Предложенная группа изобретений относится к области черной металлургии, конкретнее к конструкции двухванных сталеплавильных агрегатов и способу выплавки в них стали.
Известен двухванный сталеплавильный агрегат, содержащий сообщенные между собой в верхней части две плавильные ванны. Каждая ванна имеет выполненные в ее передней стенке два завалочно-заливочных окна для загрузки металлолома и заливки жидкого чугуна и расположенное между ними технологическое окно. В подине каждой ванны со стороны задней стенки имеется выпускное отверстие. В своде ванн имеются амбразурные отверстия для ввода в рабочее пространство кислородных фурм. (UA, 9024 А, F 27 В 3/02, F 27 D 3/00, F 27 D 3/14, опубл. 30.09.96). Данный агрегат принят за прототип.
Выполнение передней стенки ванны в ее верхней части, расположенной выше уровня порогов, наклонной под определенным углом к вертикали в сторону задней стенки, осуществление безмульдовой загрузки металлолома и непосредственной заливки жидкого чугуна через завалочно-заливочные окна из чугуновозного ковша позволило повысить производительность агрегата за счет увеличения скорости загрузки лома и заливки жидкого чугуна.
Однако данному агрегату присущи следующие недостатки: пониженная стойкость передней стенки и сложность крепления завалочных окон из-за наклона передней стенки в сторону задней стенки, недостаточно высокая скорость загрузки металлолома и заливки чугуна, наличие разности нагрузок, действующих на свод по передней и задней линии агрегата. Все это влияет на его стойкость и снижает межремонтный период агрегата, что, в целом, приводит к снижению его производительности. Кроме того, выполнение ванн стационарными приводит к необходимости выполнения ложных порогов и "гребешков" на завалочных окнах и технологическом окне для избежания выплесков расплавленного металла и шлака, что, в свою очередь, повышает расход сырого доломита и магнезитового порошка и увеличивает время плавки.
Задачей изобретения является создание усовершенствованного двухванного сталеплавильного агрегата, имеющего высокую производительность, при упрощении его конструкции и расширении его технологических возможностей.
Желаемым техническим результатом предложенного изобретения является повышение стойкости агрегата и упрощение его конструкции за счет выполнения ванн агрегата качающимися, что, в свою очередь, позволит упростить процесс завалки лома и заливки чугуна, снизить расход сырого доломита и магнезитового порошка, сократить в целом длительность плавки и увеличить выход годного.
Это достигается тем, что в известном двухванном сталеплавильном агрегате, содержащем сообщенные между собой в верхней части две плавильные ванны, каждая из которых имеет свод, подину с выпускным отверстием, выполненным со стороны задней стенки, боковые стенки и переднюю стенку с завалочно-заливочными окнами и расположенным между ними технологическим окном, совки для загрузки металлолома, установленные в своде кислородные фурмы и газоотводящий тракт с газоочисткой и дымовой трубой, по изобретению каждая плавильная ванна снабжена механизмом качания и выполнена с возможностью наклона в сторону передней и задней стенок на угол до 45o относительно ее вертикальной оси, кроме того, в своде со стороны боковых стенок ванны установлены газокислородные горелки.
При этом каждая плавильная ванна имеет три кислородные фурмы.
Каждая плавильная ванна имеет две газокислородные горелки.
Размеры завалочно-заливочных окон должны соответствовать размерам совков для загрузки металлолома.
Наличие механизма качания для обеих ванн агрегата, которые имеют возможность наклона в сторону передней и задней стенки на угол до 45o, позволяет упростить процесс завалки лома, заливки чугуна, а также выпуск металла и скачивание шлака. Отпадает необходимость выполнять ложные пороги и гребешки на завалочно-заливочных окнах и технологическом окне, сооружать заливочные и выпускные желоба, поскольку при загрузке металлошихты и заливке чугуна, а также выпуске металла и скачивании шлака осуществляются наклоны печи. Эта конструктивная особенность не только создает благоприятные условия труда в печном пролете, а позволяет снизить расход сырого доломита и магнезитового порошка.
