1
(21)4739635/05 (22) 20.09.89 (46)15.12.92. Бюл. №46
(71)Украинский филиал Всесоюзного научно-исследовательского института стеклопластиков и стеклянного волокна
(72)Ю.А.Зотов, А.И.Трищун, Е.Ф.Носов и И.Г.Таран
(56) Патент СССР № 701524, кл. В 27 Н 3/26, 1979.Патент ФРГ № 3641752, кл. В 30 В 5/06, 1988.
Патент СССР № 506281, кл. В 27 Н 3/21, 1976.
(54) ПРЕСС НЕПРЕРЫВНОГО ДЕЙСТВИЯ (57) Использование: для непрерывного прессования листовых материалов, в частности термопластов с волокнистым напол-1 нителем в двухленточных прессах. Сущность изобретения: пресс снабжен приспособлением для монтажа лент, выполненным в виде по крайней мере трех стоек и нижних съемных балок, один конец которых размещен в пазах, выполненных в стойках, а траверсы пресса выполнены в виде пространственных рам и со стороны, обращенной к стойкам приспособления, в них выполнены гнезда для размещения вторых концов балок. Такое выполнение пресса позволяет облегчить монтаж и замену бесконечных лент крупногабаритных прессов. 2 ил.
со
Изобретение относится к двухленточ- ным прессам, предназначенным для непрерывного процесса формования листовых термопластов с волокнистым наполнителем.
Известен пресс непрерывного действия, содержащий расположенные одна над другой бесконечные ленты, натянутые на барабаны, траверсы, ряд роликовых цепей, выполненных в виде секций. Недостатком пресса является сложность эксплуатации в связи с неудобством замены лент.
Известен двухленточный пресс непрерывного действия, снабженный приспособлением для смены стальных лент. Указанное приспособление выполнено в виде кассеты, на поверхности которой установлены присасывающие диски и зажимное утсройство. Пресс содержит раму без присасывающих дисков, наружные соединительные опоры и
два ходовых механизма для перемещения корпуса, образованного рамами.
Недостатком устройства является сложность конструктивного выполнения.
Наиболее близким по совокупности признаков является пресс непрерывного действия содержащий основание, верхние траверсы с закрепленными на них посредством нажимных элепрессующими плитами, нижние траверсы с прессующими плитами, расположенные на барабанах бесконечные формующие ленты, размещенные между формующими лентами и прессующими плитами бесконечные транспортирующие цепные полотна, ряд попарно расположенных на основании вдоль продольной оси пресса колонн для соединения верхних и нижних траверс. Концы парных траверс вне полотна лент соединены множеством установленных друг за другом ярм
00
о
о ю
(стоек). Ярма к концам траверс привинчены или приварены.
Сложность и высокая трудоемкость установки и замены лент обусловлены конст- руктивным выполнением пресса, в частности, мест крепления траверс к ярмам, что особенно проявляется при большой длине пресса. Замена лент на известном прессе сопряжена с необходимостью демонтажа пресса или же сварки стыка лент непосредственно на прессе. Оба возможных варианта трудоемкости, а второй не обеспечивает требуемого качества1 шва.
Целью изобретения является облегчения монтажа и замены бесконечных лент крупногабаритных прессов.
Указанная цель достигается тем, что пресс снабжен приспособлением для монтажа лент, выполненным в виде по крайней мере трех стоек и верхних и нижних съемных балок, один конец которых размещен в пазах, выполненных в стойках, а траверсы пресса выполнены в виде пространственных рам и со стороны обращенной к стойкам приспособлениях, в них выполнены гнезда для размещения вторых концов балок.
