1
(21)4909651/12 (22)10.12.90 (46)15.12.92. Бюл. №46 (75)А.Г.Сучков
(56)Ультразвуковая технология / Под ред, Б.А.Агранота М.: Металлургия, 1974, с. 252. (54) УСТАНОВКА ДЛЯ УЛЬТРАЗВУКОВОЙ ОЧИСТКИ ЛЕНТ
(57)Использование: для очистки ленты от разного рода загрязнения. Сущность изобретения: установка снабжена П-образной пластиной, центральная часть которой расположена между концентратором ультразвуковой энергии и волноводом, а боковые охватывают волновод. В пластине выполнены сквозные отверстия, имеющие одинаковые или разные диаметры в своих значениях, равные 0,3-5 толщинам П-образной пластины, которые расположены в один или несколько рядов на одинаковом или разном расстоянии один от другого. Отверстия
расположены с шагом, равным 0,5-3 диаметрам отверстий, на участке, ограниченном двумя условными плоскостями, в одном из которых лежит излучающий торец волновода, а в другом - торцы боковых частей П-образной пластины. На боковой поверхности волновода выполнены две лыски, параллельные между собой и параллельные оси симметрии волновода, высота которых составляет 40-75% длины волновода, а на его излучающем торце - фигурный паз образующий два выступа, площади которых не равны между собой, а в сумме составляют 50-80% от площади излучающего торца волновода, причем глубина фигурного паза составляет 0,01-0,05 длины волновода, его поперечное сечение монотонно увеличивается в направлении от оси симметрии волновода к его лыскам, а площади упомянутых выступов относятся друг к другу как 1:3. 12 з.п.ф-лы, 21 ил.
сл
С
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ ультразвуковой обработки и установка для его осуществления | 2016 |
|
RU2625465C1 |
| СПОСОБ ОЧИСТКИ ПРОВОЛОКИ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2010 |
|
RU2429086C1 |
| Установка для ультразвуковой очистки горелочных устройств индивидуальных камер сгорания с предварительным смешением топлива | 2023 |
|
RU2822645C1 |
| Установка для ультразвуковой очистки изделий | 1990 |
|
SU1768327A1 |
| УСТРОЙСТВО ДЛЯ УЛЬТРАЗВУКОВОЙ ОБРАБОТКИ ПОВЕРХНОСТИ ИЗДЕЛИЙ | 2005 |
|
RU2303496C2 |
| УСТРОЙСТВО ДЛЯ УЛЬТРАЗВУКОВОЙ ОЧИСТКИ ПЛАСТИН | 2001 |
|
RU2193462C1 |
| МОЙКА МЕДИЦИНСКАЯ | 2007 |
|
RU2351366C1 |
| Установка для ультразвуковой очистки труб | 1979 |
|
SU867440A1 |
| Устройство для ультразвуковой обработки поверхности изделий | 1991 |
|
SU1794637A1 |
| УЛЬТРАЗВУКОВОЙ ПРЕОБРАЗОВАТЕЛЬ ДЛЯ РАБОТЫ В ГАЗОВЫХ СРЕДАХ | 1996 |
|
RU2115117C1 |
Изобретение относится к очистке и мо- жет быть применено в различных отраслях (нарбдного хозяйства для очистки лент от. разного рода загрязнений.
Известна установка для ультразвуковой очистки ленты, включающая последовательно и жестко соединенные между собой элек- тромеханический преобразователь, концентратор ультразвуковой энергии и выполненный с поперечным сечением мо- нотонно увеличивающимся Е направлении к очищаемой лейте, волновод в виде усеченного конуса, излучающий торец которого расположен параллельно ленте и установлен с зазором относительно ее поверхности.
Эта установка не обеспечивает качественной очистки торцев ленгы, т к ультразвуковые колебания распространяются параллельно торцу очищаемой ленты, а не перпендикулярно к нему.
Кроме того, данная установка не обеспечивает выноса загрязнений из пространства между очищаемой лентой и излучающим торцем волновода, что отрицательно сказывается не только на качестве очистки поверхности ленты, но и на качестве очистки ее торцев. Этот недостаток обусловлен тем, что излучающий торец волновода имеет форму круга и выполнен плоским.
Целью изобретения является повышение качества очистки.
Для этого установка для ультразвуковой очистки ленты снабжена П-обрэзной пластиной, центральная часть которой располоVJ
С
о
00
VI со
жена между концентратором и волноводом, а боковые охватывают волновод, набоковой поверхности волновода выполнены две лы- ски параллельные его оси, а на его излучающем торце - фигурный паз, образующий два выступа, площади которых не равны между собой.