Увеличенные по сравнению с прототипом размеры завалочно- заливочных окон также позволяют значительно ускорить процесс завалки лома и заливки чугуна. Большая, чем у обычных мартеновских печей или двухванных сталеплавильных агрегатов, глубина ванны обеспечивает лучшие условия для перемешивания металла в процессе плавки.
Установка на своде каждой плавильной ванны по 3 продувочных кислородных фурмы позволяет существенно интенсифицировать продувку ванны кислородом. Наличие в каждой ванне двух газокислородных горелок, обеспечивающих дожигание CO газов, отходящих из одной ванны, интенсифицирует процесс нагрева ими металлошихты в другой ванне.
Из патента UA 9024 известен принятый в качестве прототипа способ выплавки стали в двухванном сталеплавильном агрегате, в котором производят безмульдовую завалку металлолома, заливку жидкого чугуна из чугуновозного ковша непосредственно в ванну сталеплавильного агрегата через выполненные в передней стенке ванны завалочно-заливочные окна, загрузку флюса, продувку кислородом с отводом отходящих газов во вторую ванну для нагрева загруженной холодной металлошихты. После нагрева и расплавления металлошихты производят полировку с промежуточным скачиванием шлака через технологическое окно, размещенное между завалочно-заливочными окнами. Наводят новый шлак. После проведения периодов чистого кипения и доводки стали до заданного химического состава, ее выпускают из ванны.
Известный способ позволяет повысить производительность процесса выплавки стали и ее качество.
Однако данному способу присущи следующие недостатки: неполное использование тепла отходящих газов для нагрева металлошихты в "холодной" ванне, недостаточно высокая стойкость футеровки, поскольку загружаемая металлошихта травмирует наварку пода и его футеровку, недостаточно высокая скорость завалки лома и заливки чугуна, что приводит к снижению производительности агрегата, пониженному выходу годного.
Желаемым техническим результатом предложенного способа является повышение производительности процесса выплавки стали и увеличение выхода годного за счет сокращения времени завалки металлолома и заливки чугуна, ускорения нагрева металлошихты путем повышения коэффициента теплоиспользования, повышение стойкости футеровки.
Это достигается тем, что в известном способе выплавки стали в двухванном сталеплавильном агрегате, включающем заправку плавильной ванны огнеупорными порошками, загрузку металлолома через выполненные в передней стенке ванны завалочно-заливочные окна посредством совков, заливку через упомянутые окна жидкого чугуна, загрузку флюса, продувку кислородом с отводом отходящих газов во вторую плавильную ванну для нагрева загруженной холодной металлошихты и последующий отвод газов через газоотводящий тракт в дымовую трубу, нагрев и расплавление металлошихты, последующую полировку с промежуточным скачиванием шлака через технологическое окно, размещенное на передней стенке между завалочно-заливочными окнами, наведение нового шлака, период чистого кипения, доводку стали до заданного химического состава и ее выпуск, по изобретению металлолом загружают в плавильную ванну совместно с флюсом, причем при их загрузке и заливке жидкого чугуна плавильную ванну наклоняют в сторону ее задней стенки на угол 20-30o от ее вертикальной оси, при промежуточном скачивании шлака ванну наклоняют в сторону ее передней стенки на угол 18o от ее вертикальной оси, а при выпуске стали - в сторону задней стенки ванны на угол до 45o от ее вертикальной оси, при этом осуществляют дожигание окиси углерода в отходящих газах, подаваемых для нагрева холодного металлолома во вторую ванну.
Кроме того, в качестве флюса загружают известь и/или известняк.
Желательно в плавильной ванне оставлять часть шлака предыдущей плавки.
При этом продувку кислородом осуществляют с интенсивностью 2,5 нм3/т стали при давлении 12-15 ати.
Кроме того, в плавильную ванну загружают крупногабаритные куски лома, весом 15-20 т.
