Изобретение относится к металлургии, конкретнее, к непрерывной разливке металлов.
Целью изобретения является улучшение качества непрерывнолитых слитков.
Существо изобретения заключается в том, что в кристаллизатор подают металл, вытягивают из него слиток с переменной скоростью, подают шлаковую смесь на мениск металла в кристаллизаторе, охлаждают кристаллизатор проточной водой, поддерживают и направляют слиток при помощи роликов, охлаждают поверхность слитка охладителем распыливаемым форсунками, измеряют температуру поверхности слитка и удаляют с поверхности слитка окалину и слой гарнисажа.
В процессе непрерывной разливки окалину удаляют периодически через 0,5-10,0 мин и измеряют температуру поверхности слитка с окалиной и после ее удаления, сравнивают полученные значения температур и при их отклонении от оптимального значения разницы температур в пределах 40-60оС изменяют расход воды в кристаллизаторе на 2-4% от рабочего значения на каждые 4-6оС отклонения указанной разницы температур от оптимального значения, при этом увеличении разницы свыше 40-60оС расход воды уменьшают, а при уменьшении разницы ниже 40-60оС - увеличивают расход охлаждающей воды.
Улучшение качества непрерывнолитых слитков будет происходить вследствие регулирования расхода охлаждающей воды в кристаллизаторе в соответствии с текущими значениями разницы температуры поверхности слитка с окалиной и без окалины. При этом на поверхности слитка будут отсутствовать разогретые и переохлажденные локальные участки. В этих условиях в оболочке слитка не будут возникать температурные градиенты и термические напряжения, превосходящие допустимые значения, вследствие чего брак слитков по внутренним и наружным трещинам сократится, устраняются прорывы металла вследствие повышения равномерности толщины оболочки слитка по периметру кристаллизатора.
Диапазон значений периода величины удаления окалины в диапазоне 0,5-10,0 мин объясняется закономерностями образования окалины на поверхности слитка в кристаллизаторе вследствие физико-химических процессов, происходящих на границе слоя шлаковой смеси и поверхности слитка, а также при условии теплоотвода от слитка. При больших значениях может нарушаться расход воды в кристаллизаторе, что приведет к браку слитков. При меньших значениях будет невозможным обрабатывать результаты изменения температуры поверхности и отрабатывать изменение расхода воды в кристаллизаторе. Указанный диапазон устанавливают в обратной пропорциональной зависимости от скорости вытягивания слитка.
Диапазон значений разницы температур в пределах 40-60оС объясняется закономерностями образования слоя окалины и шлакового гарнисажа на поверхности слитков в кристаллизаторе в зависимости от расхода в нем охлаждающей воды. При меньших значениях слой окалины и шлакового гарнисажа будет иметь небольшую толщину, что вызовет увеличение в оболочке слитка температурных градиентов и термических напряжений свыше допустимых значений под действием интенсивного теплоотвода в кристаллизаторе. В этом случае увеличится брак слитков по внутренним и наружным трещинам.
При больших значениях слой окалины и шлакового гарнисажа будет иметь большую толщину, что приводит к интенсивности охлаждения слитка в кристаллизаторе. В этих условиях нарушится необходимая закономерность кристаллизации слитка, что приводит к уменьшению толщины оболочки слитка на его выходе из кристаллизатора и к прорывам металла.
Указанный диапазон устанавливают в обратной пропорциональной зависимости от скорости вытягивания слитков.
Диапазон значений изменения расхода охлаждающей воды в кристаллизаторе в пределах 2-4% от рабочего значения объясняется закономерностями кристаллизации слитка в кристаллизаторе. При меньших значениях изменение расхода воды в кристаллизаторе не будет обеспечивать заметное влияние на теплоотвод от слитка в кристаллизаторе. При больших значениях изменение расхода воды в кристаллизаторе будет происходить изменение теплоотвода от слитка сверх допустимых значений. В обоих случаях в оболочке слитка будут возникать температурные градиенты и термические напряжения, превосходящие допустимые значения, что вызовет брак слитков по внутренним и наружным трещинам.
Указанный диапазон устанавливают в обратной пропорциональной зависимости от рабочего значения расхода охлаждающей воды в кристаллизаторе.
Диапазон значений отклонения разницы температур поверхности слитка со слоем окалины и шлакового гарнисажа и без них в пределах 4-6оС объясняется закономерностями формирования окалины и шлакового гарнисажа на поверхности слитка. При больших значениях изменение расхода воды в кристаллизаторе будет приводить к заметному изменению интенсивности теплоотвода в кристаллизаторе. При меньших значениях также не будет обеспечиваться необходимое изменение интенсивности теплоотвода в кристаллизаторе. В обоих случаях в оболочке слитка будут возникать внутренние и наружные трещины, а также будут происходить прорывы металла под кристаллизатором.
Указанный диапазон устанавливают в прямой пропорциональной зависимости от рабочего значения расхода охлаждающей воды в кристаллизаторе.