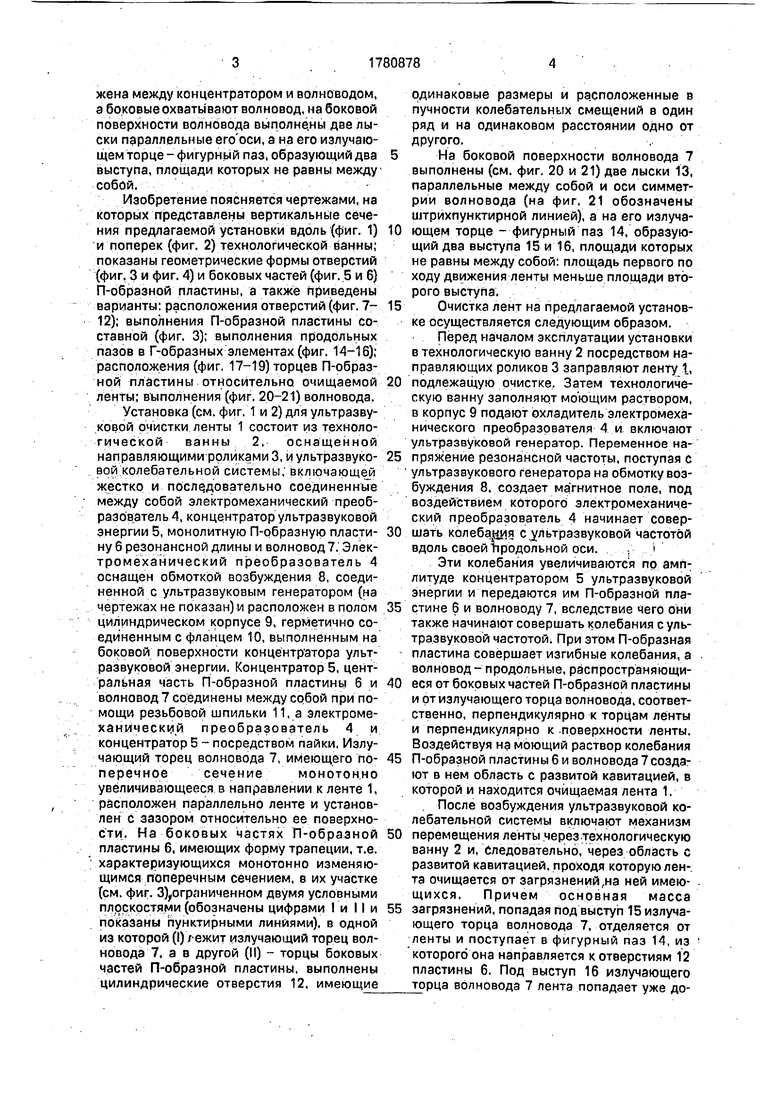
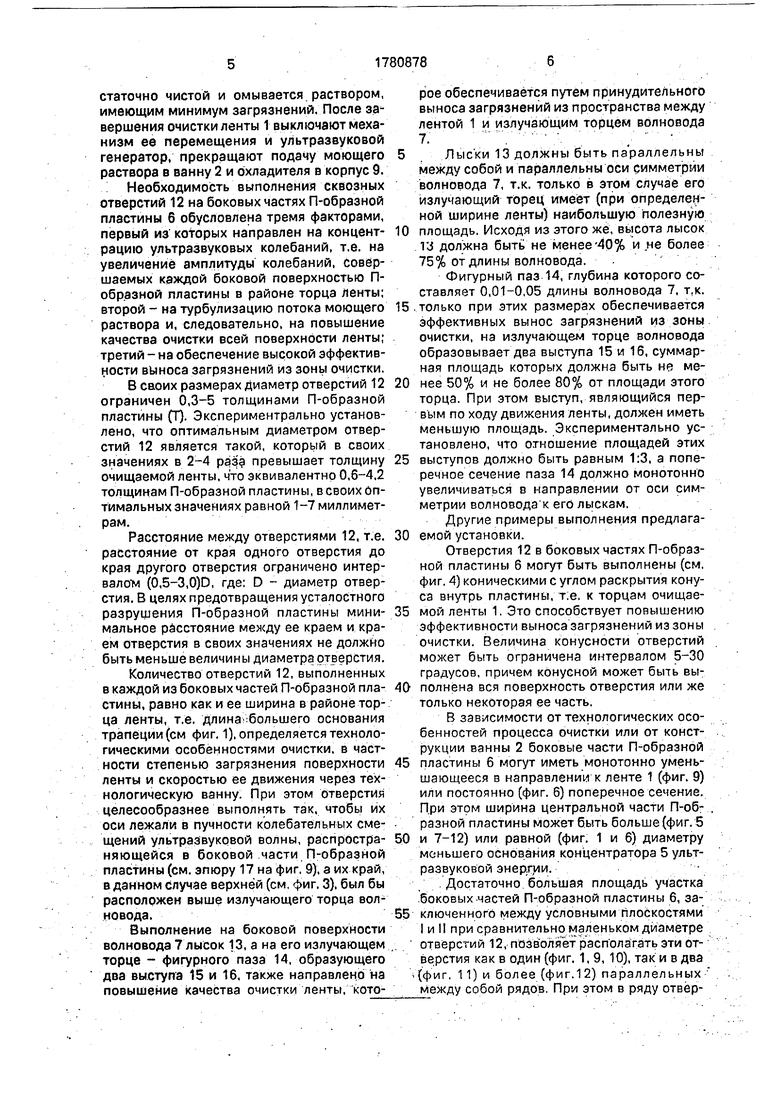
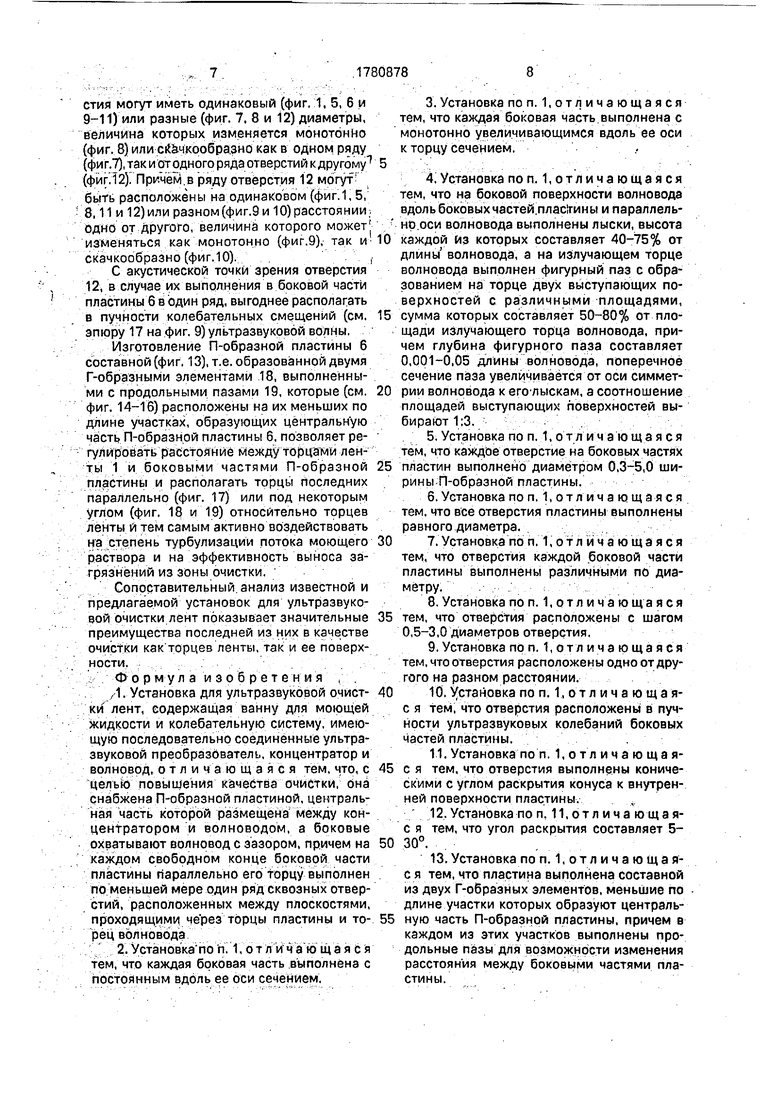
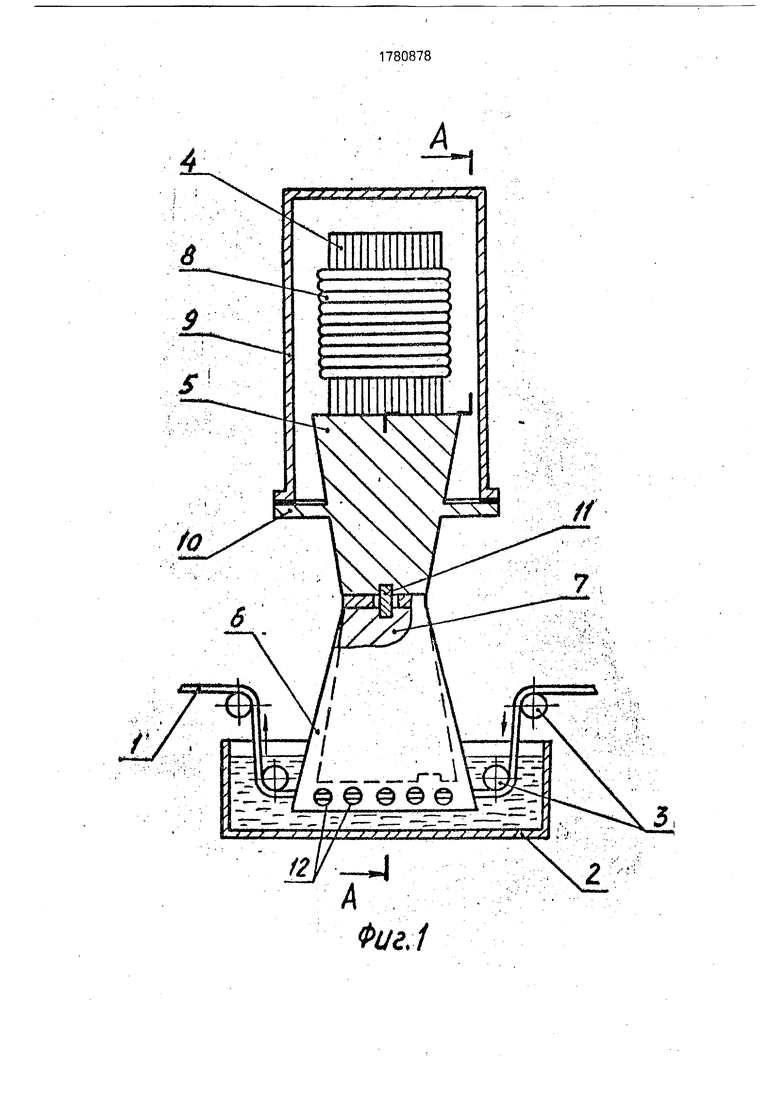
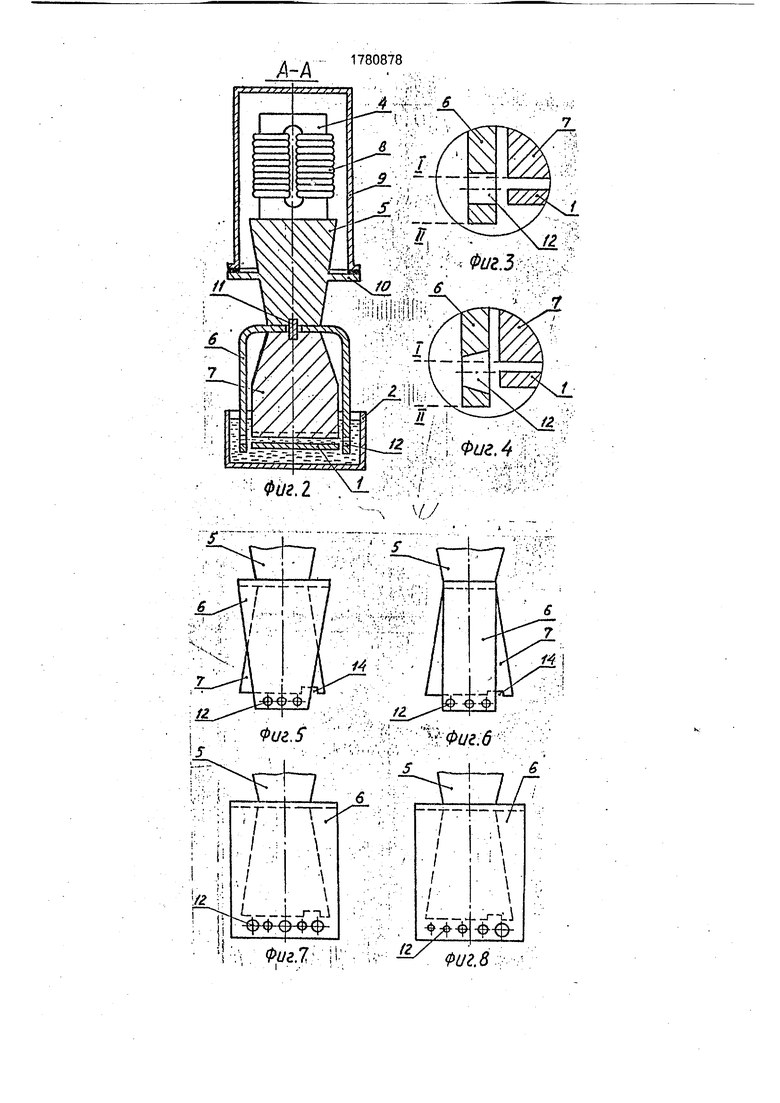
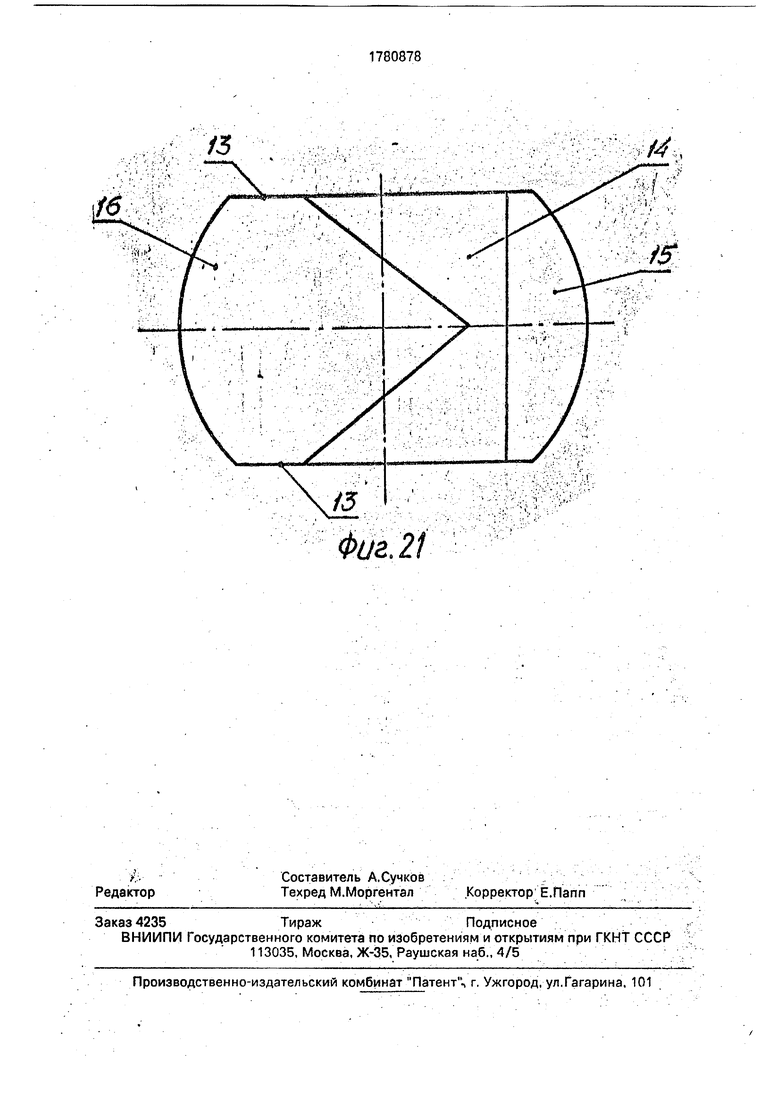
Изобретение поясняется чертежами, на которых представлены вертикальные сечения предлагаемой установки вдоль (фиг. 1) и поперек (фиг. 2) технологической ванны; показаны геометрические формы отверстий (фиг. 3 и фиг. 4) и боковых частей (фиг. 5 и 6} П-образной пластины, а также приведены варианты: расположения отверстий (фиг. 7- 12); выполнения П-образной пластины