1
(21)4782898/07; 4800355/07
(22)15.01.90
(23)22.01.90
(46)23.09.92. Бюл. №35
(75) М.А.Нагорный
(56) Патент Японии № 49-42605,
кл. Н01 F 27/24, 1964.
Р.X.Вальян. Трансформаторы малой мощности, М,: Советское радио, 1971, с.96.
(54)ПЛАНАРНЫЙ МАГНИТОПРОВОД (57) Использование: в электротехнике. Сущность изобретения: пленарный магнитопро- вод выполнен из ленты 1 электротехнической стали, намотанной и спрессованной в рулон. В рулоне выполнены отверстия, размещение и размеры которых соответствуют размещению и размерам окон 5 и 6 магнитопровода. 5 ил.

| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления магнитопровода трансформатора | 1989 |
|
SU1778799A1 |
| ПРОСТРАНСТВЕННЫЙ МАГНИТОПРОВОД | 1992 |
|
RU2081467C1 |
| Магнитопровод индукционного аппарата | 1978 |
|
SU765893A1 |
| МАГНИТОПРОВОД ИНДУКЦИОННОГО УСТРОЙСТВА И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2009 |
|
RU2398300C1 |
| Магнитопровод | 1978 |
|
SU765892A1 |
| БРОНЕВОЙ МАГНИТОПРОВОД | 1992 |
|
RU2106711C1 |
| Трехфазный магнитопровод для электрических индукционных аппаратов и способ его изготовления | 1981 |
|
SU970493A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СБОРНОГО МАГНИТОПРОВОДА ТОРЦОВОЙ ЭЛЕКТРИЧЕСКОЙ МАШИНЫ | 1997 |
|
RU2142191C1 |
| Статор электрической машины постоянного тока | 1979 |
|
SU919016A1 |
| БРОНЕВОЙ МНОГОСТЕРЖНЕВОЙ МАГНИТОПРОВОД | 1993 |
|
RU2077082C1 |

Изобретение относится к электротехнике и может быть использовано при производстве магнитопроводов для трансформаторов, дросселей и других индукционных аппаратов.
Цель изобретения - упрощение технологии изготовления.
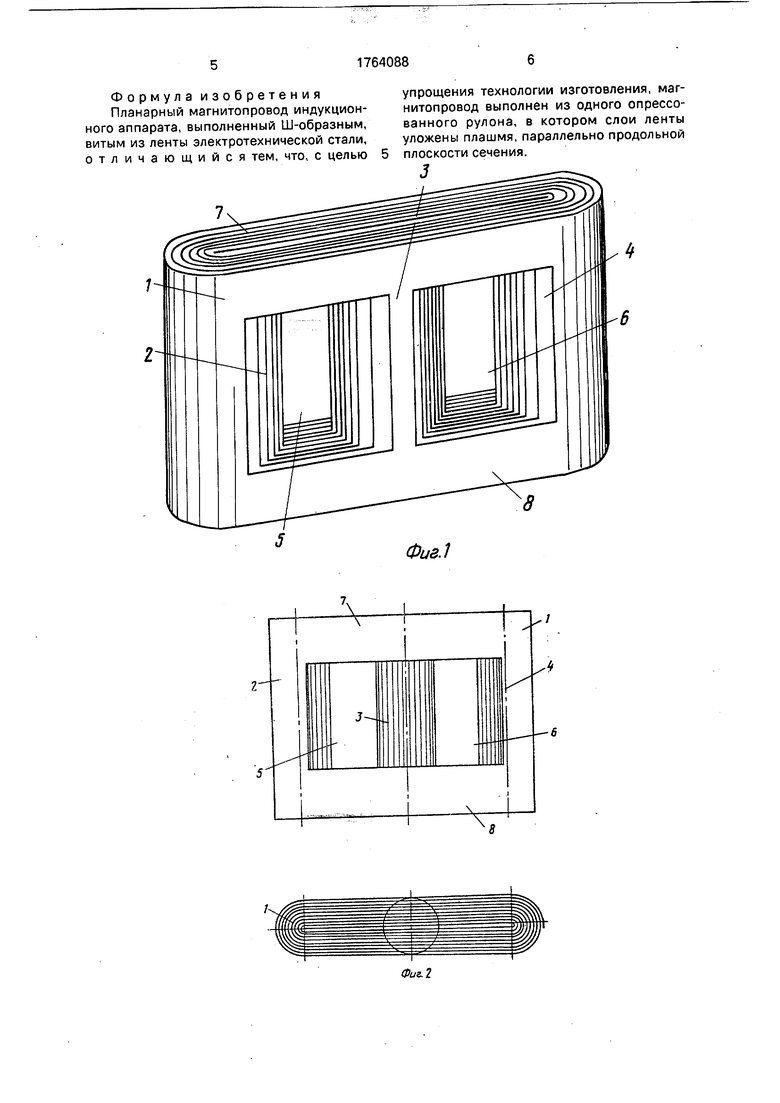
Эта цель достигнута тем, что планарный магнитопровод индукционного аппарата, выполненный Ш-образным витым из ленты электротехнической стали, изготовлен из одного прессованного рулона, в котором слои ленты уложены плашмя, параллельно продольной плоскости сечения. Выполнение магнитопровода витым из одного пла- нарного рулона позволяет упростить технологию и сократить время изготовления.
