Изобретение относится к электротехнике и может быть использовано при производстве трансформаторов.
Целью изобретения является упрощение технологии изготовления и повышение производительности.
Цель достигнута тем, что в известном способе изготовления магнитопровода трансформатора, согласно которому изготавливают элементы, составляющие магнитопровод с размерами, соответствующими размерам магпитопровода, выполняют окна с образованием стержней, скрепляют элементы между собой и пропитывают, окна с образованием стержней выполняют лазерной резкой после скрепления элементов, а после пропитки осуществляют механическую обработку для доводки магнитопровода до заданных размеров.
Технология изготовления планарного магнитопровода упрощается за счет того, что окна в общем пакете выполняются путем лазерной резки, а время изготовления снижено за счет исключения полистной укладки, требующей дополнительных затрат времени и достаточных навыков при сборке. При изготовлении пространственного магнитопровода технология упрощается за счет того, что выполнение окон осуществляется в предварительно намотанном цилиндре из ленты электротехнической стали попакетно, что также позволяет сократить процесс изготовления по времени.
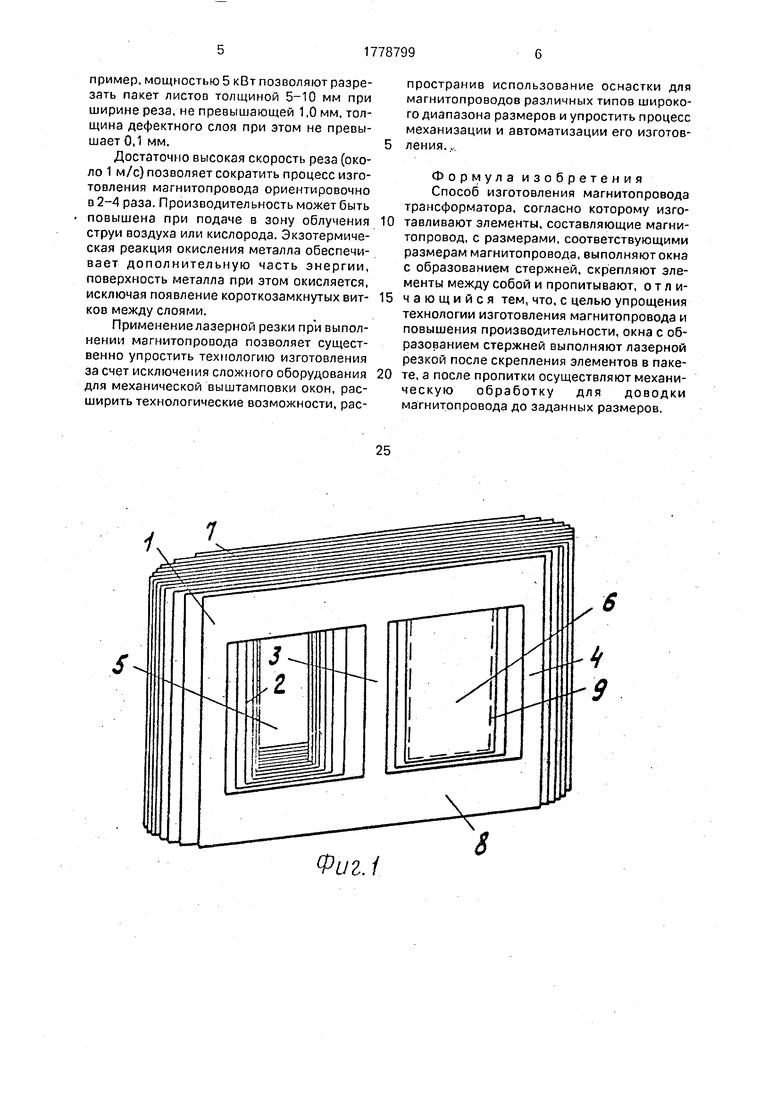
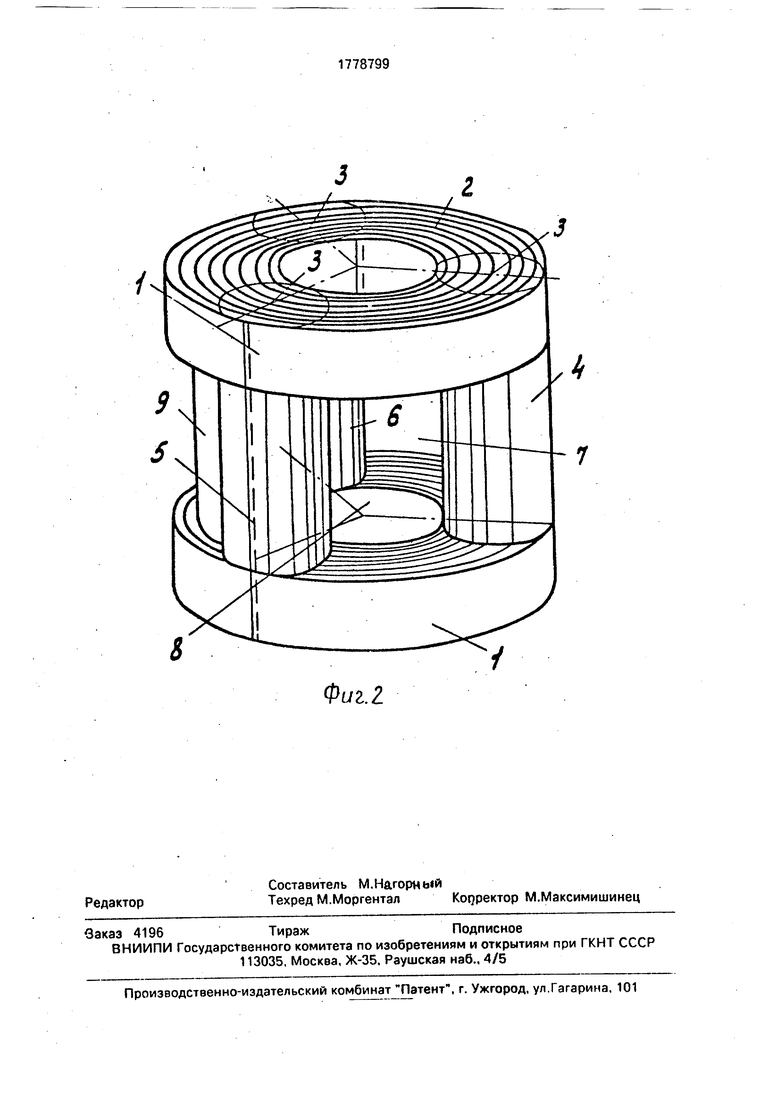