Наклон плавильной ванны на угол 20-30o от вертикальной оси печи в сторону ее задней стенки при загрузке металлолома и заливке жидкого чугуна позволяет ускорить загрузку металлошихты непосредственно на подину сталеплавильного агрегата через завалочно-заливочные окна. Уменьшение угла наклона менее 20o не позволяет окантовать совок с металлоломом и флюсом в агрегат. Увеличение же наклона на угол более 30o нецелесообразно, так как приведет к снижению стойкости футеровки задней стенки плавильной ванны агрегата.
Величина угла наклона в сторону передней стенки ванны, равная 18o, определена экспериментально и является оптимальной с точки зрения избежания выплесков металла при скачивании шлака.
Совмещение завалки флюса и металлолома приводит к сокращению времени завалки твердой шихты.
Интенсивность продувки ванны кислородом около 2,5 нм3/мин при его давлении, равном 12-15 ати, обеспечивает активное перемешивание металла, что приводит к ускорению процесса выплавки стали, а также к возможности переработки крупного негабаритного металлолома, вес кусков которого составляет до 15-20 т против 2-, 3-тонных кусков в кислородном конвертере, чему также способствует предварительный прогрев лома.
Сущность предложенной группы изобретений заключается в том, что сталь выплавляют в агрегате, занимающем промежуточное положение между кислородным конвертером и двухванным сталеплавильным агрегатом. Технология выплавки стали в качающемся двухванном агрегате удачно сочетает преимущества конвертерной плавки и плавки в двухванной печи. В этом агрегате так же, как и в конвертере процесс выплавки стали осуществляют без внесения топлива со стороны, только за счет тепла экзотермических реакций выгорания примесей чугуна. Так же, как и в двухванных печах технологический процесс разделен на две части: в "горячей" ванне осуществляют продувку кислородом и идет процесс плавления металла, горячие отходящие технологические газы из "горячей" ванны поступают в соседнюю, "холодную" ванну для нагрева загруженной туда холодной металлошихты и ускорения процесса ее расплавления, а затем через систему газоочисток - в дымовую трубу. Более быстрому нагреву металлошихты способствует также дожигание CO в отходящих газах. Кроме того, отходящие газы в "холодной" ванне выполняют функцию экрана и защищают раскаленный свод от воздействия холодной, вновь загружаемой металлошихты, способствуя тем самым поддержанию постоянной, т.е. без резких перепадов, температуры свода и увеличению стойкости его футеровки. Следует также отметить, что содержащиеся в отходящих газах окислы железа частично адсорбируются на холодную металлошихту соседней ванны агрегата, что приводит к сокращению их концентрации в газах, удаляемых через газоочистки, и, кроме того, к сокращению потерь металла и увеличению выхода годного. Кроме того, дожигание CO сокращает ее выбросы в атмосферу.
После выпуска плавки из "горячей" ванны в нее загружается металлошихта и она (ванна) становится "холодной", и процесс повторяется.
Желательно некоторое количество шлака предыдущей плавки оставлять на подине. При этом, с одной стороны, обеспечивается лучшая защита подины шлаком от ударов крупных кусков заваливаемого металлолома и, следовательно, увеличивается стойкость футеровки. А с другой стороны, облегчается и ускоряется процесс наведения нового шлака.
Таким образом, предложенные агрегат и способ выплавки в нем стали, сочетая в себе все выгодные особенности кислородно-конвертерного процесса и плавки в двухванных печах, имеет следующие преимущества.
Несмотря на использование в качестве основного теплоносителя жидкого чугуна, имеется возможность уменьшить его расход по сравнению с кислородно-конвертерным процессом до 570-730 кг/т, в то время как в конвертере расход чугуна обычно колеблется в пределах 830-950 кг/т.
Описываемый технологический процесс, осуществляемый в предлагаемом агрегате, характеризуется более высоким, чем в конвертере, коэффициентом полезного теплоиспользования, рассчитываемым как отношение той части тепла, которая идет на собственно процесс выплавки стали, к его общему количеству. Если в конвертере он составляет не более 30%, то по изобретению он достигает 78-90%.
Обеспечивается высокая стойкость футеровки - до 2500 плавок.
