со
с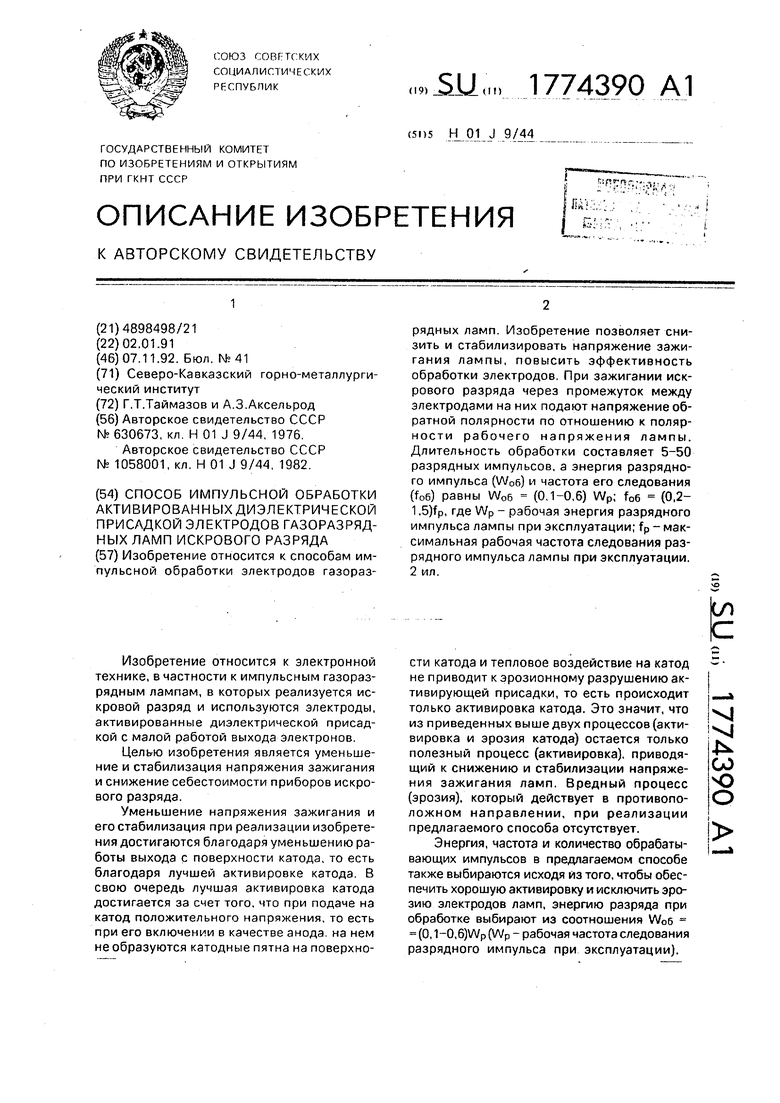

| название | год | авторы | номер документа |
|---|---|---|---|
| Способ обработки электродов газоразрядных приборов | 1982 |
|
SU1058001A1 |
| Импульсная газоразрядная лампа | 1981 |
|
SU1008821A1 |
| УСТРОЙСТВО ДЛЯ ВОЗДЕЙСТВИЯ НА БИООБЪЕКТ | 2007 |
|
RU2358773C2 |
| СПОСОБ ПОЛУЧЕНИЯ БЕЗЫСКРОВОГО РАЗРЯДА В ПЛОТНЫХ ГАЗАХ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ (ВАРИАНТЫ) | 2005 |
|
RU2297071C1 |
| Газоразрядное распылительное устройство на основе планарного магнетрона с ионным источником | 2020 |
|
RU2752334C1 |
| УПРАВЛЯЕМЫЙ ГАЗОРАЗРЯДНЫЙ ПРИБОР | 2005 |
|
RU2300157C1 |
| СПОСОБ СОЗДАНИЯ ВЫСОКОЭНТАЛЬПИЙНОЙ ГАЗОВОЙ СТРУИ НА ОСНОВЕ ИМПУЛЬСНОГО ГАЗОВОГО РАЗРЯДА | 2007 |
|
RU2343650C2 |
| УСТРОЙСТВО ДЛЯ ПОЛУЧЕНИЯ ОКИСИ АЗОТА | 2021 |
|
RU2804697C1 |
| ГАЗОРАЗРЯДНЫЙ ПРИБОР С ХОЛОДНЫМ КАТОДОМ | 1995 |
|
RU2089003C1 |
| ЛАМПА ВАКУУМНАЯ УЛЬТРАФИОЛЕТОВОГО ДИАПАЗОНА СПЕКТРА | 2005 |
|
RU2291516C2 |

Изобретение относится к способам импульсной обработки электродов газоразрядных ламп. Изобретение позволяет снизить и стабилизировать напряжение зажигания лампы, повысить эффективность обработки электродов. При зажигании искрового разряда через промежуток между электродами на них подают напряжение обратной полярности по отношению к полярности рабочего напряжения лампы. Длительность обработки составляет 5-50 разрядных импульсов, а энергия разрядного импульса (Л/об) и частота его следования (foe) равны W06 (0,1-0,6) Wp; f06 (0,2- 1,5)fp, где Wp - рабочая энергия разрядного импульса лампы при эксплуатации; fp - максимальная рабочая частота следования разрядного импульса лампы при эксплуатации. 2 ил.
