Изобретение относится к теплоэнергетике, а именно к изготовлению блоков для блочно-секционных устройств утилизации тепла отходящих от агрегатов газов, в частности, для подогрева воздуха выхлопными продуктами сгорания, поступающими от компрессора газотурбинной установки газоперекачивающего агрегата на компрессорных станциях магистральных газопроводов.
Известен способ изготовления на стапеле объемных агрегатов, состоящих из центральной панели и боковых панелей, с помощью монтажного стапеля, предназначенного для установки в заданном взаимном положении центральной панели и монтажных секторов, образованных путем соединения боковых панелей между собой, совместной разделки отверстий под болты и соединения центральной панели с монтажными секторами с установкой перестыковочных пластин по периметру изделия (RU, патент № 2019010, 1994).
Наиболее близким аналогом является способ изготовления и монтажа блока теплообменного аппарата воздухоподогревателя с V-образными трубками, включающий изготовление двухпакетного блока V-образных трубок с коллекторами подвода и отвода воздуха и с перепускной камерой между двумя пакетами трубок, монтаж на трубной решетке с помощью развальцовки трубок и сварки, закрытие теплообменного блока покрывающими стенками, при этом двухпакетный блок V-образных трубок изготавливают из отдельных двухпакетных теплообменных модулей из V-образных трубок с перепускными камерами и с покрывающими стенками (RU №2176051, F23L 15/04, 2001).
Известный способ не обеспечивает высокой технологичности, позволяющей снизить трудо- и материалозатраты при изготовлении устройства при одновременном обеспечении высокой прочности и надежности коллектора.
Известен стапель для сборки объемных агрегатов, содержащий нижние регулируемые ложементы, стапельную плиту со штырями-фиксаторами и раздвижные технологические штанги со стойками-упорами и винтовыми домкратами, при этом перед установкой в стапель на элементы верхней секции собираемого объемного агрегата устанавливают раздвижные штанги, снабженные сориентированными вниз стойками-упорами, на которых установлены винтовые домкраты, затем к ответным элементам нижней секции собираемого агрегата крепят стыковочные пластины, закрепляют верхнюю секцию в стапеле, обеспечивая совпадение элементов верхней и нижней секций и соприкосновение всех стоек-упоров с балками пола, закрепляют верхнюю секцию на стапельной плите, причем совмещение установочных базовых отверстий в стыкуемых элементах верхней и нижней секции ведут регулировкой длины раздвижных штанг и перемещением посредством домкрата стоек-упоров (RU №2123965, B64F 5/00, 1998).
Известны различные устройства для подвешивания труб. Так, например, известна подвеска для горячего цинкования труб в вертикальном агрегате (RU, №2032761 С1, С23С 2/06, 1995 г.), включающая пространственный каркас в виде штанги из двух вставок и соединяющей их трубы, а также системы дисков.
Известен стапель для сборки объемных агрегатов, содержащий нижние регулируемые ложементы, стапельную плиту со штырями-фиксаторами и раздвижные технологические штанги со стойками-упорами и винтовыми домкратами, при этом перед установкой в стапель на элементы верхней секции собираемого объемного агрегата устанавливают раздвижные штанги, снабженные сориентированными вниз стойками-упорами, на которых установлены винтовые домкраты, затем к ответным элементам нижней секции собираемого агрегата крепят стыковочные пластины, закрепляют верхнюю секцию в стапеле, обеспечивая совпадение элементов верхней и нижней секций и соприкосновение всех стоек-упоров с балками пола, закрепляют верхнюю секцию на стапельной плите, причем совмещение установочных базовых отверстий в стыкуемых элементах верхней и нижней секции ведут регулировкой длины раздвижных штанг и перемещением посредством домкрата стоек-упоров (RU, №2123965, B64F 5/00, 1998).
Наиболее близким к изобретению аналогом является стапель увязки и монтажа оснастки для сборки агрегатов (RU, №2079421, B64F 5/00, 1997), включающий раму с реперными площадками и стойками, жесткую инструментальную балку с рядами базовых координатных отверстий, жесткие носители размеров агрегатов - монтажные эталоны, при этом жесткие носители размеров увязаны между собой, а элементы оснастки смонтированы посредством инструментальной балки с базовыми координатными отверстиями, которые заданы от строительных осей собираемых агрегатов.
Недостатками указанных аналогов, в том числе ближайшего аналога, являются сложность и высокая трудоемкость монтажа и невозможность изготовления устройств, представляющих собой сосуд, работающий под давлением.
Известно устройство для сборки и сварки обечайки из сегментов, включающее приспособления, обеспечивающие закрепление сегментов в требуемом взаимном положении с зазорами (SU, авторское свидетельство №770703, 1980).
Задачей настоящего изобретения является разработка технологической последовательности операций, обеспечивающей оптимизацию технологического процесса изготовления теплообменного аппарата, а также теплообменного блока и оборудования для его осуществления, повышение точности монтажа и сборки элементов теплообменного аппарата при снижении трудо- и материалозатрат при производстве работ.