Ритмичная выдача сталеплавильным агрегатом плавок через каждые 35-45 мин создает благоприятные условия для внедрения установки непрерывной разливки стали.
Заявленная группа изобретений поясняется иллюстрациями.
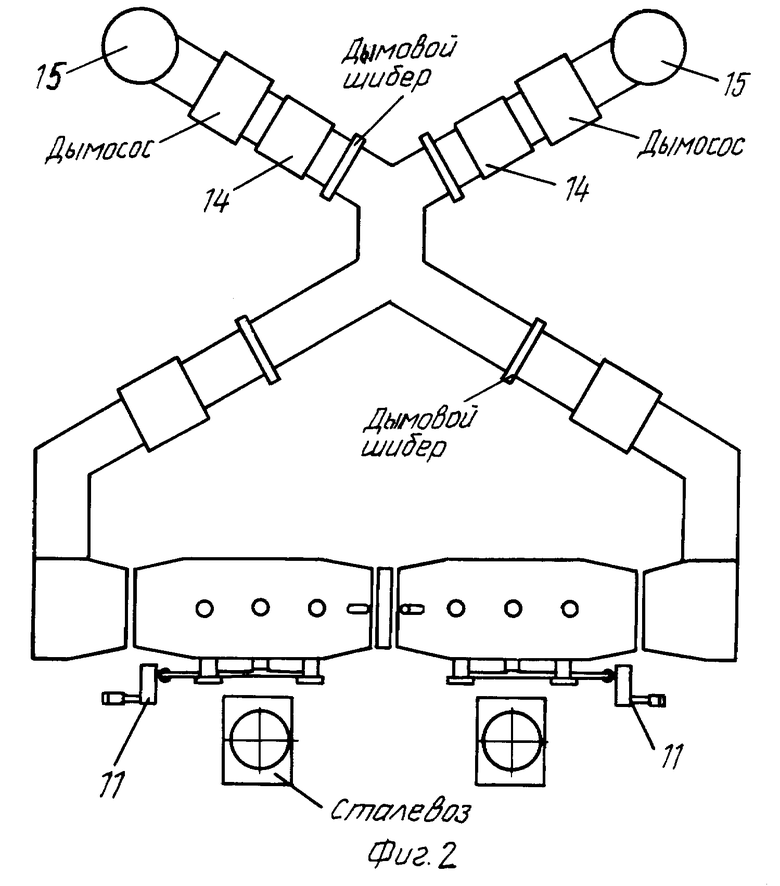
На фиг. 1 показан разрез заявляемого двухванного сталеплавильного агрегата.
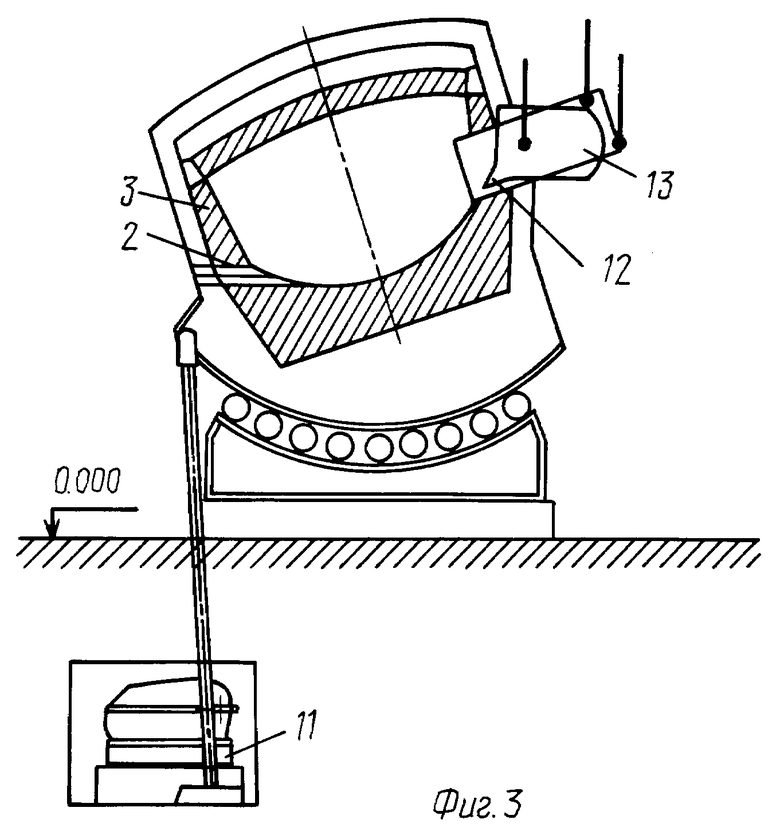
На фиг. 2 - вид сверху.