Изобретение относится к электронной технике, в частности к импульсным газоразрядным лампам, в которых реализуется искровой разряд и используются электроды, активированные диэлектрической присадкой с малой работой выхода электронов.
Целью изобретения является уменьшение и стабилизация напряжения зажигания и снижение себестоимости приборов искрового разряда.
Уменьшение напряжения зажигания и его стабилизация при реализации изобретения достигаются благодаря уменьшению работы выхода с поверхности катода, то есть благодаря лучшей активировке катода. В свою очередь лучшая активировка катода достигается за счет того, что при подаче на катод положительного напряжения, то есть при его включении в качестве анода на нем не образуются катодные пятна на поверхности катода и тепловое воздействие на катод не приводит к эрозионному разрушению активирующей присадки, то есть происходит только активировка катода. Это значит, что из приведенных выше двух процессов (активировка и эрозия катода) остается только полезный процесс (активировка), приводящий к снижению и стабилизации напряжения зажигания ламп. Вредный процесс (эрозия), который действует в противоположном направлении, при реализации предлагаемого способа отсутствует.
Энергия, частота и количество обрабатывающих импульсов в предлагаемом способе также выбираются исходя из того, чтобы обеспечить хорошую активировку и исключить эрозию электродов ламп, энергию разряда при обработке выбирают из соотношения Wo6 (0,1-0,6)WP (Wp - рабочая частота следования разрядного импульса при эксплуатации).
4
GJ О О
следствие того, что при Л/0б 0,1 Wp постуающий на катод тепловой поток недостаочен для активировки катода, из-за чего бработка электродов не приводит к снижению и стабилизации напряжения зажигания приборов искрового разряда. При Wp 0,6WP катодные пятна, которые при обработке в братной полярности существуют уже на аноде, приводят к интенсивной эрозии маериала анода, в свою очередь эрозия анода приводит к уменьшению прозрачности стекянной колбы импульсных источников света вследствие напыления на внутреннюю поверхность колбы продуктов эрозии, появле- нию токов утечки по образуемой продуктами эрозии металлической пленке и к другим нежелательным последствиям. Предлагаемое техническое решение благодаря более эффективной обработке электродов позволяет также уменьшить время обработки до 5-50 импульсов. Увеличение длительности обработки более 50 импульсов нецелесообразно, потому что, во-первых, увеличивается длительность обработки с существующим увеличением трудоемкости, энергоемкости, и пр., во-вторых, при более длительной обработке возможно распыление (эрозия) материала анода, в-третьих, для снижения и стабилизации на- пряжения зажигания, как показала проведенная экспертиза, обычно достаточно 5-50 импульсов и дальнейшая обработка больше не влияет на напряжение зажигания приборов. Обработка длительностью менее 5 импульсов оказывается недостаточно эффективной, так как из-за недостаточной активировки катода приводит к недостаточному снижению и недостаточной стабилизации напряжения зажигания ламп.
При частоте разрядных импульсов во время обработки f06 1,5fp (fp - максимальная рабочая частота следования разрядного импульса при эксплуатации) вследствие значительной тепловой нагрузки возможна эрозия анода со всеми указанными выше отрицательными последствиями эрозии, Выбор f06 0,2fp также нецелесообразен, поскольку, как показала экспериментальная проверка, при отсутствии эрозии, то есть при f06 1,5fp, уменьшение частоты не отражается как-либо на параметрах приборов, а приводит только к увеличению длительности процесса обработки электродов, t Сопоставляющий анализ заявляемого решения с прототипом показывает, что заявляемый способ отличается от известного тем, что при обработке на электроды лампы подается напряжение обратной полярности по отношению к полярности рабочего напряжения на электродах, а обработку ведут
в режиме, при котором энергия разрядного импульса и частота его следования равны
W06 (0,1-0,6) Wp; fo6 (0,2-1.5) fp, а длительность обработки составляет 5-50
импульсов.
