Изобретение относится к металлургии, конкретнее к непрерывной разливке металлов.
Целью изобретения является улучшение качества непрерывнолитых слитков.
Существо изобретения заключается в том, что в кристаллизатор подают металл, вытягивают из него слиток, подают шлаковую смесь на мениск металла в кристаллизаторе, поддерживают и направляют слиток при помощи роликов, охлаждают поверхность слитка охладителем, распыливаемым форсунками, измеряют температуру поверхности слитка и удаляют с поверхности слитка окалину.
В процессе непрерывной разливки окалину удаляют периодически через 0,5-10,0 мин и измеряют температуру поверхности слитка с окалиной и после ее удаления, сравнивают полученные значения температур и при их отклонении от оптимального значения разницы температур в пределах 40-60оС изменяют скорость вытягивания слитка на 3-5% от рабочего значения на каждые 4-6оС отклонения указанной разницы температур от оптимального значения, при этом при увеличении разницы свыше 40-60оС скорость вытягивания слитка увеличивают, а при уменьшении разницы ниже 40-60оС - уменьшают скорость вытягивания слитка.
Улучшение качества непрерывнолитых слитков будет происходить вследствие регулирования скорости вытягивания слитка в соответствии с текущими значениями разницы температуры поверхности слитка с окалиной и без окалины. При этом в оболочке слитка не будут возникать температурные градиенты и термические напряжения, превосходящие допустимые значения, вследствие чего брак слитков по внутренним и наружным трещинам сократится.
Диапазон значений периода времени удаления окалины в диапазоне 0,5-10,0 мин объясняется закономерностями образования окалины на поверхности слитка под действием распыливаемого охладителя и шлаковой смеси. При больших значениях слой окалины будет иметь относительно большую толщину, что усложнит процесс его удаления. Меньшие значения устанавливать не имеет смысла, т.к. за такое короткое время будет невозможным обрабатывать данные о температуре поверхности слитка с окалиной и без окалины, а также удалять окалину. Кроме того, в этих условиях процесс измерения температуры поверхности слитка не будет находиться в стационарном режиме.
Указанный диапазон устанавливают в обратной пропорциональной зависимости от рабочего значения скорости вытягивания слитка.
Диапазон значений разницы температур в пределах 40-60оС объясняется закономерностями образования окалины на поверхности слитков в зависимости от скорости вытягивания слитка.
При меньших значениях слой окалины будет иметь небольшую толщину, что вызовет увеличение в оболочке слитка температурных градиентов и термических напряжений свыше допустимых значений под действием охлаждающего действия охладителя в зоне вторичного охлаждения. В этом случае увеличится брак слитков по внутренним и наружным трещинам.
При больших значениях слой окалины будет иметь большую толщину, что приводит к уменьшению интенсивности охлаждения слитка в зоне вторичного охлаждения. В этих условиях нарушится необходимая закономерность кристаллизации слитка, что вызовет увеличение длины жидкой фазы сверх допустимых значений.
Указанный диапазон устанавливают в обратной пропорциональной зависимости от скорости вытягивания слитка.
Диапазон значений изменения скорости вытягивания слитка в пределах 3-5% от рабочего значения объясняется закономерностями кристаллизации слитка в зоне вторичного охлаждения и кристаллизаторе. При меньших значениях изменение скорости вытягивания не будет обеспечивать снижение толщины слоя окалины или достижение необходимого значения разницы температур. При больших значениях изменение скорости вытягивания слитка также не будет обеспечивать необходимую толщину слоя окалины или достижения необходимого значения разницы температур. В обоих случаях в слитках будут возникать температурные градиенты и термические напряжения, превосходящие допустимые значения, что вызовет брак слитков по внутренним и наружным трещинам. Указанный диапазон устанавливают в обратной пропорциональной зависимости от рабочего значения скорости вытягивания слитка.