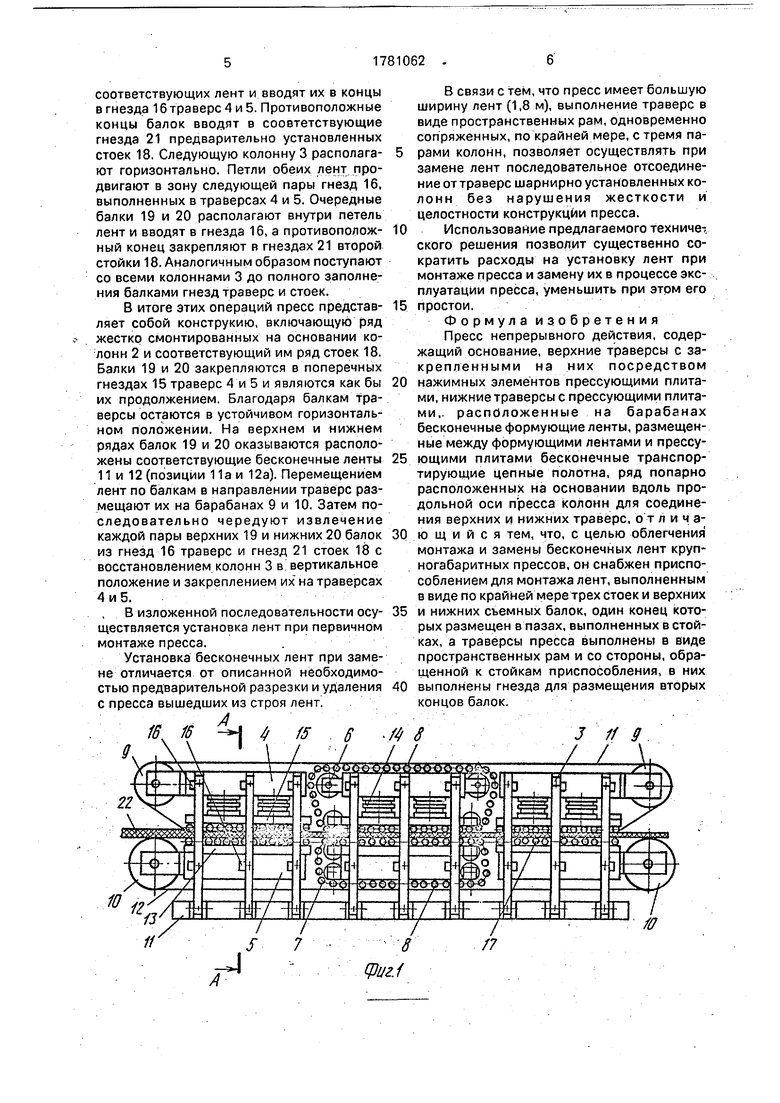
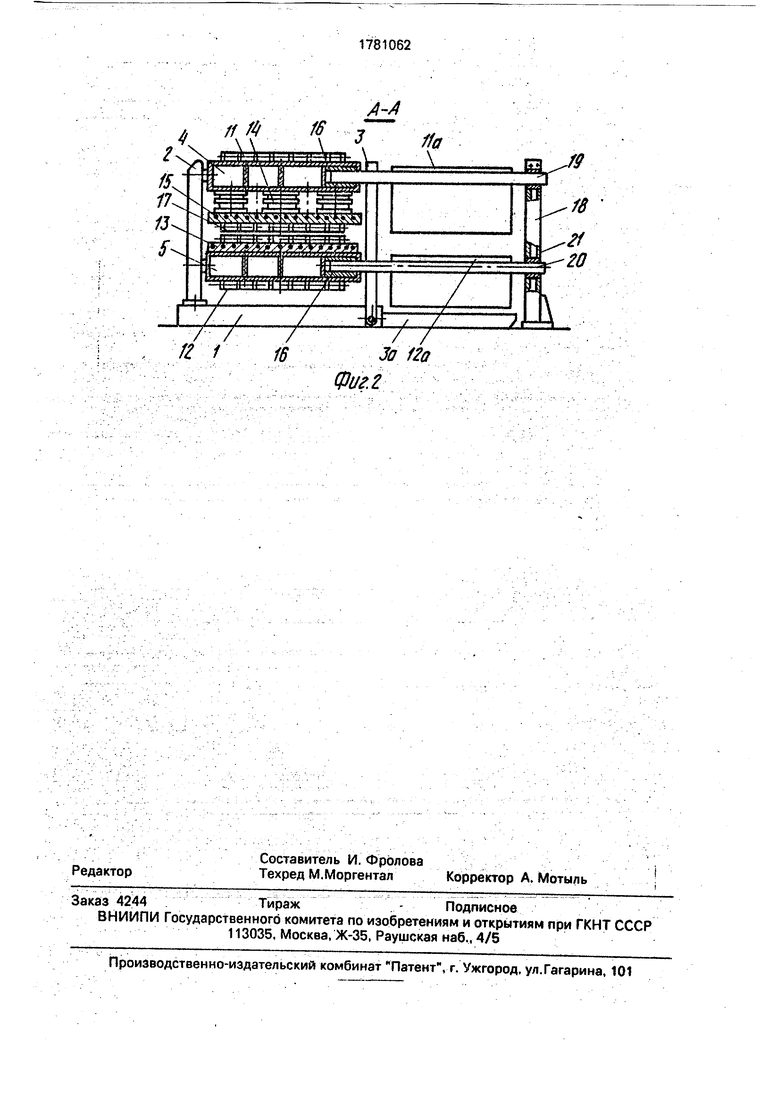
На фиг.1 показан общий вид пресса; на фиг.2 - разрез А-А на фиг.1.
Пресс содержит основание 1, на котором попарно вдоль продольной оси смонтирован ряд колонн 2 и 3. Колонны 2 с одной стороны пресса закреплены жестко, а колонны 3 с противоположной стороны смонтированы шарнирно с возможностью откидываться в горизонтальное положение За.
Между рядом колонн 2 и 3 в двух ярусах закреплены траверсы 4 и 5, выполненные в виде пространственных рам, на поперечных торцах которых смонтированы барабаны 6 и 7 для расположения на них цепных полотен 8 и барабаны 9 и 10 для расположения бесконечных стальных лент 11 и 12. Пресс включает три пары пространственных рам 4 и 5, каждая из которых боковыми торцами закреплена между тремя парами колонн 2 и 3. Средние рамы охвачены цепными полотнами 8, а все три рамы нижнего и верхнего ярусов - бесконечными стальными лентами 11 и 12. На рамах нижнего яруса установлены обогреваемые прессовочные плиты 13, а с нижней стороны рам верхнего яруса - посредством нажимных элементов 14 закреплены аналогичные плиты 15. На боковых торцах рам вблизи зон крепления колонн 3 выполнены поперечные гнезда 16. Перемещение цепных полотен 8 по плитам 13 и 15 осуществляется через ролики, являющиеся составными элементами полотен, а перемещение бесконечных лент относительно прессующих плит осуществляется посредством роликов 17, смонтированных на плитах 13 и 15.
