнутой стороны зуба фокусируют микроскоп, точку фактического расположения проекции линии зуба визируют точкой сетки окуляра - продольным перемещением предметного стола, положение точки визирования определяют и записывают по показанию шкалы микрометра X, размер и направление отклонения фактического расположения проекций линии зуба относительно расчетного определяют и записывают, заготовку с проверенной линией вогнутой стороны зуба снимают с оправки 4 приспособления.
Микроскоп с приспособлением подготавливают для проверки расположения линии торцового профиля вогнутой стороны зуба (фиг. 3), ось оправки с призмой бруска приспособления устанавливают на угол внешнего дополнительного конуса , заготовку с нарезанным зубом насаживают на оп-. равку 4, по образующей плоскости внешнего дополнительного конуса фокусируют микроскоп, точку внешней окружности вершин зубьев визируют точкой сетки окуляра - перемещением в поперечном направлении предметного стола, точку внешней окружности вершин зубьев перемещают в поперечном направлении предметного стола на размер (т г - внешний нормальный модуль), зуб заготовки поворачивают вокруг оси оправки против часовой стрелки до момента визирования точкой сети окуляра точку пересечения линии торцового профиля вогнутой стороны зуба со вспомогательной окружностью, расположенной от внешней
705374
окружности вершин зубьев на расстоянии 2- т, положениеточки визирования определяют и записывают по показаниям шкал микрометров X и У, зуб 5 заготовки перемещают в продольном и поперечном направлениях предметного стола на размеры соответственно П|, К,( (фиг. 5), положение расчетной точки расположения проекции линии 10 торцового профиля вогнутой стороны зуба на микроскопе определяют и записьшают по показаниям шкал микрометров X и У и принимают это положение за исходное, по точке факти15 ческого расположения проекции линии торцового профиля фокусируют микроскоп, точку фактического расположения проекции линии профиля визируют точкой сетки окуляра, положение точ20 ки визирования определяют и записы- вают по показаниям шкал микрометров X и У, определяют размер и направления отклонения фактического расположения проекции линии торцового 25 профиля вогнутой стороны зуба относительно расчетного. Заготовку с проверенньсм расположением линии торцового профиля вогнутой стороны зуба снимают с оправки 4 приспособ0 ления.
По установленным размерам и направлениям отклонений расположения проекции линиивогнутой стороны зуба и проекции линии торцового профиля зуба определяют размеры и нап5равление поправочных изменений в наладку станка.
Для устранения отклонений расположения проекции линии вогнутой стоQ роны зуба и при сохранении размера толщины зуба по внешнему торцу onpe-i деляют размеры V и Н, на которые следует установить шпиндель зуборезной головки станка (фиг. 4).
Для устранения стютонений располо5жения проекции линии торцового профиля правой стороны зуба определяют размер поправочного угла зацепления (фиг. 6 ) .
Затем, на отлаженном зубообрабы- тывающем станке нарезают вогнутые стороны зубьев данной партии колес..
После этого зубообрабатывающий станок настраивают на формирование выпуклой стороны зуба и нарезают на заготовке выпуклую сторону, зуба, проверяют расположение линии выпуклой стороны зуба и линии торцового
профиля, вносят в наладку зубофрезерного станка поправки и на отложенном станке нарезают зубья выпуклой стороны данной-партии колес.
При создании конических зубчатых. колес с модифицированными зубьями способ реализуют следующим образом.
Изготавливают опытные парные колеса различных размеров модификации зубьев, обкатывают опытные парные колеса под рабочей нагрузкой и размеры оптимальных продольной и профильной модификации зубьев по данным пятна контакта зубьев вписывают в чертежи производственных парных колес.
Кроме того, при созданиии применении парных измерительных кон1тческих зубчатых колес способ реализуют следующим образом.
Изготавливают парные измерительныв колеса, обкатывают их на пятно контакта зубьев под легким торможением, размеры расположения пятна контакта по длине и высоте зубьев измерительных колес вписывают в чертежи производственных парных колес, а измерительные колеса используют в обкатной операции для контроля производственных; парных колес.
Использование изобретения позволит обеспечить взаимозаменяемость конических зубчатых колес со спиральным зубом.
.Формула изобретения
1. Способ изготовления конических зубчатых колес, заключающийся в том, что изготавливают заготовки, на зубообрабатывающем станке на заготовке формируют часть зуба изготавливаемого колеса, на предметном столигсе инструментального микроскопа устанавливают контрольное приспособление, ось оправки контрольного приспособления визируют с точкой сетки окуляра микроскопа в направлении отсчета одного из ортогональных отсчетных механизмов микроскопа, устанавливают полученную заготовку на ощ)авку контрольногоприспособления так, чтобы окуляр микроскопа и образующая внешнего конуса заготовки на ширине зубчатого венца располагались в положении точного фокусного расстояния, визируют точкой сетки окуляра микроскопа точку пересечения линии зуба на заготовке с внешней окружностью вершин зубьев и принимают это положение заготовки за исходное,измеряют отклонения точек фактического расположения линии зуба на заготовке относительно расчетного расположения и по полученным данным корректируют наладку зубообрабатьтающего станка, отличающийся тем, что, с целью повьшения точности изготовления конических зубчатых колес с круговыми зубьями, на зубообрабатываюп ем станке на заготовке формируют вогнутую сторону зуба изготавливаемого колеса, перемещают заготовку от исходного положения в продольном и поперечном направлениях вместе с предмеажым столиком мик роскопа на величину расчетных координат точки пересечения линии кругового зуба с внутренней окружностью вершин зубьев, снимают показания с отсчетных механизмов микроскопа, переустанавливают заготовку на контрольном приспособлении так, чтобы образующая внешнего дополнительного конуса заготовки и окуляр микроскопа располагались в положении точного фокусного расстояния, визируют точкой сетки окуляра микроскопа точку пересечения хшнии торцового .профиля вогнутой стороны зуба со вспомогательной окружностью, прнимают это положение заготовки за исходное, перемещают заготовку от исходного положения в продольном и поперечном направлениях вместе с предметным столиком микроскопа на величину расчетных координат точки пересечения линий торцового профиля с внешней окружностью вершин зубьев, измеряют отклонения точек фактического расположения линии торцового профиля вогнутой стороны зуба на заготовке относительно расчетного расположения, по полученным данным рассчитывают поправочныекоэффициенты для наладки зубообрабатьюающего станка и повторяют операции от формирования зуба изготавливаемого колеса до раст чета поправочных коэффициентов для выпуклой стороны зуба.
