Изобретение относится к черной металлургии, в частности к выплавке стали в подовых сталеплавильных агрегатах.
Известен способ выплавки стали в мартеновских печах, включающий завалку металлолома и шлакообразующих материалов, слив чугуна, продувку ванны кислородом, плавление, доводку, раскисление и выпуск плавки.
Недостатком известного способа является низкая производительность из-за низкой скорости шлакообразования и десульфура- ции металла.
Наиболее близким к изобретению по технической сущности и достигаемому эффекту -является способ выплавки стали в подовом сталеплавильном агрегате, включающий завалку металлолома, известняка, чугунной стружки, заливку чугуна, продувку кислородом, плавление и доводку металла. Данный способ обеспечивает повышение производительности агрегата за счет улучшения процессов дефосфорации и десуль- фурации металла. Однако, в промышленных условиях в связи с нестабильностью физических свойств применяемых шихтовых материалов (колебаниями насыпной массы металлолома) использование известного способа приводит к получению нестабильных результатов, что в конечном итоге не обеспечивает устойчивого снижения шлакообразующих материалов и не во всех случаях предотвращает протекание бурных реакций в ванне.
Целью изобретения является повышение выхода жидкой стали путем предотвращения интенсивного выделения окиси углерода.
Поставленная цель достигается тем, что по способу выплавки стали в подовых сталеплавильных агрегатах, включающему завалку металлолома, шлакообразующих материалов, продувку ванны кислородом через сводовые фурмы, проведение периоХ|
дов плавления и доводки, интенсивность продувки устанавливают равной 13-23 м3/ч, т от насыпной массы металлолома, а расстояние от среза фурм до границы шлак-металл устанавливают равным 0,039-0,184 м.
В промышленных условиях было установлено, что важнейшим наиболее эффективным средством получения активного гомогенного шлака является оптимизация соотношения интенсивности продувки и насыпного веса лома при одновременном поддержании оптимальной величины расстояния от среза фурм до уровня спокойной ванны. Оптимальные значения указанных величин обеспечивают быстрые фазовые превращения в первичном шлаке, вследствие чего происходит интенсивное растворение извести за счет повышения окисленности шлака до значений, не приводящих к выбросам по ходу плавки. Полное растворение извести, образованной при разложении известняка, позволяет сократить ее расход в течение периода доводки при повышенной скорости рафинирования металла (вследствие поддержания высокой температуры шлака, без его местного переохлаждения холодной известью, присаживаемой в период доводки).
Повышение интенсивности продувки с повышением насыпной массы металлолома является необходимым условием формирования шлака с высокой окисленностыо. Оптимизация этого соотношения необходима для исключения переокисленности шлака и сопровождающего это явление бурного вскипания ванны.
При соотношении интенсивности продувки (. т) и насыпной массы металлолома (т/м) менее 13 не достигается от стабильного повышения окисленности первичного шлака до значения 13-16 %, обеспечивающих быструю ассимиляцию извести, повышение коэффициента ее использования и снижение расхода шлакообразующих материалов з первую очередь извести в доводку, а также разжижающих материалов боксита, плавикового шпата и т. д.
При соотношении интенсивности продувки (м /ч. т) и насыпной массы металлолома (т/м3) более 23 наблюдается интенсивное переокисление шлака (содержание окислов железа повышается до 25-35 %), что сопровождается периодическими бурными реакциями в ванне, сопровождающимися выбросами металла и шлака, что делает экономию шлакообразующих бессмысленной, повышает опасность обслуживания агрегата, снижает массу шлака в печи, что ведет к необходимости наведения нового шлака, т.
е. повышению расхода шлакообразующих материалов.
Поддержание оптимального соотношения между насыпной массой металлолома и
интенсивность продувки является необходимым, но недостаточным условием получения в период доводки шлака с оптимальным физико-химическими свойствами. Вторым определяющим условием проведения периода плавления с максимальной эффективностью является поддержание оптимальной высоты фурмы над границей раздела фаз шлак-металл. При величине расстояния от среза фурм до границы раздела шлак-металл менее 0,039 м окисленность печного шлака повышается нестабильно, с преобладанием низких значений, не обеспечивающих интенсивной ассимиляции извести, что ведет к повышению расхода шлакообразующих материалов. При расстоянии среза фурм от границы раздела шлак-металл 0,184 м даже при минимальных значениях интенсивности продувки окисленность шлака повышается выше допустимого уровня,
что ведет к возникновению выбросов и повышению расхода шлакообразующих материалов в период доводки плавки.