составной (фиг. 3); выполнения продольных пазов в Г-образных элементах (фиг. 14-16); расположения (фиг, 17-19) торцев П-образной пластины относительно очищаемой ленты; выполнения (фиг. 20-21) волновода.
Установка (см. фиг. 1 и 2) для ультразвуковой очистки ленты 1 состоит из технологической ванны 2, оснащенной направляющими роликами 3, и ультразвуковой колебательной системы, включающей жестко и последовательно соединенные между собой электромеханический преобразователь 4, концентратор ультразвуковой энергии 5, монолитную П-образную пластину б резонансной длины и волновод. Электромеханический преобразователь 4 оснащен обмоткой возбуждения 8, соединенной с ультразвуковым генератором (на чертежах не показан) и расположен в полом цилиндрическом корпусе 9, герметично соединенным с фланцем 10, выполненным на боковой поверхности концентратора ультразвуковой энергии. Концентратор 5, центральная часть П-образной пластины б и волновод 7 соединены между собой при помощи резьбовой шпильки 11, а электромеханический преобразователь 4 и концентратор 5 - посредством пайки, Излучающий торец волновода 7, имеющего поперечное сечение монотонно увеличивающееся в направлении к ленте 1, расположен параллельно ленте и установлен с зазором относительно ее поверхности. На боковых частях П-образной пластины 6, имеющих форму трапеции, т.е. характеризующихся монотонно изменяющимся поперечным сечением, в их участке (см. фиг. 3),ограниченном двумя условными плоскостями (обозначены цифрами I и 11 и показаны пунктирными линиями), в одной из которой (I) / ежит излучающий торец волновода 7, а в другой (II) - торцы боковых частей П-образной пластины, выполнены цилиндрические отверстия 12, имеющие
одинаковые размеры и расположенные в пучности колебательных смещений в один ряд и на одинаковом расстоянии одно от другого.