Поставленная задача в части способа изготовления теплообменного аппарата типа блочного или блочно-секционного регенеративного воздухоподогревателя решается за счет того, что согласно изобретению способ предусматривает поэлементное выполнение на технологических постах заготовок обечаек корпусов коллекторов подвода и отвода подогреваемого воздуха, труб и трубных досок, элементов каркаса блоков, гибку труб на трубогибочном оборудовании с получением многоходовых плоскоизогнутых труб с последовательно изменяющимися параметрами ветвей и соединяющих их колен, опрессовку изогнутых труб, сборку коллекторов подвода и отвода воздуха с ввариванием в них трубных досок, монтаж каркаса блока и коллекторов подвода и отвода воздуха, набивку пучка труб в блок и их повторную опрессовку совместно с коллекторами подвода и отвода воздуха в составе блока, причем заготовку обечаек корпусов коллекторов подвода и отвода воздуха производят путем раскроя металлических листов с последующей гибкой и сваркой по форме корпуса коллектора подвода или отвода воздуха, преимущественно в виде цилиндра, выполнением в нем проема под трубную доску с торцевыми кромками прямоугольной конфигурации, параллельными поперечному сечению корпуса коллектора подвода или отвода воздуха, высотой, составляющей 0,72÷0,95 от высоты коллектора подвода или отвода воздуха в блоке, и угловой шириной, составляющей 0,07÷0,25 от периметра поперечного сечения обечайки коллектора подвода или отвода воздуха, раскрой и изготовление трубной доски с выполнением в ней отверстий, образующих трубное поле площадью 0,52÷0,81 от общей площади ее фронтальной поверхности и вваривание трубной доски в проем обечайки коллектора подвода или отвода воздуха с размещением торцевых кромок проема в пределах ширины контактирующих с ним торцев трубной доски, причем в каждом ряду располагают трубы с переменным расстоянием между осями внешних прямолинейных ветвей, причем трубу с наибольшим расстоянием между осями внешних прямолинейных ветвей располагают с возможностью заведения ее концов в крайние наиболее удаленные друг от друга однорядные отверстия в трубных досках коллекторов подвода и отвода воздуха, а трубу с наименьшим расстоянием между осями внешних прямолинейных ветвей располагают с возможностью заведения ее концов в крайние ближайшие друг к другу однорядные отверстия в трубных досках коллекторов подвода и отвода воздуха.
Могут использовать четырехходовые изогнутые трубы с двумя внешними и двумя внутренними прямолинейными ветвями и объединяющими их тремя коленами - двумя внешними и одним внутренним, а при набивке пучка труб их располагают рядами по высоте с расстоянием между продольными осями труб в смежных рядах, составляющим 0,6-1,5 диаметра трубы, а в смежных по высоте рядах трубы смещают на 0,4-0,6 шага между продольными осями прямолинейных ветвей труб в ряду, величину которого принимают равной 1,5-2,3 диаметра трубы, в каждом четном ряду набивают нечетное число труб, предпочтительно не менее трех и не более девяти, а в каждом нечетном ряду - четное число труб, предпочтительно не менее двух и не более десяти, при этом ряды труб и трубы в каждом ряду отделяют друг от друга по вертикали и горизонтали дистанцирующими элементами, причем для отделения внешних ветвей труб по вертикали и горизонтали используют дистанцирующие элементы в виде разделительных решеток с отверстиями для прохода труб, а для отделения внутренних ветвей используют дистанцирующие элементы в виде складчатых пластин с расположенными с двух их сторон чередующимися опорными участками, причем при установке складчатых пластин опорные участки на нижней стороне вышележащих пластин опирают на опорные участки на верхней стороне нижележащих пластин с образованием между ними ячеек для установки труб, при этом дистанцирующие элементы предпочтительно выполняют толщиной, составляющей не менее 0,03 диаметра трубы, и на внешних и внутренних ветвях труб располагают по длине труб предпочтительно с одинаковым шагом, причем используют дистанцирующие элементы в виде складчатых пластин с опорными участками, имеющими опорную поверхность в виде фрагмента цилиндрической поверхности радиусом, составляющим не более 35% диаметра трубы, или используют дистанцирующие элементы в виде складчатых пластин с опорными участками, имеющими плоскую опорную поверхность.
Задача в части способа изготовления теплообменного блока теплообменного аппарата типа блочного или блочно-секционного регенеративного воздухоподогревателя по первому варианту исполнения решается за счет того, что согласно изобретению способ предусматривает поэлементное выполнение на технологических постах заготовок обечаек корпусов коллекторов подвода и отвода подогреваемого воздуха, труб и трубных досок, элементов каркаса блока, гибку труб на трубогибочном оборудовании с получением четырехходовых изогнутых в горизонтальной плоскости труб с двумя внешними и двумя внутренними прямолинейными ветвями и соединяющими их тремя коленами - двумя внешними и одним внутренним, причем трубы изготавливают с последовательно изменяющимися длинами прямолинейных ветвей и колен, при этом для каждого, преимущественно нечетного, ряда две трубы изготавливают с гибами длиной πR, где R - радиус трубы, которые выполняют у одной трубы на внутреннем колене, а у другой - на двух внешних коленах, а остальные трубы для четных и нечетных рядов выполняют с гибами длиной πR/2, которые сопрягают прямолинейными вставками последовательно изменяющейся длины, при этом для каждого ряда две внутренние ветви каждой последующей в ряду трубы с соединяющим их коленом выполняют вписанными с внешней стороны в изгиб, образованный соответствующими ветвями и соединяющим их коленом предыдущей в этом ряду трубы, а после изготовления изогнутых труб их навешивают на устройство для вертикального хранения с пространственной имеющей расположенные ярусами по высоте кронштейны опорой с рабочей шириной в плоскости навешивания, превышающей максимальное расстояние между осями внешних ветвей изогнутых преимущественно крайней трубы ряда, и рабочей высотой от кронштейна нижнего яруса до основания опоры, превышающей максимальную габаритную длину изогнутой трубы, навешиваемой на кронштейны нижнего яруса.