На фиг. 3 - вид сбоку в положении загрузки металлолома и заливки чугуна.
Сталеплавильный агрегат содержит сообщенные между собой в их верхней части две плавильные ванны, каждая из которых имеет подину 1 с выпускным отверстием 2, выполненным со стороны ее задней стенки 3, свод 4 с установленными в нем тремя кислородными фурмами 5, а также расположенными в нем со стороны боковых стенок 6 ванны газокислородными горелками 7 для дожигания CO в отходящих газах. В передней стенке 8 выполнены два завалочно-заливочных окна 9, уровень порога которых равен + 9400 мм. Между окнами 9 расположено технологическое окно 10 для скачивания шлака. Каждая плавильная ванна имеет механизм качания 11, посредством которого их наклоняют в сторону передней или задней стенки на угол до 45o от их вертикальной оси в зависимости от проводимой технологической операции. На фиг. 3 показано положение наклона плавильной ванны на угол 20-30o в сторону задней стенки 3 при загрузке металлолома посредством совков 12, размеры которых соответствуют размерам завалочно-заливочных окон 9, имеющих ширину 3500 мм и высоту 2000 мм. Через окна 9 из чугуновозного ковша 13 в ванну заливают жидкий чугун. Глубину ванны выполняют не менее 2 м.
Агрегат имеет два газоотводящих тракта с газоочистками 14 и дымовыми трубами 15.
Пример осуществления заявленного способа с использованием предлагаемого двухванного сталеплавильного агрегата.
Плавильную ванну сталеплавильного агрегата емкостью 250 т заправляют огнеупорными порошками. Плавильную ванну наклоняют в сторону ее задней стенки 3 относительно ее вертикальной оси на угол 20-30o. На частично оставленный в ванне от предыдущей плавки шлак в завалочно-заливочные окна 9 с использованием совков 12 загружают в плавильную ванну совместно с флюсом металлолом, которые предварительно укладывают в совки 12. После загрузки твердой шихты и ее прогрева в течение семи минут из чугуновозного ковша 13 через окна 9 без использования заливочного желоба осуществляют заливку непосредственно в ванну жидкого чугуна. Для облегчения и ускорения заливки чугуна ковш 13 снабжается специальным усовершенствованным носком. Ванну возвращают в вертикальное положение. После этого осуществляют продувку кислородом через три расположенные в своде кислородные фурмы с интенсивностью 2,5 нм3/т стали при давлении 12-15 ати. Отходящие из ванны агрегата газы дожигаются двумя газокислородными горелками 7 и поступают в "холодную" ванну для нагрева загруженного в нее холодного металлолома. После чего через газоотводящий тракт отходящие газы отводятся в газоочистку 14 и дымовую трубу 15. Агрегат может быть выполнен с двумя газоочистками и двумя дымовыми трубами, обеспечивающими создание такой мощной тяги, что, несмотря на интенсивную продувку, газы в печной пролет практически не выбиваются. Дожигание CO осуществляют также в регенеративных камерах и дымовых боровах.