Диапазон значений отклонения разницы температур поверхности слитка с окалиной и без окалины в пределах 4-6оС объясняется закономерностями формирования слоя окалины на поверхности слитка. При больших значениях изменение скорости вытягивания слитка не будет приводить к заметному влиянию на процесс формирования слоя окалины на поверхности слитка. При меньших значениях также не будет обеспечиваться необходимое изменение скорости, вытягивания слитка. Указанный диапазон устанавливают в обратной пропорциональной зависимости от рабочего значения скорости вытягивания слитка.
Увеличение скорости вытягивания слитка в случае увеличения разницы температур свыше 40-60оС объясняется необходимостью уменьшения толщины слоя окалины. Уменьшение скорости вытягивания слитков в случае уменьшения разницы температур ниже 40-60оС объясняется необходимостью увеличения толщины слоя окалины.
Ниже дан вариант осуществления изобретения, не исключающий другие варианты в пределах формулы изобретения.
Способ непрерывной разливки металлов осуществляют следующим образом.
П р и м е р. В процессе непрерывной разливки в кристаллизатор подают стали марки ЗСП и вытягивают из него слиток с переменной скоростью. На мениск металла в кристаллизаторе подают шлаковую смесь на основе CaO-SiO2-Al2O3. В зоне вторичного охлаждения слиток поддерживают и направляют при помощи роликов и охлаждают водой с регулируемым расходом, распыливаемой форсунками. В зоне вторичного охлаждения измеряют температуру поверхности слитка с помощью оптических пирометров.
В процессе непрерывной разливки окалину удаляют с поверхности слитка периодически через 0,5-10,0 мин и изменяют температуру поверхности слитка с окалиной и после ее удаления, сравнивают полученные значения температур, при их отклонении от оптимального значения разницы температур в пределах 40-60о изменяют скорость вытягивания слитка на 3-5% от рабочего значения на каждые 4-6оС отклонения указанной разницы температур от оптимального значения, при этом увеличение разницы свыше 40-60оС скорость вытягивания слитка увеличивают, а при уменьшении разницы ниже 40-60оС - уменьшают скорость вытягивания слитка.