2, Способ по п. 1, отличаюш, и и с я тем, что, с целью создания конических зубчатых колес с модифицированными зубьями, изготавливают опытные парные колеса различных размеров модификации зубьев, обкатывают опытные парные колеса под рабо7чей нагрузкой и размеры оптимальных продольной и профильной модификации зубьев по данным пятна контакта зубьев вписьтают в чертежи производственных парных колес. 3. Способ по пп. 1 и 2, о т л и чающийся тем, что, с целью создания и применения парных измерительных- конических зубчатых колес, изготавливают парные измерительные 7 колеса, обкатывают парные измерительные колеса на пятно контакта зубьев под легким торможением, размеры расположения пятна контакта по длине и высоте зубьев измерительных колес вписьшают в чертежи производственных парных колес и измерительные колеса используют в обкатной операции для контроля производственнх парных колес.

| название | год | авторы | номер документа |
|---|---|---|---|
| Способ шлифования зубчатых колес с круговыми зубьями | 1984 |
|
SU1247202A1 |
| КОСОЗУБАЯ ЗУБЧАТАЯ ПЕРЕДАЧА | 1995 |
|
RU2116532C1 |
| СПОСОБ ОБРАБОТКИ ЦИЛИНДРИЧЕСКИХ ЗУБЧАТЫХ КОЛЕС ШЕВИНГОВАНИЕМ-ПРИКАТЫВАНИЕМ | 2011 |
|
RU2479389C1 |
| СПОСОБ ЗАКРУГЛЕНИЯ ТОРЦОВ ЗУБЬЕВ ЗУБЧАТЫХ КОЛЕС (ВАРИАНТЫ) | 2006 |
|
RU2318636C1 |
| СПОСОБ ФОРМООБРАЗОВАНИЯ СФЕРОВИНТОВЫХ КОНИЧЕСКИХ ЗУБЧАТЫХ ПОВЕРХНОСТЕЙ И УСТРОЙСТВО ДЛЯ ЕГО РЕАЛИЗАЦИИ | 2005 |
|
RU2309028C2 |
| Способ калибровки коноскопа поляризационного микроскопа | 1986 |
|
SU1354032A1 |
| СПОСОБ ОБРАБОТКИ ПАРЫ ЦИЛИНДРИЧЕСКИХ ЗУБЧАТЫХ КОЛЕС | 2012 |
|
RU2510789C2 |
| КОСОЗУБАЯ ЗУБЧАТАЯ ПЕРЕДАЧА | 2002 |
|
RU2222738C1 |
| Прибор для обратного отсчета роста рыбы по размерам чешуи | 1940 |
|
SU68606A1 |
| ЗУБЧАТОЕ КОЛЕСО СМЕШАННОГО ИЛИ ЭВОЛЬВЕНТНОГО ЗАЦЕПЛЕНИЯ | 2005 |
|
RU2318150C2 |

Изобретение относится к машиностроению, а именно к способам изготовления зубчатых колес. Цель изобретения - повьппение точности изготовления конических зубчатых колес с круговыми зубьями за счет учета расчетных координат круговых зубьев на заготовке и учета исходного положения заготовки на предметном столике. Это достигается тем, что перед измерением микроскоп настраивается визирной точкой сетки окуляра на точку пересечения линии зуба на заготовке с внешней окружностью вершин зубьев. Принимают это положение заготовки за исходное. Затем, перемещая столик микроскопа в трехкоординатной системе отсчета, измеряют отклонения точек фактического расположения ли1ши торцового профиля для вогнутой стороны зуба и повторяют эти операции для выпуклой стороны зуба. Кроме того, обкатьшают опытные парные колеса под нагрузкой и по данным пятна контакта зубьев вписывают в чертежи данные о продольной и профильной модификации зубьев. Далее изготавливают парные измерительные колеса, обкаты(Л вают их под измерительной рагрузкой и используют эти колеса для контрольных операций при изготовлении производственных парных колесi 2 з,п. ф-лы. 6 ил. ГС | о ел со 
Фиг.
L .4
Фа1.:5
з.г.
| Механическая обработка и модернизация оборудования - Сб.: Госиздат оборонной промьшшенности | |||
| М., 1951, с | |||
| Переносная печь для варки пищи и отопления в окопах, походных помещениях и т.п. | 1921 |
|
SU3A1 |
| i | |||