Таким образом, заявляемый способ соответствует критерию новизна.
Сравнение заявляемого решения не только с прототипом, но и с другими техническими решениями в данной области техники не позволяет выявить в них признаки, отличающие заявляемое решение от прототипа, что позволяет сделать вывод о соответствии критерию существенные
отличия.
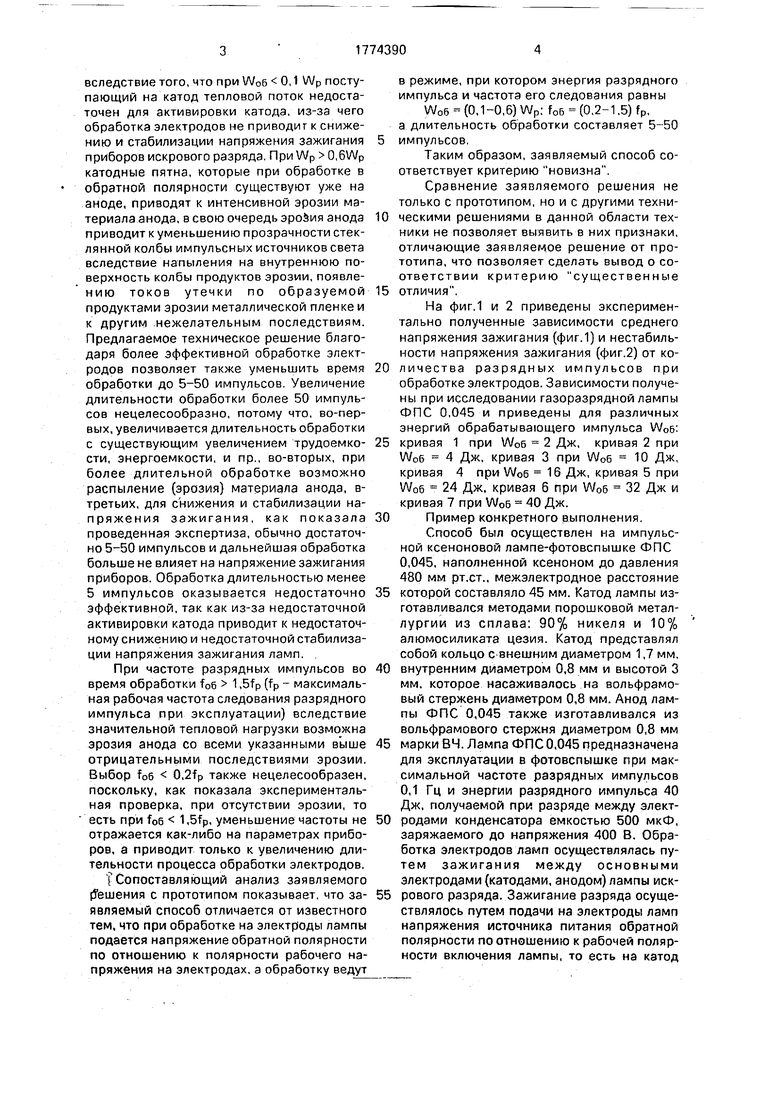
На фиг.1 и 2 приведены экспериментально полученные зависимости среднего напряжения зажигания (фиг.1) и нестабильности напряжения зажигания (фиг.2) от количества разрядных импульсов при обработке электродов. Зависимости получены при исследовании газоразрядной лампы ФПС 0,045 и приведены для различных энергий обрабатывающего импульса W06:
кривая 1 при W06 2 Дж, кривая 2 при Wo6 4 Дж, кривая 3 при W06 10 Дж, кривая 4 при W06 16 Дж, кривая 5 при W06 24 Дж, кривая 6 при W06 32 Дж и кривая 7 при W06 40 Дж.
Пример конкретного выполнения.
Способ был осуществлен на импульсной ксеноновой лампе-фотовспышке ФПС 0,045, наполненной ксеноном до давления 480 мм рт.ст., межэлектродное расстояние
которой составляло 45 мм. Катод лампы изготавливался методами порошковой металлургии из сплава: 90% никеля и 10% алюмосиликата цезия. Катод представлял собой кольцо с внешним диаметром 1,7 мм.