На боковой поверхности волновода 7
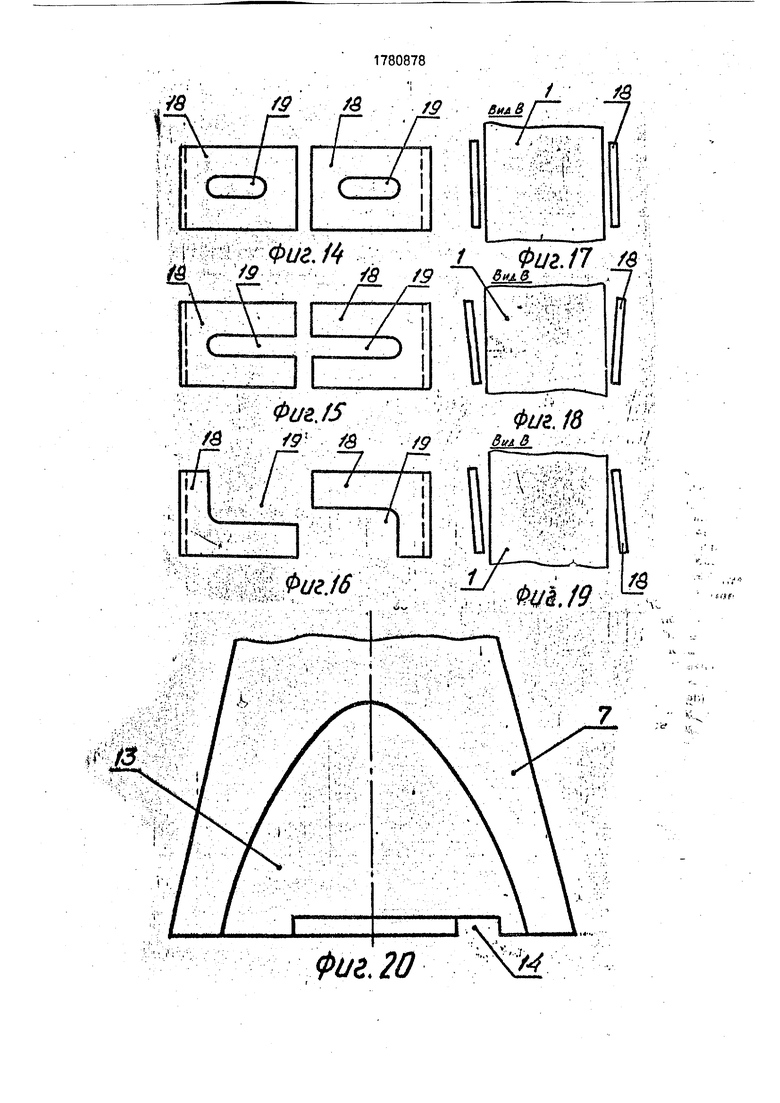
выполнены (см. фиг. 20 и 21) две лыски 13, параллельные между собой и оси симметрии волновода (на фиг. 21 обозначены штрихпунктирной линией), а на его излучающем торце - фигурный паз 14, образующий два выступа 15 и 16, площади которых не равны между собой: площадь первого по ходу движения ленты меньше площади второго выступа.
Очистка лент на предлагаемой установке осуществляется следующим образом.
Перед началом эксплуатации установки в технологическую ванну 2 посредством направляющих роликов 3 заправляют ленту 1,
подлежащую очистке. Затем технологическую ванну заполняют моющим раствором, в корпус 9 подают охладитель электромеханического преобразователя 4 и включают ультразвуковой генератор. Переменное напряжение резонансной частоты, поступая с ультразвукового генератора на обмотку возбуждения 8. создает магнитное поле, под воздействием которого электромеханический преобразователь 4 начинает совершать колеба4ци.я с .ультразвуковой частотой вдоль своей продольной оси. , i
Эти колебания увеличиваются по амплитуде концентратором 5 ультразвуковой энергии и передаются им П-образной пластине б и волноводу 7, вследствие чего они также начинают совершать колебания с ультразвуковой частотой. При этом П-образная пластина совершает изгибные колебания, а волновод- продольные, распространяющиеся от боковых частей П-образной пластины и от излучающего торца волновода, соответственно, перпендикулярно к торцам ленты и перпендикулярно к поверхности ленты. Воздействуя на моющий раствор колебания
П-образной пластины б и волновода 7создают в нем область с развитой кавитацией, в которой и находится очищаемая лента 1.
После возбуждения ультразвуковой колебательной системы включают механизм
перемещения ленты через технологическую ванну 2 и, следовательно, через область с развитой кавитацией, проходя которую лента очищается от загрязнений ,на ней имеющихся. Причем основная масса
5 загрязнений, попадая под выступ 15 излучающего торца волновода 7, отделяется от ленты и поступает в фигурный паз 14, из которого она направляется к отверстиям 12 пластины 6. Под выступ 16 излучающего
торца волновода 7 лента попадает уже достаточно чистой и омывается раствором, имеющим минимум загрязнений. После завершения очистки ленты 1 выключают механизм ее перемещения и ультразвуковой генератор, прекращают подачу моющего раствора в ванну 2 и охладителя в корпус 9.
Необходимость выполнения сквозных отверстий 12 на боковых частях П-образной пластины 6 обусловлена тремя факторами, первый из которых направлен на концентрацию ультразвуковых колебаний, т.е. на увеличение амплитуды колебаний, совершаемых каждой боковой поверхностью П- образной пластины в районе торца ленты; второй - на турбулизацию потока моющего раствора и, следовательно, на повышение качества очистки всей поверхности ленты; третий - на обеспечение высокой эффективности выноса загрязнений из зоны очистки.