Пресс оснащен приспособлением, вы- полненным в виде стоек 18, верхних балок
19и нижних балок 20, которые используются для установки бесконечных стальных лент 11 и 12 или их замены в случае износа или повреждения. Количество стоек 18 и ба0 лок 19 и 20 соответствует количеству пар колонн 2 и 3. В стойках 18 выполнены поперечные гнезда 21, такие же гнезда 16 выполнены в траверсах со стороны, обращенной к стойкам приспособления.
5 Пресс работает следующим образом.
Предварительно сформованный ковер 22, подлежащий опрессовке, подается в зев между синхронно движущимися бесконечными лентами 11 и 12. Зазор между лентами
0 устанавливается с помощью дистанционных прокладок. В процессе движения защемленный между лентами ковер проходит три зоны обработки: зону предварительного разогрева и уплотнения, зону опрессовки,
5 зону охлаждения под давлением. Нагрев и охлаждение материала осуществляется посредством трех соответствующих пар прессующих плит 13 и 15 посредством подачи в выполненные в них каналы теплоносителя
0 или охлаждающей жидкости. Давление, передаваемое на материал через цепные полотна 8 и бесконечные ленты 11 и 12, создается нажимными элементами 14, которые присоединены к системе сжатого возду5 ха. Требуемые температура и давление по зонам пресса поддерживаются автоматически.