Трубу минимальной длины для каждого ряда могут выполнять с длиной развертки lmin, составляющей не менее 0,75 длины развертки lmax, трубы максимальной длины в ряду, а после изготовления изогнутых труб производят их опрессовку, сборку коллекторов подвода и отвода воздуха с ввариванием в них трубных досок, монтаж каркаса блока и коллекторов подвода и отвода воздуха, набивку труб и их повторную опрессовку совместно с коллекторами подвода и отвода воздуха в составе блока, причем изогнутые трубы изготавливают с расстоянием H между продольными осями внешних прямолинейных ветвей, составляющим (30-85)d, длиной прямолинейных ветвей l' и l'', составляющей соответственно (74-145)d и (100-135)d, где d - наружный диаметр трубы, [м]; l' - длина внешней прямолинейной ветви, [м]; l'' - длина внутренней прямолинейной ветви, [м], при этом трубы каждого ряда изготавливают с суммарной длиной l'Σ и l''Σ прямолинейных внешних и внутренних ветвей, расположенных перпендикулярно потоку охлаждаемой среды, составляющей не менее 72% суммарной длины разверток LΣ труб ряда, и суммарной длиной прямолинейных вставок H'Σ и HΣ'' трех колен труб ряда, нагреваемая среда в которых расположена в противотоке с охлаждаемой средой, составляющей до 18% суммарной длины LΣ труб ряда, для каждого нечетного ряда изготавливают предпочтительно четное число труб, предпочтительно не менее двух и не более десяти, или для каждого четного ряда изготавливают предпочтительно нечетное число труб, предпочтительно не менее трех и не более девяти, при этом при гибке труб для ряда с большим числом труб, чем в смежных рядах, прямолинейные вставки колен выполняют длиной, изменяющейся от величины, равной 2а±10 % [м], до величины, равной 2а(м-1)±10% [м], а для смежных рядов с меньшим числом труб прямолинейные вставки выполняют длиной, изменяющейся от величины, равной 2а±10% [м], до величины, равной а(2n-1)±10% [м], где а - шаг между осями одноименных прямолинейных ветвей смежных труб ряда, [м]; m - количество труб в ряду с большим числом труб, преимущественно четное число труб в нечетных рядах; n - количество труб в ряду с меньшим числом труб, преимущественно нечетное число труб в четных рядах.
Могут использовать устройство для вертикального хранения труб, в котором расстояние между опорной поверхностью кронштейна каждого нижележащего яруса и нижней поверхностью смежного по высоте вышележащего яруса превышает внешний диаметр труб, навешиваемых на кронштейны, причем опорные кронштейны в плоскости, нормальной к плоскости навешивания труб, располагают с превышением свободных их концов над опорными на величину, не меньшую 0,75d, где d - внешний диаметр навешиваемой трубы, и рабочим вылетом от опорного конца, составляющим до 75d, где d - внешний диаметр навешиваемой трубы.
Задача в части способа изготовления теплообменного блока теплообменного аппарата типа блочного или блочно-секционного регенеративного воздухоподогревателя, преимущественно четырехходового, во втором варианте исполнения решается за счет того, что согласно изобретению способ предусматривает установку каркаса теплообменного блока на стапель, установку обечаек коллекторов подвода и отвода подогреваемого воздуха с вваренными в них трубными досками, установку между обечайками панели вытеснителя межтрубной среды с плоским участком, который располагают в плоскости наружных поверхностей трубных досок, соединение вытеснителя с обечайками и обечаек с каркасом, после чего производят набивку блока четырехходовыми теплообменными трубами, изогнутыми с образованием четырех ветвей и трех колен, порядно снизу вверх, при этом каждую трубу каждой внешней ветви пропускают через отверстия дистанцирующих решеток, которые фиксировано устанавливают на каркасе блока, внутренние ветви теплообменных труб первого ряда укладывают на гребенку, которую закрепляют на днище, а внутренние ветви последующих рядов разделяют дистанцирующими элементами, входной и выходной концы труб размещают соответственно в трубных досках обечайки коллектора подвода и обечайки коллектора отвода подогреваемого воздуха, а по окончании набивки закрепляют концы теплообменных труб в трубных досках и прикрепляют торцевую стенку блока, не снимая блок со стапеля, а затем на обечайки устанавливают и закрепляют крышки коллекторов подвода и отвода воздуха, или перед установкой торцевой стенки каркас отсоединяют и снимают со стапеля, а затем на обечайки устанавливают крышки коллекторов подвода и отвода воздуха и закрепляют их.