В процессе плавки металлошихта нагревается и расплавляется. После этого производят полировку ванны с промежуточным скачиванием шлака через технологическое окно 10, уровень порога которого выполнен на высоте +8900 мм, ширина окна 10 равна 1250 мм. Для промежуточного скачивания шлака ванну наклоняют в сторону ее передней стенки 8 на угол, равный 18o от ее вертикальной оси. Затем ванну возвращают в вертикальное положение, наводят новый шлак, проводят периоды чистого кипения и доводки стали до заданного химического состава. После чего ванну наклоняют в сторону ее задней стенки на угол до 45o от ее вертикальной оси и через выпускное отверстие 2, выполненное со стороны задней стенки, сталь выпускают из агрегата в сталеразливочный ковш, а шлак в шлаковоз.
Ниже приведены полученные опытные результаты продолжительности плавки по периодам в новом агрегате (применительно к агрегату емкостью 250 т), мин:
Заправка - 15
Завалка лома - 6
Прогрев - 7
Заливка жидкого чугуна - 5
Продувка кислородом, включая доводку металла - 30
Выпуск металла - 10
Прочие операции - 7
Итого общая продолжительность плавки - 80 мин - (1 час 20 мин)
При изменении емкости агрегата и конкретных условий цеха продолжительность плавки может изменяться в пределах от 70 до 90 мин.
Заявленная группа изобретений, таким образом, в среднем позволяет сократить общую продолжительность плавки на 10-15 мин. Описываемая технология обеспечивает синхронную работу каждой половины агрегата и дает возможность ритмично выпускать плавки через каждые 35-45 мин.
Как уже отмечалось ранее, в новом сталеплавильном агрегате обеспечивается высокая стойкость футеровки (до 2500 плавок) за счет экранирования раскаленного свода агрегата от холодной металлошихты отходящими из "горячей" ванны технологическими газами, оставления части шлака предыдущей плавки в плавильной ванне. Описываемая технология экологически безопасна.
Таким образом, предлагаемая группа изобретений позволяет достичь высокой производительности процесса выплавки стали (от 2,0 - 4,0 млн т в год жидкой стали в зависимости от емкости печи). Создает условия для безопасной работы персонала цеха. Является экологически более совершенной, чем традиционная двухванная печь. Создает условия для снижения себестоимости выплавки стали за счет упрощения процессов завалки металлолома, заливки чугуна, слива металла и шлака, благодаря наличию механизма качания для обеих плавильных ванн агрегата, а также за счет существенного уменьшения расхода топлива, огнеупоров, сменного оборудования, снижения затрат на ремонт.
| название | год | авторы | номер документа |
|---|---|---|---|
| ДВУХВАННЫЙ СТАЛЕПЛАВИЛЬНЫЙ АГРЕГАТ | 2001 |
|
RU2183803C1 |
| СПОСОБ НЕПРЕРЫВНОЙ ВЫПЛАВКИ СТАЛИ И АГРЕГАТ ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1991 |
|
RU2027777C1 |