На фиг. 1 изображено выполнение окон в предварительно уложенном в общий пакет и скрепленном с обеспечением заданной толщины укладки магнитопроводе; на фиг. 2 - выполнение окон с промежутками между ними, образующими соответственно окна и
XI
VI
00
XJ
Ю
ю
стержни магнитопровода в предварительно намотанном цилиндре из ленты холоднокатаной стали.
Пленарный магнитопровод 1 (фиг. 1) выполняют из рулонной электротехнической стали путем укладки предварительно изготовленных пластин в пакет. Длина и ширина пластин, составляющих пакет, выполняются равными длине и высоте магнитопровода соответственно. Толщина пакета пластин при их скреплении и последующем сжатии должна быть равна диаметру стержней 2, 3 и 4 магнитопровода. Окна 5 и б выполняют лазерной резкой путем их вырезания попа- кетно толщиной 5-10 мм и конфигурацией, обеспечивающей форму и размеры окон и их размещение в общем пакете с тем, чтобы обеспечить заданные размеры стержней 2, 3 и 4 и ярм 7 и 8 м.агнитопровода. На фиг. 1 показано окно 5 полностью вырезанным в общем пакете, а окно 6 - вырезанным частично. Попакетным вырезанием окон достигаютзаданнойконфигурациимагнитопровода. Оно обусловлено возможностью лазерной резки и необходимостью обеспечения наиболее близкой формы стержней к заданной, например, окружности.