Перед установкой торцевой стенки сверху на каркас могут устанавливать и закрепляют крышку блока, при этом обечайки соединяют с каркасом профилированными, например, гнутыми листами, а после соединения панели вытеснителя с обечайками приваривают к панели вытеснителя горизонтальные и вертикальные элементы жесткости, гребенки под нижний ряд внутренних ветвей теплообменных труб, а также дистанцирующие решетки для внешних ветвей теплообменных труб выставляют с помощью контрольных труб, установленных в трубные доски, причем порядную набивку теплообменными трубами осуществляют, начиная с трубы, расположенной вблизи панели вытеснителя межтрубной среды, дистанцирующую решетку закрепляют на каркасе перпендикулярно продольным осям труб, при этом при набивке трубами дистанцирование между рядами труб в вертикальном направлении выполняют с помощью технологических удаляемых планок, причем дистанцирующие складчатые волнистые планки устанавливают и закрепляют так, что их опорные участки для одноименных труб располагаются на одной вертикальной оси, при этом дистанцирующие складчатые волнистые планки прикрепляют к стойкам, установленным на каркасе, а при закреплении теплообменных труб в трубных досках осуществляют вначале подвальцовку концов труб, сварку, а затем окончательную роликовую вальцовку, а обшивку торцевой стенки блока, выполненную в виде листа штампованного, устанавливают гофрами наружу и соединяют с силовыми элементами в виде центральной стойки, укосин и ребер.
Задача в части способа изготовления промежуточных и/или верхнего теплообменного блока теплообменного аппарата типа блочного или блочно-секционного регенеративного воздухоподогревателя решается за счет того, что согласно изобретению способ предусматривает поэлементное выполнение на технологических постах заготовок обечаек корпусов коллекторов подвода и отвода подогреваемого воздуха, труб и трубных досок, элементов каркаса блока, гибку труб на трубогибочном оборудовании с получением многоходовых плоскоизогнутых с последовательно изменяющимися параметрами ветвей и соединяющих их колен, опрессовку изогнутых труб, сборку коллекторов подвода и отвода воздуха с ввариванием в них трубных досок, монтаж каркаса блока и коллекторов подвода и отвода воздуха, набивку пучка труб и их повторную опрессовку совместно с коллекторами подвода и отвода воздуха в составе блока, причем монтаж каркаса блока и коллекторов подвода и отвода воздуха производят на стапеле путем установки на плиту стапеля имеющей стойки и съемную верхнюю балку портальной рамы, дополнительных стоек со съемными балками, имеющими координатные элементы с опорно-маячными вертикальными, выверенными по плоскости поверхностями для фиксации и контроля положения трубных досок коллекторов подвода и отвода воздуха, дополнительных стоек для технологической фиксации монтируемых стоек каркаса блока, при этом при монтаже коллекторов подвода и отвода воздуха производят технологическую фиксацию контура их торцев и пространственного положения корпуса каждого коллектора подвода или отвода воздуха с помощью координатно-опорных дисков, которые крепят с нижней стороны съемной верхней балки портальной рамы соосно центральным вертикальным осям коллекторов подвода и отвода воздуха, причем съемные балки устанавливают на дополнительных стойках с возможностью технологического контакта верхней из балок с внешней поверхностью верхнего приторцевого участка трубной доски, а нижней из балок - с внешней поверхностью нижнего приторцевого участка трубной доски.
Портальную раму могут располагать на плите стапеля в вертикальной плоскости, проходящей через центральные вертикальные оси монтируемых коллекторов подвода и отвода воздуха блока, причем стойки портальной рамы и их опорные части размещают вне габаритов монтируемого блока теплообменного аппарата, при этом на дополнительных стойках устанавливают, по крайней мере, одну промежуточную съемную балку для фиксации и контроля положения трубных досок, промежуточные съемные балки располагают по высоте трубных досок монтируемого блока предпочтительно эквидистантно, координатные элементы с опорно-маячными поверхностями, по крайней мере, на части съемных балок устанавливают с разнесением по длине съемной балки, причем на каждой балке устанавливают не менее четырех координатных элементов с расположением, по крайней мере, каждой пары крайних из них в пределах трубной доски монтируемого блока, при этом координатные элементы с опорно-маячными вертикальными поверхностями, выверенными по плоскости, закрепляют на съемных балках с возможностью регулирования их положения.