В своих размерах диаметр отверстий 12 ограничен 0,3-5 толщинами П-образной пластины (Т). Экспериментрально установлено, что оптимальным диаметром отверстий 12 является такой, который в своих значениях в 2-4 раза превышает толщину очищаемой ленты, что эквивалентно 0,6-4,2 толщинам П-образной пластины, в своих Оптимальных значениях равной 1-7 миллиметрам.
Расстояние между отверстиями 12, т.е. расстояние от края одного отверстия до края другого отверстия ограничено интервалом (0,5-3,0)0, где; D - диаметр отверстия. В целях предотвращения усталостного разрушения П-образной пластины минимальное расстояние между ее краем и краем отверстия в своих значениях не должно быть меньше величины диаметра отверстия.
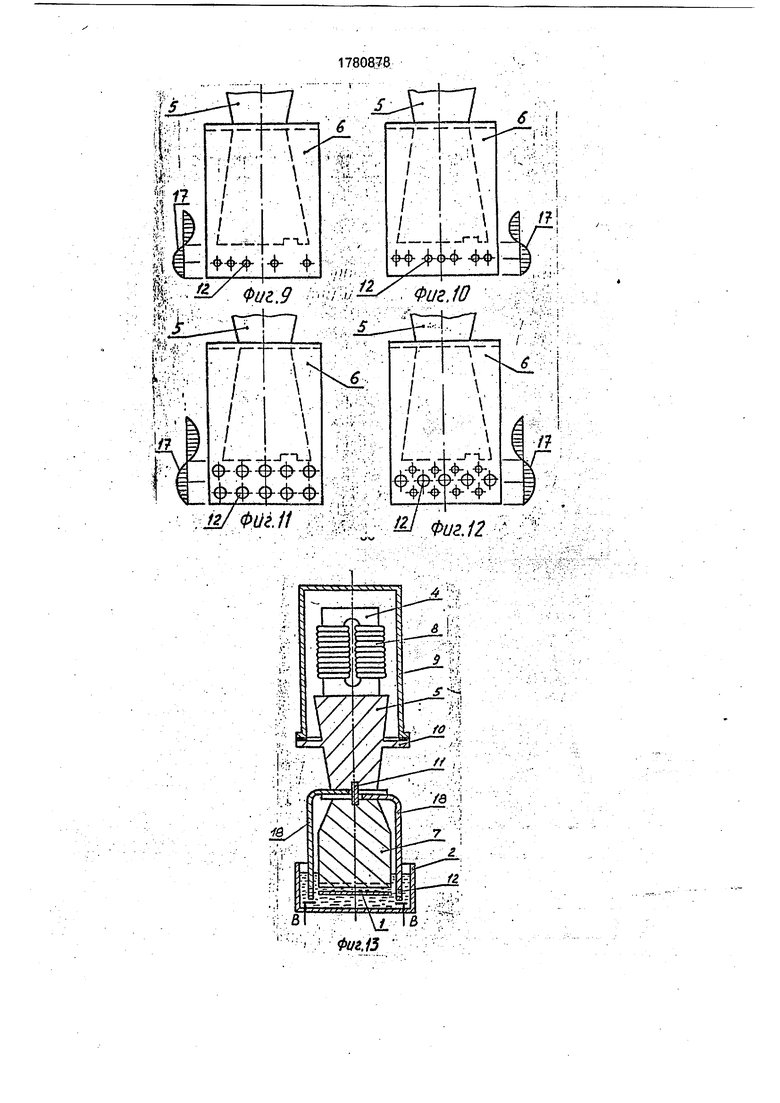
Количество отверстий 12, выполненных в каждой из боковых частей П-образной пластины, равно как и ее ширина в районе торца ленты, т.е. длина большего основания трапеции (см фиг. 1), определяется технологическими особенностями очистки, в частности степенью загрязнения поверхности ленты и скоростью ее движения через технологическую ванну. При этом отверстия целесообразнее выполнять так. чтобы их оси лежали в пучности колебательных смещений ультразвуковой волны, распространяющейся в боковой части П-образной пластины (см. эпюру 17 на фиг. 9), а их край, в данном случае верхней (см, фиг. 3). был бы расположен выше излучающего торца волновода.
Выполнение на боковой поверхности волновода 7 лысок 13, а на его излучающем торце - фигурного паза 14, образующего два выступа 15 и 16, также направлено на повышение качества очистки ленты, которое обеспечивается путем принудительного выноса загрязнений из пространства между лентой 1 и излучающим торцем волновода 7.
5Лыс ки 13 должны быть па раллельны
между собой и параллельны оси симметрии волновода 7, т.к. только в этом случае его излучающий торец имеет (при определенной ширине ленты) наибольшую полезную
0 площадь. Исходя из этого же, высота лысок TJ должна быть не менее-40% и не более 75% от длины волновода.
Фигурный паз 14, глубина которого составляет 0,01-0,05 длины волновода 7, т.к.