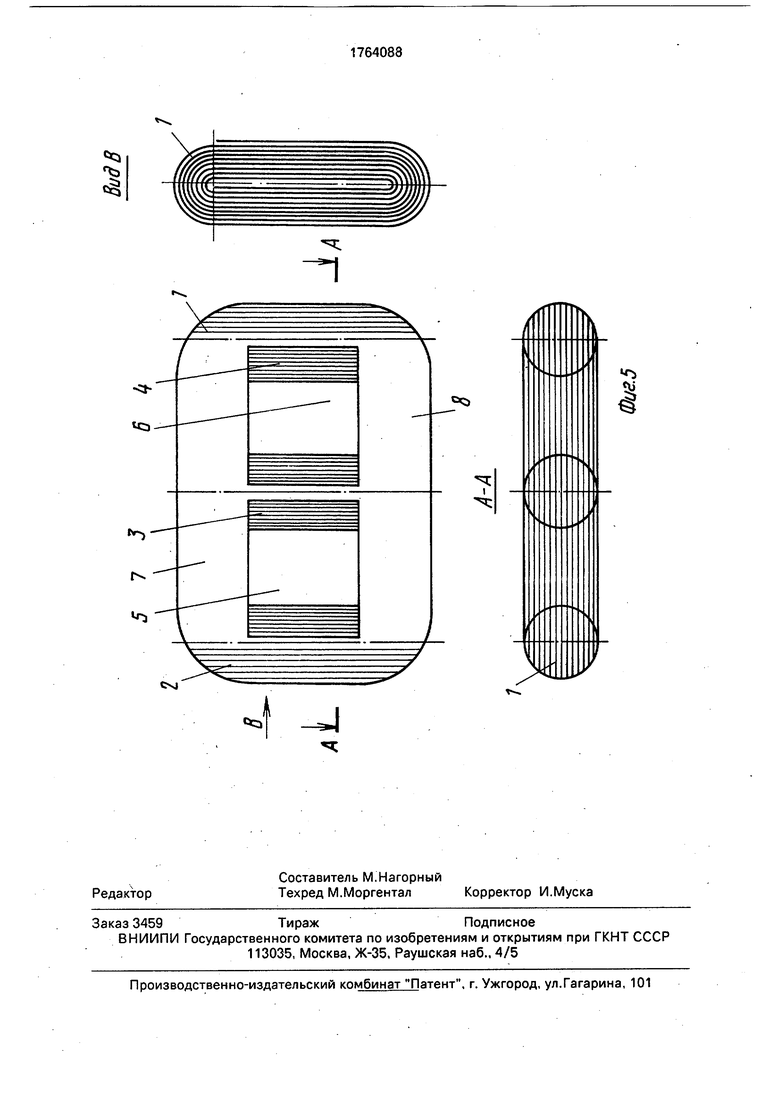
На фиг,1 изображен рулон ленты электротехнической стали, из которого изготавливается магнитопровод; на фиг.2 и 3 - вариант конструкции магнитопровода с размещением стержней поперек прокатки; на фиг.4 и 5 - вариант конструкции магнитопровода с размещением стержней вдоль прокатки листа.