Задача в части способа изготовления нижнего блока теплообменного аппарата типа блочного или блочно-секционного регенеративного воздухоподогревателя решается за счет того, что согласно изобретению способ предусматривает поэлементное выполнение на технологических постах заготовок обечаек корпусов коллекторов подвода и отвода подогреваемого воздуха, труб и трубных досок, элементов каркаса блока, гибку труб на трубогибочном оборудовании с получением многоходовых плоскоизогнутых с последовательно изменяющимися параметрами ветвей и соединяющих их колен, опрессовку изогнутых труб, сборку коллекторов подвода и отвода воздуха с ввариванием в них трубных досок, монтаж каркаса блока и коллекторов подвода и отвода воздуха, набивку пучка труб и их повторную опрессовку совместно с коллекторами подвода и отвода воздуха в составе блока, причем монтаж каркаса блока и коллекторов подвода и отвода воздуха производят на стапеле путем установки на двухуровневую плиту стапеля имеющей стойки и съемную верхнюю балку портальной рамы, дополнительных стоек со съемными балками, имеющими координатные элементы с опорно-маячными вертикальными, выверенными по плоскости поверхностями для фиксации и контроля положения трубных досок коллекторов подвода или отвода воздуха, дополнительных стоек для технологической фиксации монтируемых стоек каркаса блока, при этом при монтаже коллекторов подвода и отвода воздуха производят технологическую фиксацию контура их торцев и пространственного положения корпуса каждого коллектора подвода или отвода воздуха с помощью координатно-опорных дисков, которые крепят с нижней стороны съемной верхней балки портальной рамы соосно центральным вертикальным осям коллекторов подвода и отвода воздуха, причем более высокий участок плиты стапеля выполняют с превышением над опорной поверхностью остальной части плиты, соответствующим высоте дополнительных нижних опор нижнего блока аппарата, а стойки портальной рамы выполняют высотой, превышающей суммарную высоту нижнего блока аппарата и его дополнительных нижних опор на величину, соответствующую высотному интервалу между нижней контурной контактной поверхностью координатно-опорного диска и верхней поверхностью опирания съемной верхней балки портальной рамы на стойку.
Портальную раму могут располагать на плите стапеля в вертикальной плоскости, проходящей через центральные вертикальные оси монтируемых коллекторов подвода и отвода воздуха блока, причем стойки портальной рамы и их опорные части размещают вне габаритов монтируемого блока теплообменного аппарата, причем коллектора подвода и отвода воздуха блока монтируют в зоне расположения более высокого участка плиты стапеля, который выполняют предпочтительно прямоугольным в плане с осевым размером вдоль продольной оси блока, не меньшим соответствующего осевого размера проекции каждого из коллекторов подвода или отвода воздуха в плане, а в поперечном направлении - не менее расстояния между крайними внешними наиболее удаленными друг от друга точками проекции в плане обоих коллекторов подвода или отвода воздуха блока, для возможности фиксации и контроля положения трубных досок коллекторов подвода и отвода воздуха съемные балки устанавливают на дополнительных стойках с возможностью технологического контакта верхней из балок с внешней поверхностью верхнего приторцевого участка трубной доски, а нижней из балок - с внешней поверхностью нижнего приторцевого участка трубной доски, предпочтительно на дополнительных стойках устанавливают, по крайней мере, одну промежуточную съемную балку для фиксации и контроля положения трубных досок, при этом промежуточные съемные балки располагают по высоте трубных досок монтируемого блока предпочтительно эквидистантно, координатные элементы с опорно-маячными поверхностями, по крайней мере, на части съемных балок устанавливают с разнесением по длине съемной балки, причем на каждой балке устанавливают не менее четырех координатных элементов с расположением, по крайней мере, каждой пары крайних из них в пределах трубной доски монтируемого блока, причем координатные элементы с опорно-маячными вертикальными поверхностями, выверенными по плоскости, закрепляют на съемных балках с возможностью регулирования их положения.
Задача в части способа изготовления коллектора подвода или коллектора отвода воздуха теплообменного блока теплообменного аппарата типа блочного или блочно-секционного регенеративного воздухоподогревателя решается за счет того, что согласно изобретению способ предусматривает раскрой металлических листов для изготовления обечаек с последующей гибкой и сваркой по форме корпуса коллектора подвода или отвода воздуха, преимущественно в виде цилиндра, выполнение в нем проема под трубную доску с конфигурацией кромок, очерченных преимущественно по контуру цилиндрического прямоугольника с высотой, составляющей 0,72÷0,95 от высоты коллектора подвода или отвода воздуха в блоке, и угловой шириной, составляющей 0,07÷0,25 от периметра поперечного сечения обечайки коллектора подвода или отвода воздуха, раскрой и изготовление трубной доски с разделкой кромок и выполнением в ней отверстий, образующих трубное поле, площадь которого составляет 0,52÷0,81 от общей площади фронтальной поверхности трубной доски, и вваривание трубной доски в проем обечайки коллектора подвода или отвода воздуха с размещением торцевых кромок проема в пределах ширины контактирующих с ним торцев трубной доски, причем, по крайней мере, кромки трубной доски выполняют трехгранными, при этом одну из граней выполняют с образованием в поперечном сечении опорного участка без скоса, другую грань выполняют со скосом, образующим с опорным участком угол α=(22-29)°, а третью грань выполняют со скосом, образующим с опорным участком угол β=(25-35)°.
Трехгранные кромки трубной доски могут выполнять с толщиной опорного участка без скоса, составляющей 4,5-8,5% от общей толщины пластины, грань со скосом под углом α=(22-29)° выполняют толщиной, составляющей 5,9-12,5% от общей толщины пластины, а грань со скосом под углом β=(25-35)° выполняют толщиной, составляющей 79-89,6% от общей толщины пластины.