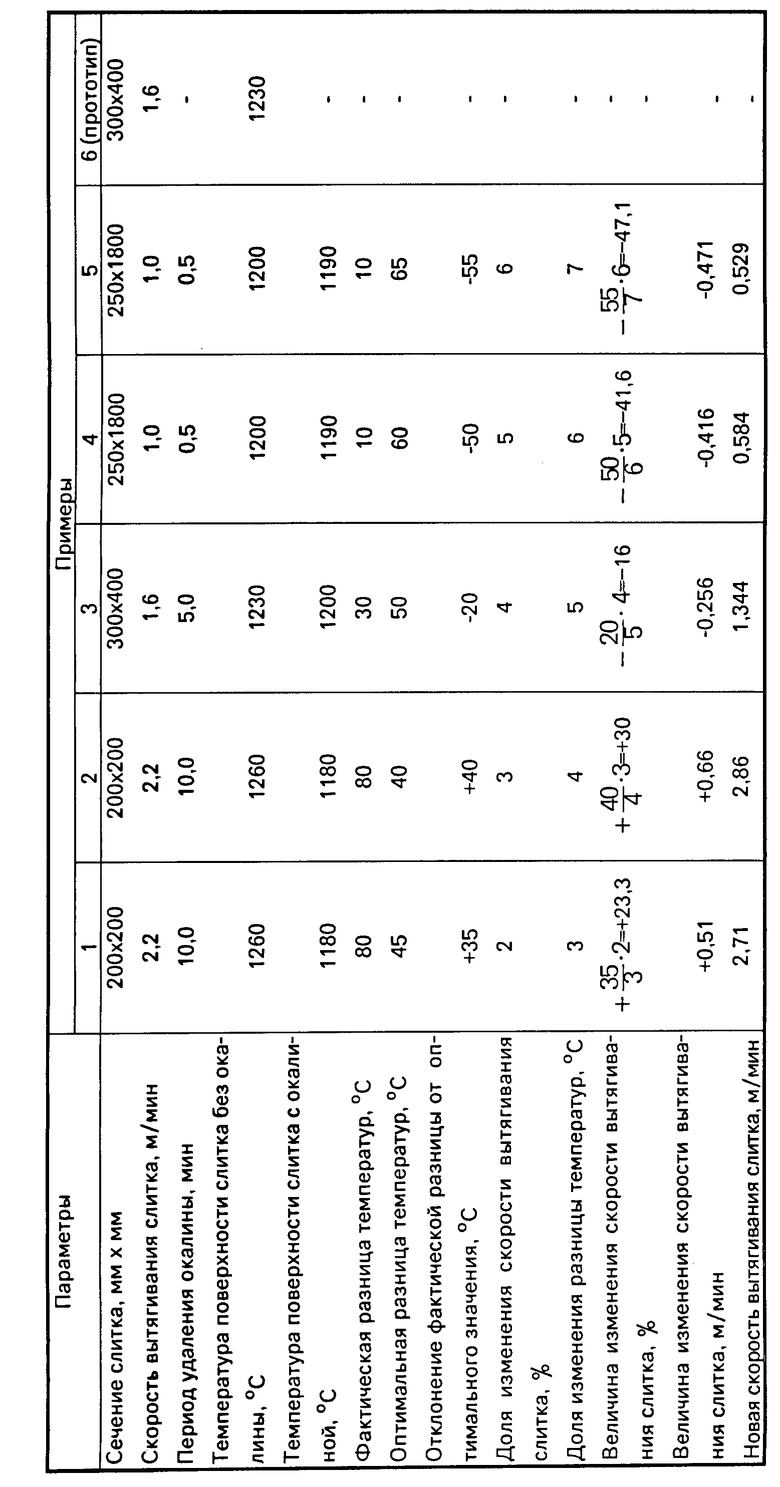
В таблице приведены примеры осуществления способа непрерывной разливки слитков с различными технологическими параметрами. Измерение температуры поверхности слитка производят при помощи оптического пирометра на расстоянии 8,0 м от мениска металла в кристаллизаторе. Периодическое удаление окалины с поверхности слитка производят при помощи оптического пирометра на расстоянии 8,0 м от мениска металла в кристаллизаторе. Периодическое удаление окалины с поверхности слитка производят на расстоянии 7,6 м от мениска металла в кристаллизаторе с помощью металлических щеток. Удаление окалины производят в течение 0,3 мин.
В первом примере вследствие недостаточного увеличения скорости вытягивания слитка не обеспечиваются оптимальные условия формирования и кристаллизации слитка, что приводит к образованию внутренних и наружных трещин в слитках и их браку.
В пятом примере вследствие значительного снижения скорости вытягивания слитка в слитках также образуются внутренние и наружные трещины из-за нарушения стабильности формирования слитков, что вызывает их брак.
В шестом примере (прототипе) скорость вытягивания слитков не изменяется в зависимости от изменения разницы в температурах поверхности слитка с окалиной и без нее. Вследствие этого на поверхности слитков образуются разогретые и переохлажденные локальные участки. Последнее вызывает брак слитков по внутренним и наружным трещинам вследствие увеличения температурных градиентов и термических напряжений сверх допустимых значений.
В примерах 2-4 изменение скорости вытягивания слитков позволяет оптимизировать условия формирования и кристаллизации слитков, устранить образование на их поверхности разогретых и переохлажденных локальных участков, снизить значения температурных градиентов и термических напряжений ниже допустимых значений вследствие оптимальной величины разницы температуры поверхности слитка с окалиной и без нее, устранить образование внутренних и наружных трещин.