По окончании выполнения окон 5 и 6 в пакете 1 магнитопровод пропитывают клеящим составом, например эпоксидным компаундом, запекают, в результате чего обеспечивается его жесткость при обработке механическими средствами и доведении его размеров до заданных. Окончательную механическую обработку осуществляют, например, фрезерованием.
Выполнение окон 5 и 6 в общем пакете 1 магнитопровода лазерной резкой до его пропитки и запечки позволяет избежать чрезмерной задымленности рабочего места газообразными продуктами и выброса частиц металла. Лазерная резка по сравнению с механической штамповкой позволяет обеспечить возможность на одном и том же оборудовании осуществлять изготовление планарных магнитопроводов различных размеров и конфигураций, уменьшить зону термического влияния на материал, обеспечить возможность резки по сложному профилю в двух или трех измерениях.
Пространственный магнитопровод (фиг. 2) выполняют из рулонной ленты электротехнической стали путем предварительной намотки цилиндра 1. Ширина ленты при этом выбирается равной высоте магнитопровода в соответствии с заданием. Ленту наматывают в рулон в виде цилиндра с диаметром, определяемым размерами магнитопровода. Так, средняя линия 2 поперечного сечения цилиндра 1 равна длине окружности, проведенной через центры 3 сечений стержней 4,5 и 6 магнитопровода. Толщина стенки цилиндра 1 выбирается равной диаметру стержней 4, 5 и 6. Намотка
рулона осуществляется с обеспечением заданной плотности прилегания слоев. Это достигается соответствующим натяжением ленты в процессе намотки, а по ее окончании - фиксацией начала и конца ленты с
0 соседними ее слоями при помощи точечной сварки. Окна в цилиндре выполняют лазерной резкой путем вырезания ленты послойно толщиной 5-10 мм и конфигурацией, обеспечивающей заданное сечение стерж5 ней 4, 5 и 6, как показано на фиг. 2. Здесь окна 7 и 8 показаны вырезанными, а окно 9 вырезанным частично. Для поддержания магнитопровода в исходном состоянии его размещают и закрепляют в жестком каркасе (на чертеже не показано).
0 По окончании выполнения окон 7, 8 и 9 магнитопровод пропитывают, например, эпоксидным компаундом, после чего при необходимости его подвергают окончательной механической обработке, например.
5 фрезерованием. В этом случае за счет эпоксидного компаунда также обеспечивается необходимая при механической обработке жесткость магнитопровода.
. Отходы, образуемые при выполнении
0 окон в предварительно набранном пакете пластин и предварительно намотанном цилиндре из ленты электротехнической стали, могут найти применение при изготовлении сопутствующих изделий, в конструкции ко5 торых имеет место применение электротехнических сталей - малогабаритных трансформаторов, дросселей, реле и т.д.
Выполнение окон в предварительно уложенном и стянутом пакете в случае вы0 полнения пленарного магнитопровода и намотанном цилиндре до их пропитки и запечки позволяет избежать чрезмерной запыленности рабочего места, выброса частиц металла и образования микротрещин при
5 нагревании. Лазерная резка по сравнению с механической обработкой позволяет на одном и том же оборудовании осуществлять изготовление планарных и пространственных магнитопроводов различных габзрит0 ных размеров и конфигураций, выполнять тонкие разрезы вследствие острой фокусировки луча, уменьшить зону термического влияния на -материал, обеспечить возможность резки по сложному профилю в двух
5 или трех измерениях, упростить процесс механизации и автоматизации изготовления магнитопровода.