Отверстия в трубной доске могут располагать горизонтальными рядами с чередованием четного и нечетного числа отверстий в смежных рядах по высоте трубной доски и со смещением их в смежных рядах на 0,4-0,6 величины шага в ряду, причем число рядов отверстий по высоте трубной доски выполняют преимущественно нечетным, при этом в каждом нечетном ряду выполняют на одно отверстие больше, чем в каждом четном, при этом число нечетных рядов выполняют преимущественно на один больше, чем четных.
Корпус коллектора подвода или отвода воздуха могут выполнять круглоцилиндрическим с внутренним диаметром предпочтительно 650÷1200 мм, причем корпус коллектора подвода или отвода воздуха оснащают ступеньками для обслуживания и ремонта участков теплообменных труб, по крайней мере, в зоне присоединения их к трубной доске, при этом ступеньки располагают преимущественно на внутренней стороне корпуса и выполняют предпочтительно в виде скоб, при этом изготовлении коллектора подвода или коллектора отвода воздуха нижнего теплообменного блока корпус коллектора подвода или отвода воздуха выполняют с люком-лазом, который выполняют в боковой стенке корпуса коллектора подвода или отвода воздуха и снабжают съемной или откидной крышкой, причем для выполнения люка-лаза в боковую стенку корпуса вваривают патрубок диаметром, составляющим 0,5÷0,95 диаметра корпуса коллектора подвода или отвода воздуха, а крышку выполняют в виде плоской заглушки или криволинейной, преимущественно двоякой кривизны оболочки, или люк-лаз выполняют в нижнем торце корпуса и закрывают крышкой, которую выполняют с возможностью поворота предпочтительно в плоскости расположения нижнего торца корпуса или в параллельной ей плоскости для открывания люка-лаза.
Задача в части технологического комплекса оборудования для изготовления теплообменных блоков теплообменных аппаратов типа блочных или блочно-секционных регенеративных воздухоподогревателей решается за счет того, что согласно изобретению технологический комплекс содержит технологически связанные пост изготовления трубных досок, пост изготовления обечаек корпусов коллекторов подвода и отвода воздуха, пост гибки труб и пост сборки теплообменных блоков, причем пост гибки труб технологически связан с постом сборки теплообменных блоков не менее чем одним стационарным или перемещаемым устройством для раздельного по типоразмерам вертикального хранения изогнутых труб пучка до их набивки в блок, при этом пост гибки труб содержит трубогибочный станок, устройство для подачи к нему в зону гиба труб и дорна со штангой, а также выставленные по плоскости направляющие для обеспечения перемещений при гибах прямолинейных ветвей многоходовой изгибаемой трубы в одной плоскости, а пост сборки теплообменных блоков содержит не менее двух стапелей, по крайней мере, один из которых выполнен для сборки верхнего и промежуточных блоков, и не менее чем один - для сборки нижнего блока блочного или блочно-секционного теплообменного аппарата.
Каждый из стапелей может быть снабжен регулируемо-фиксирующим пространственное и взаимное расположение корпусов коллекторов подвода и отвода воздуха портальным устройством со съемной портальной балкой с прикрепленными к ней с нижней стороны соосно с осями корпусов коллекторов подвода и отвода воздуха координатно-опорными дисками и устройством для выставления и фиксации в проектном положении трубных досок в обечайке корпуса каждого из коллекторов подвода или отвода воздуха.
Пост изготовления трубных досок может включать плаз и режущее оборудование для раскроя заготовок для трубных досок, технологическое оборудование для разделки кромок, включающее, по крайней мере, один строгальный и/или фрезерный станок, транспортную систему для перемещений заготовок, обрабатываемых и/или с подготовленными под сварку кромками трубных досок в зону выполнения отверстий под трубы, а также станок для выполнения системы отверстий под трубы с программным обеспечением процессов координации размещения, последовательности и режимов выполнения отверстий под трубы.
Пост изготовления обечаек корпусов коллекторов подвода и отвода воздуха может включать плаз для раскроя металлических листов для заготовок обечаек корпусов коллекторов подвода и отвода воздуха, строгальное оборудование для разделки кромок заготовок под сварку, приспособление для гибки заготовок, сварки кромок и выполнения проема под трубную доску.
Плаз для раскроя заготовок для трубных досок, по крайней мере, частично может быть совмещен с плазом для раскроя металлических листов для заготовок обечаек корпусов коллекторов подвода и отвода воздуха или, по крайней мере, выполнен с возможностью раскроя на нем также металлических листов для заготовок обечаек корпусов коллекторов подвода и отвода воздуха.