Применение способа позволяет снизить брак слитков по внутренним и наружным трещинам на 3,0%.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ НЕПРЕРЫВНОЙ РАЗЛИВКИ МЕТАЛЛА | 1991 |
|
SU1775930A1 |
| СПОСОБ НЕПРЕРЫВНОЙ РАЗЛИВКИ МЕТАЛЛА | 1991 |
|
SU1775932A1 |
| СПОСОБ НЕПРЕРЫВНОЙ РАЗЛИВКИ МЕТАЛЛА | 1991 |
|
SU1775935A1 |
| СПОСОБ НЕПРЕРЫВНОЙ РАЗЛИВКИ МЕТАЛЛА | 1993 |
|
RU2043835C1 |
| СПОСОБ НЕПРЕРЫВНОЙ РАЗЛИВКИ МЕТАЛЛА | 1993 |
|
RU2048959C1 |
| СПОСОБ НЕПРЕРЫВНОЙ РАЗЛИВКИ МЕТАЛЛА | 1993 |
|
RU2043834C1 |
| СПОСОБ НЕПРЕРЫВНОЙ РАЗЛИВКИ МЕТАЛЛА | 1993 |
|
RU2048963C1 |
| СПОСОБ НЕПРЕРЫВНОЙ РАЗЛИВКИ МЕТАЛЛА | 1993 |
|
RU2048964C1 |
| СПОСОБ НЕПРЕРЫВНОЙ РАЗЛИВКИ МЕТАЛЛА | 1993 |
|
RU2048962C1 |
| СПОСОБ НЕПРЕРЫВНОЙ РАЗЛИВКИ МЕТАЛЛА | 1993 |
|
RU2048961C1 |
Изобретение относится к металлургии, конкретнее к непрерывной разливке металлов. Способ непрерывной разливки металлов включает подачу металла в кристаллизатор, вытягивание из него слитка, подачу шлаковой смеси на мениск металла в кристаллизаторе, поддержание и направление слитка при помощи роликов, охлаждение поверхности слитка охладителем, распыливаемым форсунками, измерение температуры поверхности слитка, удаление окалины с поверхности слитка. В процессе непрерывной разливки окалину удаляют периодически через 0,5 - 10,0 мин и измеряют температуру поверхности слитка с окалиной и после ее удаления, сравнивают полученные значения температур и при их отклонении от оптимального значения разницы температур в пределах 40 - 60°С изменяют скорость вытягивания слитка на 3 - 5% от рабочего значения на каждый 4 - 6°С отклонения указанной разницы температур от оптимального значения. При увеличении разницы свыше 40 - 60°С скорость вытягивания слитка увеличивают, а при уменьшении разницы ниже 40 - 60°С - уменьшают. 1 табл.
СПОСОБ НЕПРЕРЫВНОЙ РАЗЛИВКИ МЕТАЛЛА, включающий подачу металла в кристаллизатор, вытягивание из него слитка, подачу шлаковой смеси на мениск металла в кристаллизаторе, поддержание и направление слитка при помощи роликов, охлаждение поверхности слитка охладителем, распыливаемым форсунками, измерение температуры поверхности слитка и удаление окалины с поверхности слитка, отличающийся тем, что, с целью улучшения качества непрерывнолитых слитков, в процессе непрерывной разливки окалину удаляют периодически через 0,5 - 10,0 мин и измеряют температуру поверхности слитка с окалиной и после ее удаления, сравнивают полученные значения температур и при отклонении от оптимального по технологии значения разницы температур, равной 40 - 60oС, изменяют скорость вытягивания слитка на 3 - 5% от рабочего значения на каждые 4 - 6oС отклонения указанной разницы температур оптимального по технологии значения, при этом при увеличении разницы свыше 40 - 60oС, скорость вытягивания слитка увеличивают, а при уменьшении разницы ниже 40 - 60oС - уменьшают.
| Герман Э | |||
| Непрерывное литье | |||
| Металлургиздат, 1961, с.344, рис.973. |