внутренним диаметром 0,8 мм и высотой 3 мм, которое насаживалось на вольфрамовый стержень диаметром 0,8 мм. Анод лампы ФПС 0,045 также изготавливался из вольфрамового стержня диаметром 0,8 мм
марки ВЧ. Лампа ФПС0,045 предназначена для эксплуатации в фотовспышке при максимальной частоте разрядных импульсов 0,1 Гц и энергии разрядного импульса 40 Дж. получаемой при разряде между электродами конденсатора емкостью 500 мкФ, заряжаемого до напряжения 400 В. Обработка электродов ламп осуществлялась путем зажигания между основными электродами (катодами, анодом) лампы искрового разряда. Зажигание разряда осуществлялось путем подачи на электроды ламп напряжения источника питания обратной полярности по отношению к рабочей полярности включения лампы, то есть на катод
лампы подавался плюс, а на анод лампы - минус источника питания.
С целью облегчения условий зажигания искрового разряда между электродами осуществлялась подача маломощного высоковольтного импульса поджига на третий управляющий электрод, в качестве которого использовалась нанесенная на внешнюю поверхность стеклянной колбы лампы прозрачная металлическая пленка.
Энергия разрядного импульса при обработке менялась от 2 до 20 Дж путем изменения емкости накопительного конденсатора, стоящего на выходе источника питания, от 25 до 500 мкФ. Испытания проводились при Л/об 2, 4. 10, 16, 24, 32, 40 Дж. Частота разрядных импульсов при обработке менялась в диапазоне 0,005-0,3 Гц. Качество обработки электродов определялось путем измерения среднего напряжения зажигания ламп (U), определяемого как среднее арифметическое из пяти измерений напряжения зажигания при пяти следующих друг за другом пробоях лампы. Также измерялась нестабильность напряжения зажигания (Кн), определяемая по формуле
(Л
IT
100
где Кмакс и UMI/IH соответственно максимальное и минимальное из пяти измеренных напряжений зажигания ламп.
Как видно из приведенных на фиг.1 и 2 экспериментальных результатов, предлагаемый способ обработки электродов позволяет на 25-35% уменьшить среднее напряжение зажигания и в 1,5-2 раза уменьшить нестабильность напряжения зажигания ламп ФПС 0,045.
Из фиг.1 и 2 также видно, что при использовании энергии обрабатывающего импульса менее 0,1WP эффективность обработки резко уменьшается. В то же время увеличение энергии обрабатывающего импульса более 0,6WP не улучшает как-либо электрические параметры ламп. Одновременно при Л/об 0,6WP наблюдается заметное распыление материала анода, что снижает светоотдачу ламп и их долговечность.
Из фиг.1 и 2 также видно, что для обработки достаточно 5-50 импульсов. Обработка длительности более 50 импульсов не приводит к улучшению параметров ламп.
Приведенные на фиг,1 и 2 экспериментальные результаты получены при частоте
обрабатывающих импульсов 0,1 Гц (f0e 10 fp). Также были проведены экспериментальные исследования при частоте разрядных импульсов 0,005-0,5 Гц (f06 (0,05-3,0) fp). В результате было получено, что изменение
частоты обрабатывающих импульсов в указанном диапазоне не отражается сколь-ли- бо заметно на электрических параметрах ламп, то есть в результате обработки получаются такие же параметры ламп, как и
приведенные на фиг.1 и 2 параметры ламп после обработки с частотой 0.1 Гц.
Использование предлагаемого способа обработки газоразрядных ламп позволит по сравнению с прототипом за счет лучшей активировки катода лампы, во-первых, уменьшить напряжение зажигания импульсных газоразрядных ламп на 25-35%, что позволяет уменьшить напряжение питания лампы, во-вторых, стабилизировать напряжение зажигания, уменьшив тем самым количество бракованных ламп при их промышленном производстве, что соответственно снизит их себестоимость.
Кроме того, данный способ позволяет
сократить время обработки электродов, а это уменьшает трудоемкость и энергоемкость обработки, что также снижает себестоимость ламп.
Формула изобретения
Способ импульсной обработки активированных диэлектрической присадкой электродов газоразрядных ламп искрового разряда, включающий подачу на обрабатываемые электроды ламп импульсов напряжения положительной полярности, обеспечивающих обработку их в режиме анодов, отличающийся тем, что, с целью снижения и стабилизации напряжения зажигания разряда, частоту следования разрядных импульсов устанавливают в пределах 0,2-1,5 максимальной рабочей частоты следования разрядных импульсов при эксплуатации лампы, а их энергию - 0,1-0,6
рабочей энергии при эксплуатации при длительности обработки 5-50 разрядных импульсов.
о
11,
ю го jo W so #,м
Фиг.1
Я«,% 30- 25- гО 15ю
10
о
2030
Фиг-Z
40
Ж #,Wfff.
| Способ импульсной обработки электродов | 1976 |
|
SU630673A1 |
| Способ обработки электродов газоразрядных приборов | 1982 |
|
SU1058001A1 |
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