Стапель для сборки верхнего и промежуточных теплообменных блоков может содержать установленную на раме одноуровневую плиту для размещения на единой отметке, сборки и монтажа элементов каркаса и коллекторов подвода и отвода воздуха монтируемого блока, а также установленные на плите портальную раму со съемной верхней балкой и дополнительные стойки со съемно смонтированными на них координатно-фиксирующими элементами для технологической фиксации корпусов коллекторов подвода или отвода воздуха, монтируемых в них трубных досок, стоек, балок и панелей каркаса блока, а также внутренних элементов каркаса для опорной фиксации дистанцирующих элементов пучка теплообменных труб, а стапель для сборки нижнего теплообменного блока содержит установленные на раме плиту нижнего уровня для размещения каркаса корпуса блока с нижними опорами и установленную с превышением над этой плитой на величину высоты нижних опор блока плиту верхнего уровня для опирания монтируемых корпусов блока на единой отметке с уровнем днища блока, а также установленные на плите портальную раму со съемной балкой и дополнительные стойки со съемно смонтированными на них координатно-фиксирующими элементами для технологической фиксации корпусов коллекторов подвода или отвода воздуха, монтируемых в них трубных досок, стоек, балок и панелей каркаса блока, а также внутренних элементов каркаса для опорной фиксации дистанцирующих элементов пучка теплообменных труб.
Задача в части стапеля для сборки теплообменного блока теплообменного аппарата типа блочного или блочно-секционного регенеративного воздухоподогревателя решается за счет того, что согласно изобретению стапель содержит установленную на раме плиту для сборки и монтажа, по крайней мере, каркаса блока с объединенными вытеснителем межтрубной теплообменной среды и имеющими установленные в цилиндрических корпусах трубные доски коллекторами подвода и отвода воздуха, установленные на плите образующие портальную раму пару стоек со съемной верхней портальной балкой, дополнительную пару стоек с установленными на них ярусами в пределах высоты трубных досок съемными балками, имеющими регулируемо закрепленные на них координатные элементы с опорно-маячными вертикальными поверхностями, выверенными по плоскости и предназначенными для фиксации и контроля положения трубных досок коллекторов подвода и отвода воздуха блока, и установленные парами по длине стапеля дополнительные стойки для технологической фиксации монтируемых стоек каркаса блока, при этом портальная балка имеет установленные по ее длине две пары опорных устройств, крайние из которых расположены соосно осям стоек портальной рамы, а расположенные между ними опорные устройства средней пары установлены соосно центральным вертикальным осям коллекторов подвода и отвода воздуха, и каждое из них снабжено прикрепленным к нему с нижней стороны портальной балки координатно-опорным диском для технологической фиксации контура торцев и пространственного положения корпуса соответствующего коллектора подвода или отвода воздуха в процессе сборки и монтажа блока, причем портальная рама расположена на плите стапеля в вертикальной плоскости, проходящей через центральные вертикальные оси коллекторов подвода и отвода воздуха блока, а ширина плиты стапеля принята из условия размещения стоек портальной рамы и их опорных частей вне габаритов монтируемого блока.
Верхняя съемная балка может быть установлена на дополнительных стойках с возможностью технологического контакта с внешней поверхностью верхнего приторцевого участка трубной доски, нижняя съемная балка установлена на дополнительных стойках с возможностью технологического контакта с внешней поверхностью нижнего приторцевого участка трубной доски, при этом число ярусов съемных балок составляет не менее трех, причем балка промежуточного яруса или балки промежуточных ярусов расположены по высоте трубных досок предпочтительно эквидистантно, координатные элементы с опорно-маячными поверхностями, по крайней мере, на части ярусов разнесены по длине съемной балки и выполнены числом не менее четырех, причем они распределены по длине балки с расположением, по крайней мере, каждой пары крайних из них в пределах трубной доски, а не менее трех координатных элементов с опорно-маячными поверхностями расположены в зоне, примыкающей к вытеснителю межтрубной теплообменной среды.
Задача в части стапеля для сборки опорного теплообменного блока теплообменного аппарата типа блочного или блочно-секционного регенеративного воздухоподогревателя решается за счет того, что согласно изобретению стапель содержит установленную на раме плиту для сборки и монтажа, по крайней мере, каркаса, имеющего дополнительные нижние опоры блока с объединенными вытеснителем межтрубной теплообменной среды и имеющими установленные в цилиндрических корпусах трубные доски коллекторами подвода и отвода воздуха, установленные на плите образующие портальную раму пару стоек со съемной верхней портальной балкой, дополнительную пару стоек с установленными на них ярусами в пределах высоты трубных досок съемными балками для фиксации и контроля положения трубных досок коллекторов подвода и отвода воздуха блока, и установленные парами по длине стапеля дополнительные стойки для технологической фиксации монтируемых стоек каркаса блока, при этом портальная балка имеет установленные по ее длине две пары опорных устройств, крайние из которых расположены соосно осям стоек портальной рамы, а расположенные между ними опорные устройства средней пары установлены соосно центральным вертикальным осям коллекторов подвода или отвода воздуха, и каждое из них снабжено прикрепленным к нему с нижней стороны портальной балки координатно-опорным диском для технологической фиксации контура торцев и пространственного положения корпуса соответствующего коллектора подвода или отвода воздуха в процессе сборки и монтажа блока, при этом плита стапеля выполнена двухуровневой с расположением более высокого, предпочтительно прямоугольного, в плане участка в зоне размещения портальной рамы, осевой размер которого вдоль продольной оси блока принят не менее соответствующего осевого размера проекции каждого из коллекторов подвода или отвода воздуха в плане, а в поперечном направлении не менее расстояния между крайними внешними наиболее удаленными друг от друга точками проекции в плане обоих коллекторов подвода и отвода воздуха блока, а превышение опорной поверхности этого участка над опорной поверхностью остальной части плиты стапеля соответствует высоте дополнительных нижних опор блока.