Планарный магнитопровод индукционного аппарата выполнен из ленты 1 электротехнической стали (см.фиг.1), намотанной и спрессованной в рулон. Ширина ленты, из которой намотан рулон, равна высоте магнитопровода. Рулон в спрессованном состоянии выполнен толщиной, равной диаметру стержней 2-4 (фиг.2 и 3) магнитопровода В рулоне выполнены отверстия, размещение и размеры которых соответствуют размещению и размерам окон 5 и 6 магнитопровода, при выполнении которых достигаются заданные размеры и конфигурация стержней 2 - 4 и ярм 7 и 8 магнитопровода. На фиг.2 и 3 показана конструкция и общий вид магнитопровода с выполненными в рулоне окнами 5 и 6. Окна могут выполняться в ленте в процессе намотки или по окончании намотки и опрессовки рулона попакетным вырезанием в нем окон заданной конфигурации, например, лазерной резкой. По окончании намотки и опрессовки рулона начало и конец рулонной ленты закрепляют при помощи точечной сварки в нескольких местах. Окончательную доводку до заданных размеров осуществляют при необходимости, например, фрезерованием. Конфигурация торцовых частей магнитопровода и частично круглое сечение крайних стержней 2 и 4 формируются за
сл С
vi
о
4 О 00
с
счет намотки лен ты в рулон. В этом случае отсутствует необходимость их обработки с торцовых сторон магнитопровода. Заданные же сечения среднего стержня 3 и частично крайних стержней 2 и 4 формируются при выполнении окон 5 и б . Пленарный магнитопровод с размещением стержней вдоль прокатки выполнен из ленты рулонной электротехнической стали 1 (см. фиг.4 и 5), намотанной и спрессованной в рулон. Рулон выполнен толщиной, равной диаметру стержней 2-4 магнитопровода. В данном варианте ширина рулонной ленты равна длине магнитопровода, а длина намотанного рулона - его высоте. Торцовые стороны рулона обработаны в соответствии с конфигурацией крайних его стержней 2 и 4. В рулоне выполнены отверстия, размещение и размеры которых соответствуют раз- мещению и размерам окон 5 и 6 магнитопровода, при выполнении которых достигаются заданные размеры и конфигурация стержней и ярм магнитопровода. Окна 5 и 6 магнитопровода выполняются так, чтобы стержни магнитопровода размещались вдоль линии прокатки ленты рулонной электротехнической стали. На фиг.4 и 5 показаны конструкция и общий вид магнитопровода с выполненными в рулоне окнами
5и 6 и стержнями, размещенными вдоль проката. Обработка торцовых сторон магнитопровода и выполнение в нем окон может осуществляться в ленте также в процессе ее намотки в рулон или по окончании намотки и опрессовки рулона попакетным вырезанием в нем окон заданных размеров и конфигурации в зоне окон и с внешних сторон, например, лазерной резкой. Опрессовка рулона может осуществляться с обеспечением вдоль его стержней каналов для охлаждения (на рисунках не показано). По окончании намотки ленты в рулон 1 (см.фиг.5) и его опрессовки начало и конец рулонной ленты закрепляют, например, при помощи точечной сварки. После обработки торцовых сторон магнитопровода и выполнения окон 5 и
6в спрессованном рулоне окончательную доводку до заданных габаритных размеров осуществляют при необходимости также, например, фрезерованием. Дальнейшие операции по изготовлению магнитопровода (отжиг, бандажирование стержней, пропитка отверждающейся синтетической смолой, запечка и др.) аналогичны известным, применяемым при изготовлении магнитопрово- дов. Изготовление магнитопровода не требует особой подготовки и может осуществляться на небольших площадях, а также не требует больших затрат времени. Отходы при выполнении окон в ленте имеют прямоугольную форму и могут использоваться при изготовлении сопутствующих изделий, содержащих в своей конструкции сердечники из электротехнической стали. Для работы
магнитопровода на его стержни наматывают обмотки известным способом, закрепляют их относительно стержней и ярм, соединяют между собой определенным образом и подводят напряжение. Ток, проходящий по первичной обмотке, образует в магнитопроводе магнитный поток, который индуктирует во вторичной обмотке электродвижущую силу. Выполнение планарного магнитопровода в виде единой конструкции из одного рулона позволяет упростить технологию изготовления за счет выполнения одного кольца, уменьшения рутинных операций, имеющих место в аналоге и исключения необходимости выполнения ленты
сложной конфигурации по сравнению с прототипом. Преимущество предложенной конструкции заключается также в снижении потерь намагничивания, приблизительно на 15 - 20%. Так, в магнитопроводе, выполненном из трех навитых колец (рам), магнитные потоки в каждой из рам проходят вдоль магнитных лент, но их переход из одной рамы в другую требует пересечения неизбежного в условиях монтажа технологического зазора между лентами и самих слоев ленты в поперечном направлении. Такой путь представляет собой большое магнитное сопротивление и потоки, переходящие из рамы в раму, не превышают нескольких процентов
от основного потока, поэтому практически эти потоки можно считать автономными и таким образом, в отличие от предложенного магнитопровода, в его каждом стержне сосуществуют два независимых потока, сдвинутых по фазе.что приводит к увеличению потерь намагничивания как в стержнях, так и в ярмах. Предложенный магнитопровод лишен этих недостатков. Повышение надежности магнитопровода достигнуто за
счет единства конструкции и исключения крепящих элементов составных частей магнитопровода. Отсутствие стыков между яр- мами и стержнями магнитопровода позволяет также повысить его устойчивость
к толчкам, ударам, вибрации. Наибольший эффект может быть получен в случае применения холоднокатаной стали преимущественно кубической структуры.
Предложенное техническое решение позволяет сравнительно легко осуществить процесс механизации изготовления магнитопровода. Конструкция магнитопровода поддается также автоматизации ее изготовления.
Формула изобретения Пленарный магнитопровод индукционного аппарата, выполненный Ш-образным, витым из ленты электротехнической стали, отличающийся тем, что, с целью
упрощения технологии изготовления, магнитопровод выполнен из одного спрессованного рулона, в котором слои ленты уложены плашмя, параллельно продольной плоскости сечения.
8
Фиг.1
фцг.З
b 6
8
фигЛ
CQ
Ъ
§
1
-J
ч:
°0
r
I
i C