Уменьшение расхода воды в кристаллизаторе при увеличении разницы температур свыше 40-60оС объясняется необходимостью увеличения толщины слоя окалины и шлакового гарнисажа.
Ниже дан вариант осуществления изобретения, не исключающий другие варианты в пределах формулы изобретения.
Способ непрерывной разливки металлов осуществляют следующим образом.
П р и м е р. В процессе непрерывной разливки в кристаллизатор подают сталь марки 3сп и вытягивают из него слиток с переменной скоростью. На мениск металла в кристаллизаторе подают шлаковую смесь на основе CaO-SiO2-AlO3. В зоне вторичного охлаждения слиток поддерживают и направляют при помощи роликов и охлаждают водой с регулируемым расходом, распыливаемой форсункой. В зоне вторичного охлаждения измеряют температуру поверхности слитка с помощью оптических пирометров. Кристаллизатор охлаждают водой, протекаемой в его рабочих стенках с регулируемым расходом.
В процессе непрерывной разливки окалину и шлаковый гарнисаж удаляют с поверхности слитка периодически чрез 0,5-10,0 мин и измеряют температуру поверхности слитка с окалиной и шлаковым гарнисажем и после их удаления сравнивают полученные значения температур и при их отклонении от оптимального значения разницы температур в пределах 40-60оС изменяют расход воды в кристаллизаторе на 2-4% от рабочего значения на каждые 4-6% отклонения указанной разницы температур от оптимального значения, при этом при увеличении разницы свыше 40-60оС расход воды уменьшают, а при уменьшении разницы ниже 40-60оС увеличивают расход охлаждающей воды.
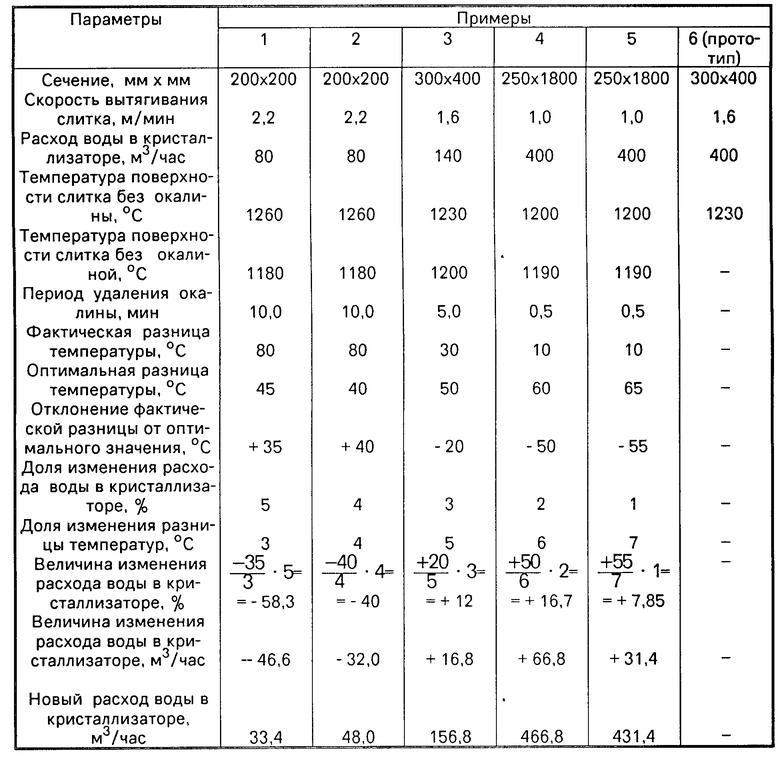
В таблице приведены примеры осуществления способа непрерывной разливки слитков с различными технологическими параметрами. Измерение температуры поверхности слитка производят при помощи оптического пирометра на расстоянии 8,0 м от мениска металла в кристаллизаторе. Периодическое удаление окалины и шлакового гарнисажа с поверхности слитка производят на расстоянии 7,6 м от мениска металла в кристаллизаторе с помощью металлических щеток. Удаление окалины и шлакового гарнисажа производят в течение 0,3 мин.
В первом примере вследствие большого уменьшения расхода воды в кристаллизаторе уменьшается толщина слоя окалины и шлакового гарнисажа сверх допустимых значений. В этих условиях уменьшается толщина окалины и шлакового гарнисажа, что приводит к разогреву поверхности слитка и образованию в его оболочке трещин и, как следствие, приводит к прорывам металла.
В пятом примере вследствие недостаточного повышения расхода воды в кристаллизаторе увеличивается толщина слоя окалины и шлакового гарнисажа до недостаточной величины. В этих условиях охлаждение поверхности слитка происходит ниже необходимых значений, что приводит к браку слитков по внутренним и поверхностным трещинам, а также к прорывам металла.