5 только при этих размерах обеспечивается эффективных вынос загрязнений из зоны очистки, на излучающем торце волновода образовывает два выступа 15 и 16, суммарная площадь которых должна быть не ме0 нее 50% и не более 80% от площади этого торца. При этом выступ, являющийся первым по ходу движения ленты, должен иметь меньшую площадь. Экспериментально установлено, что отношение площадей этих
5 выступов должно быть равным 1:3, а поперечное сечение паза 14 должно монотонно увеличиваться в направлении от оси симметрии волновода к его лыскам.
Другие примеры выполнения предлага0 емой установки.
Отверстия 12 в боковых частях П-образной пластины б могут быть выполнены (см. фиг. 4) коническими с углом раскрытия конуса внутрь пластины, т.е. к торцам очищае5 мой ленты 1. Это способствует повышению эффективности выноса загрязнений из зоны очистки. Величина конусности отверстий может быть ограничена интервалом 5-30 градусов, причем конусной может быть вы0 полнена вся поверхность отверстия или же только некоторая ее часть.
В зависимости от технологических особенностей процесса очистки или от конструкции ванны 2 боковые части П-образной
5 пластины 6 могут иметь монотонно уменьшающееся в направлении к ленте 1 (фиг. 9) или постоянно (фиг. 6) поперечное сечение. При этом ширина центральной части П-образной пластины может быть больше (фиг. 5
0 и 7-12) или равной (фиг. 1 и 6) диаметру меньшего основания концентратора 5 ультразвуковой энергии.
Достаточно большая площадь участка боковых частей П-образной пластины 6, за5 ключенного между условными плоскостями I и II при сравнительно маленьком диаметре отверстий 12, позволяет располагать эти отверстия как в один (фиг. 1, 9, 10), так и в два (фиг. 11) и более (фиг.12) параллельных между собой рядов. При этом в ряду отверстия могут иметь одинаковый (фиг, 1, 5, 6 и 9-11) или разные (фиг. 7. 8 и 12) диаметры, величина которых изменяется монотонно (фиг. 8) или скачкообразно как в одном ряду (фиг.7), так и от одного ряда отверстий к другому (фигЛ2). Причем в ряду отверстия 12 могут быть расположены на одинаковом (фиг.1,5, 8,11 и 12) или разном (фиг.9 и 10) расстоянии одно от другого, величина которого может изменяться как монотонно (фиг.9), так и скачкообразно (фиг.10).
С акустической точки зрения отверстия 12, в случае их выполнения в боковой части пластины 6 в один ряд, выгоднее располагать в пучности колебательных смещений (см, эпюру 17 на фиг. 9) ультразвуковой волны.
Изготовление П-образной пластины 6 составной (фиг. 13), т.е. образованной двумя Г-образными элементами 18, выполненными с продольными пазами 19, которые (см. фиг. 14-16) расположены на их меньших по длине участках, образующих центральную часть П-образной пластины б, позволяет регулировать расстояние между торцами ленты 1 и боковыми частями П-образной пластины и располагать торцы последних параллельно (фиг. 17) или под некоторым углом (фиг. 18 и 19) относительно торцев ленты и тем самым активно воздействовать на степень турбулизации потока моющего раствора и на эффективность выноса загрязнений из зоны очистки.
Сопоставительный анализ известной и предлагаемой установок для ультразвуковой очистки лент показывает значительные преимущества последней из них в качестве очистки как торцев ленты, так и ее поверхности.
Формула изобретения ,
.Установка для ультразвуковой очист- ки лент, содержащая ванну для моющей жидкости и колебательную систему, имеющую последовательно соединенные ультразвуковой преобразователь, концентратор и волновод, отличающаяся тем, что, с целью повышения качества очистки, она снабжена П-образной пластиной, центральная часть которой размещена между концентратором и волноводом, а боковые охватывают волновод с зазором, причем на каждом свободном конце боковой части пластины параллельно его торцу выполнен по меньшей мере один ряд сквозных отверстий, расположенных между плоскостями, проходящими че рез торцы пластины и то- рец волновода
4,Установка поп. 1,отличающаяся тем, что на боковой поверхности волновода вдоль боковых частей плас гины и параллельно оси волновода выполнены лыски, высота каждой из которых составляет 40-75% от длины волновода, а на излучающем торце волновода выполнен фигурный паз с образованием на торце двух выступающих поверхностей с различными площадями, сумма которых составляет 50-80% от площади излучающего торца волновода, причем глубина фигурного паза составляет 0,001-0,05 длины волновода, поперечное сечение паза увеличивается от оси симметрии волновода к его лыскам, а соотношение площадей выступающих поверхностей выбирают 1:3.
f
,
1 I
dli
8Л808А1д/ гпф
1 I
i
-Ф--Ф--ОTT- -Т
/
h
/и
,
|
8 80811
т$иг.м
Фиг. 20
AwЈ
.
Фиг.П J§
ЈмЈ
Y-
0г/е /5
-.,,, - i,
ШШ . : 1 :ШЛ -.
Ш. /9
(
: с
#.