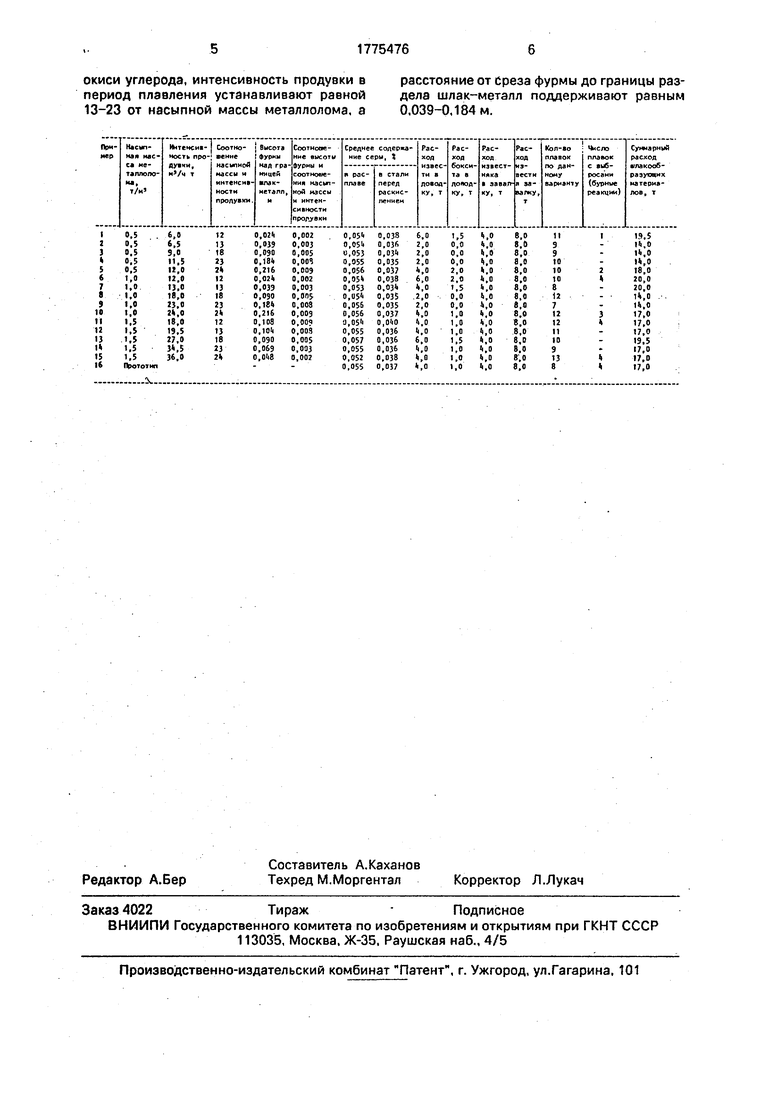
Пример. Сталь марки 0912С выплавляли в двухванном сталеплавильном агрегате 2 х 300 т. Интенсивность продувки устанавливали в соответствии с насыпным весом металлолома. Положение границы
-раздела шлак-металл фиксировали методом измерения электросопротивления между ванной и электрически изолированной фурмой. При нахождении фурмы в атмосфере печи значение электросопротивления составляло 35± 2 Ком, при нахождении фурмы в шлаке 150 ± 20 (Ом), при нахождении
фурмы в металле 2 ± 1 (Ом). Параметры проведения и результаты опытных плавок приведены в таблице.
Из данных таблицы следует, что использование данного способа при заявляемых
значениях режимных параметров при их одновременном попадании в оптимальные пределы, обеспечивает снижение расхода шлакообразующих материалов и предотвращение возникновения бурных реакций в
ванне, сопровождающихся выбросами. Формула изобретения Способ выплавки стали в подовом сталеплавильном агрегате, включающий завалку металлолома, шлакообразующих материалов, продувку ванны кислородом через сводовые фурмы и проведение периодов плавления и доводки, отличающийся тем, что, с целью повышения жидкой стали путем предотвращения интенсивного выделения
окиси углерода, интенсивность продувки в период плавления устанавливают равной 13-23 от насыпной массы металлолома, а
расстояние от среза фурмы до границы раздела шлак-металл поддерживают равным 0,039-0,184м.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ продувки расплава в подовом сталеплавильном агрегате | 1990 |
|
SU1750433A3 |
| СПОСОБ НЕПРЕРЫВНОЙ ВЫПЛАВКИ СТАЛИ И АГРЕГАТ ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1991 |
|
RU2027777C1 |
| Способ выплавки стали | 1985 |
|
SU1313879A1 |
| СПОСОБ ВЫПЛАВКИ УГЛЕРОДИСТЫХ И НИЗКОЛЕГИРОВАННЫХ МАРОК СТАЛИ | 2006 |
|
RU2336310C2 |
| Способ выплавки стали для производства металлокорда | 1989 |
|
SU1740428A1 |
| СПОСОБ ВЫПЛАВКИ СТАЛИ В ДУГОВОЙ СТАЛЕПЛАВИЛЬНОЙ ПЕЧИ С ПОВЫШЕННЫМ РАСХОДОМ ЖИДКОГО ЧУГУНА | 2010 |
|
RU2437941C1 |
| СПОСОБ ВЫПЛАВКИ СТАЛИ В ПОДОВЫХ СТАЛЕПЛАВИЛЬНЫХ АГРЕГАТАХ | 2002 |
|
RU2215044C1 |
| ДВУХВАННЫЙ СТАЛЕПЛАВИЛЬНЫЙ АГРЕГАТ И СПОСОБ ВЫПЛАВКИ СТАЛИ В ДВУХВАННОМ СТАЛЕПЛАВИЛЬНОМ АГРЕГАТЕ | 1999 |
|
RU2165462C2 |
| СПОСОБ ВЫПЛАВКИ РЕЛЬСОВОЙ СТАЛИ | 2009 |
|
RU2398889C1 |
| СПОСОБ ВЫПЛАВКИ ПРИРОДНОЛЕГИРОВАННЫХ СТАЛЕЙ И СПЛАВОВ В ПОДОВЫХ ПЕЧАХ | 1994 |
|
RU2113496C1 |
Использование: в чёрной металлургии, конкретнее в производстве стали в подовых сталеплавильных агрегатах. Сущность изобретения: в подовый сталеплавильный агрегат заваливают металлолом, шлакообразующие материалы, расплавляют и в период плавления продувают ванну кислородом с интенсивностью, равной 13-23 от насыпной массы металлолома, а расстояние от среза фурм до границы раздела шлак-металл устанавливают равным 0,039-0,184. 1 табл.
| Металлургия стали/ Под ред | |||
| В.И | |||
| Явой- ского | |||
| М.; Металлургия, 1983, с | |||
| Затвор для дверей холодильных камер | 1920 |
|
SU182A1 |
| Авторское свидетельство СССР № | |||
| Способ выплавки стали в подовых сталеплавильных агрегатах | 1985 |
|
SU1285008A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