| ДВУХВАННЫЙ СТАЛЕПЛАВИЛЬНЫЙ АГРЕГАТ | 1990 |
|
RU2007674C1 |
| ПРЯМОТОЧНЫЙ ДВУХВАННЫЙ СТАЛЕПЛАВИЛЬНЫЙ АГРЕГАТ | 1990 |
|
RU2009419C1 |
| СПОСОБ ВЫПЛАВКИ СТАЛИ В ДУГОВОЙ СТАЛЕПЛАВИЛЬНОЙ ПЕЧИ С ПОВЫШЕННЫМ РАСХОДОМ ЖИДКОГО ЧУГУНА | 2010 |
|
RU2437941C1 |
| Двухванная сталеплавильная печь | 1978 |
|
SU954754A1 |
| Способ выплавки стали в двухванном сталеплавильном агрегате | 1988 |
|
SU1693076A1 |
| Способ выплавки стали в двухвинном сталеплавильном агрегате | 1991 |
|
SU1786090A1 |
| СПОСОБ ВЫПЛАВКИ СТАЛИ В ДУГОВОЙ СТАЛЕПЛАВИЛЬНОЙ ПЕЧИ | 2012 |
|
RU2493263C1 |
| Способ ведения плавки в двухванной сталеплавильной печи | 1983 |
|
SU1130611A1 |
Предложенная группа изобретений относится к области черной металлургии, конкретнее к конструкции двухванного сталеплавильного агрегата и технологическим процессам выплавки в нем стали. Изобретения позволяют повысить производительность процесса выплавки стали, повысить стойкость агрегата, упростить его конструкцию, сократить длительность плавки, повысить выход годного, расширить технологические возможности агрегата, упростить процесс завалок металлолома (МЛ) и заливки чугуна (Ч). Каждая плавильная ванна (ПВ) агрегата снабжена механизмом качания и выполнена с возможностью наклона в сторону ее передней и задней стенок на угол до 45o в сторону ее вертикальной оси. В своде каждой (ПВ) установлены кислородные фурмы и газокислородные горелки для дожигания СО в отходящих газах, которые подают во вторую (ПВ) для нагрева холодной металлошихты. Загрузку (МЛ) непосредственно в (ПВ) совместно с флюсом - известью и/или известняком осуществляют через выполненные в передней стенке (ПВ) завалочно-заливочные окна (ЗЗО) при наклоне (ПВ) в сторону ее задней стенки (ЗС) на 20 - 30o от ее вертикальной оси. При промежуточном скачивании шлака через расположенное между (ЗЗО) технологическое окно (ПВ) наклоняют на угол 18o сторону ее передней стенки. При сливе стали через выпускное отверстие, расположенное у подины со стороны (ЗС), (ПВ) наклоняют до 45o от ее вертикальной оси в сторону (ЗС). Возможна загрузка крупных негабаритных кусков (МЛ) весом 15-20 т. 2 с. и 7 з.п. ф-лы, 3 ил.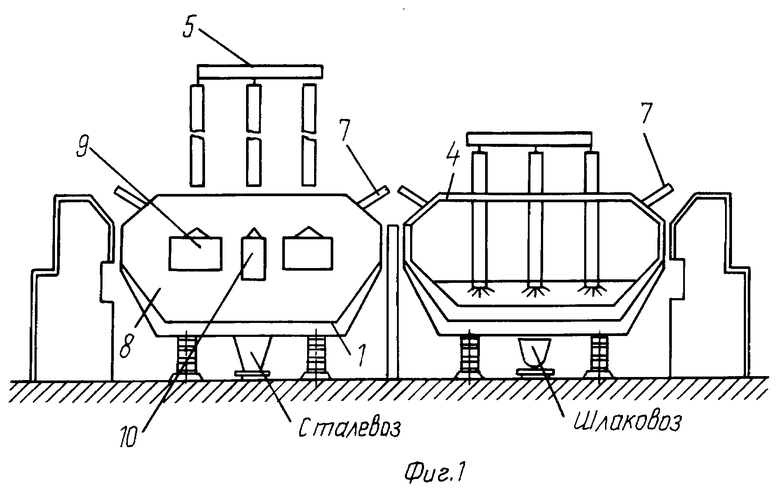
| Способ точки шляпок кардочесальных машин | 1927 |
|
SU9024A1 |
| Привод подвагонного генератора | 1980 |
|
SU1062076A1 |
| Устройство для перемещения и удержания цилиндрических деталей | 1981 |
|
SU1042988A1 |
| US 3869051, 04.03.1975 | |||
| DE 4244228 А1, 30.06.1994 | |||
| Способ раскисления стали в качающейся мартеновской печи | 1990 |
|
SU1812212A1 |
| ДВУХВАННЫЙ СТАЛЕПЛАВИЛЬНЫЙ АГРЕГАТ | 1990 |
|
RU2007674C1 |
| ЯВОЙСКИЙ В.И | |||
| и др | |||
| МЕТАЛЛУРГИЯ СТАЛИ | |||
| - М.: МЕТАЛЛУРГИЯ, 1973, с.333-338, рис | |||
| Паровозный золотник (байпас) | 1921 |
|
SU153A1 |
| Букса для железнодорожного подвижного состава | 1922 |
|
SU329A1 |