Толщина реза выбрана из возможно- стей газолазерной резки. С02-лазеры, например, мощностью 5 кВт позволяют разрезать пакет листов толщиной 5-10 мм при ширине реза, не превышающей 1,0 мм. тол- а(ина дефектного слоя при этом не превышает 0,1 мм.
Достаточно высокая скорость реза (около 1 м/с) позволяет сократить процесс изготовления магнитопровода ориентировочно в 2-4 раза. Производительность может быть повышена при подаче в зону облучения струи воздуха или кислорода. Экзотермическая реакция окисления металла обеспечивает дополнительную часть энергии, поверхность металла при этом окисляется, исключая появление короткозамкнутых витков между слоями.
Применение лазерной резки при выполнении магнитопровода позволяет существенно упростить технологию изготовления за счет исключения сложного оборудования для механической выштамповки окон, расширить технологические возможности, распространив использование оснастки для магнитопроводов различных типов широкого диапазона размеров и упростить процесс механизации и автоматизации его изготов- ления.,
Формула изобретения Способ изготовления магнитопровода трансформатора, согласно которому изготавливают элементы, составляющие магни- топровод, с размерами, соответствующими размерам магнитопровода, выполняют окна с образованием стержней, скрепляют элементы между собой и пропитывают, о т л ичающийся тем, что, с целью упрощения технологии изготовления магнитопровода и повышения производительности, окна с образованием стержней выполняют лазерной резкой после скрепления элементов в пакете, а после пропитки осуществляют механическую обработку для доводки магнитопровода до заданных размеров.
| название | год | авторы | номер документа |
|---|---|---|---|
| Планарный магнитопровод | 1990 |
|
SU1764088A1 |
| ПРОСТРАНСТВЕННЫЙ МАГНИТОПРОВОД | 1992 |
|
RU2081467C1 |
| ПРОСТРАНСТВЕННЫЙ ЛЕНТОЧНЫЙ МАГНИТОПРОВОД | 2020 |
|
RU2753190C1 |
| Способ изготовления трехфазного силового трансформатора | 2022 |
|
RU2789184C1 |
| Шихтованный магнитопровод мощного трансформатора | 2023 |
|
RU2831486C2 |
| Способ изготовления электрической изоляции стержней обмоток электрических машин и аппаратов | 1961 |
|
SU145273A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЭЛЕМЕНТА МАГНИТНОЙ СИСТЕМЫ ТРАНСФОРМАТОРА ИЛИ РЕАКТОРА | 2015 |
|
RU2585008C1 |
| Шихтованный магнитопровод | 2021 |
|
RU2770461C1 |
| Способ изготовления стержня обмотки статора | 1990 |
|
SU1787306A3 |
| Способ изготовления магнитопровода электромагнита | 1990 |
|
SU1830593A1 |
Использование: электромашиностроение, технология изготовления магнитопро- водов для трансформаторов, дросселей и других индукционных аппаратов. Сущность изобретения: толщина пакета пластин при их скреплении и сжатии должна быть равна диаметру стержней магнитопроводз. Окна выполняют лазерной резкой. Пакетным вырезанием достигают заданной конфигурации магнитопровода. После выполнения окон магнитопровод пропитывают клеящим составом, а окончательную механическую обработку осуществляют, например, фрезерованием. 2 ил.
Фиг.1
I/
4
9
$
Фиг. 2.
| Тихомиров П.М | |||
| Расчет трансформаторов | |||
| Учебное пособие для вузов | |||
| М., Энерго- атомиздат | |||
| Пневматический водоподъемный аппарат-двигатель | 1917 |
|
SU1986A1 |
| с | |||
| Цилиндрический сушильный шкаф с двойными стенками | 0 |
|
SU79A1 |
| Бальян Р.Х | |||
| Трансформаторы для радиоэлектроники | |||
| М.: Советское радио, 1971, с | |||
| Солесос | 1922 |
|
SU29A1 |