Пресс оснащен механизмом подъема плит и приводом синхронного движения
0 лент (не показаны).
Пример использования предлагаемого технического решения для установки бесконечных лент при первичном монтаже пресса или замене изношенных лент. Уста5 новка лент осуществляется следующим образом.
В начале пресса со стороны откидывающихся колонн 3 в свернутом в рулоне виде располагаются подлежащие установке бес0 конечные ленты 11 и 12. В таком состоянии ленты с внешней стороны рулона имеют начальную петлю.
Для установки лент первую шарнирно смонтированную на основании колонну 3
5 отсоединяют от верхней 4 и нижней 5 траверс и располагают горизонтально в позицию За. Начальные петли обеих лент располагают в зоне поперечных гнезд 16, выполненных в траверсах 4 и 5, Балки 19 и
20располагают внутри каждой из петель
соответствующих лент и вводят их в концы в гнезда 16 траверс 4 и 5. Противоположные концы балок вводят в соовтетствующие гнезда 21 предварительно установленных стоек 18. Следующую колонну 3 располага- ют горизонтально. Петли обеих лент продвигают в зону следующей пары гнезд 16, выполненных в траверсах 4 и 5. Очередные балки 19 и 20 располагают внутри петель лент и вводят в гнезда 16, а противополож- ный конец закрепляют в гнездах 21 второй стойки 18, Аналогичным образом поступают со всеми колоннами 3 до полного заполнения балками гнезд траверс и стоек.
В итоге этих операций пресс представ- ляет собой конструкию, включающую ряд жестко смонтированных на основании колонн 2 и соответствующий им ряд стоек 18, Балки 19 и 20 закрепляются в поперечных гнездах 15 траверс 4 и 5 и являются как бы их продолжением. Благодаря балкам траверсы остаются в устойчивом горизонтальном положении. На верхнем и нижнем рядах балок 19 и 20 оказываются расположены соответствующие бесконечные ленты 11 и 12 (позиции 11а и 12а). Перемещением лент по балкам в направлении траверс размещают их на барабанах 9 и 10. Затем последовательно чередуют извлечение каждой пары верхних 19 и нижних 20 балок из гнезд 16 траверс и гнезд 21 стоек 18 с восстановлением колонн 3 в вертикальное положение и закреплением их на траверсах 4 и 5.
В изложенной последовательности осу- ществляется установка лент при первичном монтаже пресса.
Установка бесконечных лент при замене отличается от описанной необходимостью предварительной разрезки и удаления с пресса вышедших из строя лент.
11
В связи с тем, что пресс имеет большую ширину лент (1,8 м), выполнение траверс в виде пространственных рам, одновременно сопряженных, по крайней мере, с тремя парами колонн, позволяет осуществлять при замене лент последовательное отсоединение от траверс шарнирно установленных колонн без нарушения жесткости и целостности конструкции пресса.
Использование предлагаемого технического решения позволит существенно сократить расходы на установку лент при монтаже пресса и замену их в процессе эксплуатации пресса, уменьшить при этом его простои.
Формула изобретения
Пресс непрерывного действия, содержащий основание, верхние траверсы с закрепленными на них посредством нажимных элементов прессующими плитами, нижние траверсы с прессующими плитами,, расположенные на барабанах бесконечные формующие ленты, размещенные между формующими лентами и прессующими плитами бесконечные транспортирующие цепные полотна, ряд попарно расположенных на основании вдоль продольной оси пресса колонн для соединения верхних и нижних траверс, отличающийся тем, что, с целью облегчения монтажа и замены бесконечных лент крупногабаритных прессов, он снабжен приспособлением для монтажа лент, выполненным в виде по крайней мере трех стоек и верхних и нижних съемных балок, один конец которых размещен в пазах, выполненных в стойках, а траверсы пресса выполнены в виде пространственных рам и со стороны, обращенной к стойкам приспособления, в них выполнены гнезда для размещения вторых концов балок.
фиг.1
Фиг. Z
fff
/ / JO fZct