В шестом примере, прототипе, вследствие отсутствия регулирования расхода воды в кристаллизаторе увеличивается разнотолщинность оболочки слитка по периметру кристаллизатора, возникают локальные переохлажденные и перегретые участки поверхности слитка, увеличивается разнотолщинность слоя окалины и шлакового гарнисажа в кристаллизаторе, в оболочке слитка возникают температурные градиенты и термические напряжения сверхдопустимых значений. В результате увеличивается брак слитков по внутренним и наружным трещинам, происходят прорывы металла в кристаллизаторе.
В примерах 2-4 толщина слоя окалины и шлакового гарнисажа находится в оптимальных пределах в соответствии с разницей температур поверхности слитка. При этом в оболочке слитка не возникают внутренние и наружные трещины, устраняются перерывы металла.
Применение способа позволяет сократить брак слитков по внутренним и наружным трещинам на 3,4%.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ НЕПРЕРЫВНОЙ РАЗЛИВКИ МЕТАЛЛА | 1993 |
|
RU2048959C1 |
| СПОСОБ НЕПРЕРЫВНОЙ РАЗЛИВКИ МЕТАЛЛА | 1993 |
|
RU2048963C1 |
| СПОСОБ НЕПРЕРЫВНОЙ РАЗЛИВКИ МЕТАЛЛА | 1993 |
|
RU2043835C1 |
| СПОСОБ НЕПРЕРЫВНОЙ РАЗЛИВКИ МЕТАЛЛА | 1993 |
|
RU2043834C1 |
| СПОСОБ НЕПРЕРЫВНОЙ РАЗЛИВКИ МЕТАЛЛА | 1991 |
|
SU1775930A1 |
| СПОСОБ НЕПРЕРЫВНОЙ РАЗЛИВКИ МЕТАЛЛОВ | 1992 |
|
RU2015817C1 |
| СПОСОБ НЕПРЕРЫВНОЙ РАЗЛИВКИ МЕТАЛЛА | 1991 |
|
SU1775934A1 |
| СПОСОБ НЕПРЕРЫВНОЙ РАЗЛИВКИ МЕТАЛЛА | 1991 |
|
SU1775935A1 |
| СПОСОБ НЕПРЕРЫВНОЙ РАЗЛИВКИ МЕТАЛЛОВ | 1992 |
|
RU2015807C1 |
| СПОСОБ НЕПРЕРЫВНОЙ РАЗЛИВКИ МЕТАЛЛОВ | 1992 |
|
RU2015821C1 |
Изобретение относится к металлургии, конкретнее, к непрерывной разливке металлов. Способ непрерывной разливки металлов аключает подачу металла в кристаллизатор, вытягивание из него слитка с переменной скоростью, подачу шлаковой смеси на мениск металла в кристаллизаторе, охлаждение кристаллизатора проточной водой, поддержание и направление слитка при помощи роликов, охлаждение поверхности слитка охладителем, распыливаемым форсунками, измерение температуры поверхности слитка и удаления с поверхности слитка окалины и слоя шлакового гарнисажа. В процессе непрерывной разливки окалину удаляют периодически через 0,5 - 10,0 мин и измеряют температуру поверхности слитка с окалиной и после ее удаления, сравнивают полученные значения температур и при их отклонении от оптимального значения разницы температур в пределах 40 - 60°С изменяют расход воды в кристаллизаторе на 2 - 4% от рабочего значения на каждые 4 - 6°С отклонения указанной разницы температур от оптимального значения. При увеличении разницы свыше 40 - 60°С расход воды уменьшают, а при уменьшении разницы ниже 40 - 60°С увеличивают расход охлаждения воды. 1 табл.
СПОСОБ НЕПРЕРЫВНОЙ РАЗЛИВКИ МЕТАЛЛА, включающий подачу металла в кристаллизатор, вытягивание из него слитка с переменной скоростью, подачу шлаковой смеси на мениск металла в кристаллизаторе, охлаждение кристаллизатора проточной водой, поддержание и направление слитка при помощи роликов, охлаждение поверхности слитка охладителем, распыливаемым форсунками, измерение температуры поверхности слитка и удаление с поверхности слитка окалины и слоя шлакового гарнисажа, отличающийся тем, что, с целью улучшения качества непрерывнолитых слитков, в процессе непрерывной разливки окалину удаляют периодически через 0,5 - 10,0 мин и измеряют температуру поверхности слитка с окалиной и после ее удаления, сравнивают полученные значения температур и при их отклонении от оптимального по технологии значения разницы температур в пределах 40 - 60oС изменяют расход воды в кристаллизаторе на 2 - 4% от рабочего значения на каждые 4 - 6oС отклонения указанной разницы температуры от оптимального по технологии значения, при этом при увеличении разницы свыше 50 - 60oС расход воды уменьшают, а при уменьшении разницы ниже 40 - 60oС увеличивают расход охлаждающей воды.
| Германн Э | |||
| Непрерывное литье | |||
| Металлургиздат, 1961, с.344, рис.973. |