Портальная рама может быть расположена на плите стапеля в вертикальной плоскости, проходящей через центральные вертикальные оси коллекторов подвода и отвода воздуха блока, а ширина плиты стапеля принята из условия размещения стоек портальной рамы и их опорных частей вне габаритов монтируемого блока, причем высота стоек портальной рамы принята превышающей суммарную высоту блока и его дополнительных нижних опор на величину, соответствующую высотному интервалу между нижней контурной контактной поверхностью координатно-опорного диска и верхней поверхностью опирания портальной балки на стойку.
Установленные ярусами на дополнительных стойках съемные балки могут быть снабжены регулируемо закрепленными на них координатными элементами с опорно-маячными вертикальными поверхностями, выверенными по плоскости, причем верхняя съемная балка установлена на дополнительных стойках с возможностью технологического контакта с внешней поверхностью верхнего приторцевого участка трубной доски, нижняя съемная балка установлена на дополнительных стойках с возможностью технологического контакта с внешней поверхностью нижнего приторцевого участка трубной доски, при этом число ярусов съемных балок составляет не менее трех, при этом балка промежуточного яруса или балки промежуточных ярусов расположены по высоте трубных досок предпочтительно эквидистантно, координатные элементы с опорно-маячными поверхностями, по крайней мере, на части ярусов разнесены по длине съемной балки и выполнены числом не менее четырех, причем они распределены по длине балки с расположением, по крайней мере, каждой пары крайних из них в пределах трубной доски, причем не менее трех координатных элементов с опорно-маячными поверхностями расположены в зоне, примыкающей к вытеснителю межтрубной теплообменной среды.
Задача в части устройства для вертикального хранения изогнутых труб по первому варианту исполнения решается за счет того, что согласно изобретению устройство для вертикального хранения преимущественно четырехветвевых изогнутых труб, состоящих из прямолинейных ветвей и колен с гибами, преимущественно сопряженными прямолинейными вставками, содержит вертикальную опору с образующими многоярусную систему опорными кронштейнами для навешивания изогнутых труб разных типоразмеров, соответствующих, по крайней мере, диапазону от минимального до максимального размера в ряду пучка труб теплообменного блока, причем в плоскости навешивания труб кронштейны образуют две группы, в пределах каждой из которых кронштейны в указанной плоскости, расположенные в нижнем ярусе, выполнены преимущественно в виде одиночного стержня, а кронштейны каждого из последующих по высоте ярусов выполнены в виде, по крайней мере, пары стержней с нарастанием в каждом последующем по высоте яруса расстояния между их осями в этой плоскости на величину, соответствующую двойному шагу ветвей труб в ряду пучка, причем вертикальная опора снабжена дополнительными ограничительными кронштейнами, расположенными по высоте опоры преимущественно в нижней ее половине, а по горизонтали - в интервалах между одноименными ветвями смежных по типоразмерам навешиваемых труб, при этом наибольшая ширина в плане ограничительного кронштейна принята меньшей расстояния в свету между одноименными ветвями труб, навешиваемых на кронштейны смежных по высоте ярусов.
Опора может быть выполнена пространственной, преимущественно прямоугольной в плоскости навешивания с рабочей шириной в этой плоскости, превышающей максимальное расстояние между осями внешних ветвей изогнутой преимущественно крайней трубы ряда, с рабочей высотой от кронштейна нижнего яруса до основания опоры, превышающей максимальную габаритную длину изогнутой трубы, навешиваемой на кронштейн нижнего яруса, причем расстояние между опорной поверхностью кронштейна каждого нижележащего яруса и нижней поверхностью смежного по высоте вышележащего яруса принято превышающим внешний диаметр труб, навешиваемых на кронштейны.
Опорные кронштейны могут быть выполнены предпочтительно из трубчатых стержневых элементов, свободные концевые участки опорных кронштейнов выполнены каждый с волнообразным изгибом в вертикальной плоскости, с превышением вершины волнообразного изгиба над примыкающим к нему линейным участком опорного кронштейна, при этом опорные кронштейны в плоскости, нормальной к плоскости навешивания труб, расположены с превышением свободного его конца над опорным на величину, не меньшую 0,75d, где d - внешний диаметр навешиваемой трубы, с рабочим вылетом от опорного конца, составляющим до 75d, где d - внешний диаметр навешиваемой трубы.
Опорные кронштейны, прикрепленные к вертикальной опоре с одной ее стороны, могут быть предназначены для навешивания изогнутых труб одного ряда и/или одноименных рядов пучка, например нечетных, при этом число ярусов кронштейнов, прикрепленных с одной стороны вертикальной опоры, соответствует числу труб в соответствующем ряду пучка.
Устройство может быть снабжено дополнительной системой опорных и ограничительных кронштейнов, прикрепленных в одноименных зонах с противоположной стороны вертикальной опоры, при этом число ярусов дополнительных опорных кронштейнов соответствует числу труб в ряду или в одноименных рядах, например четных, смежных с рядом или рядами труб, навешиваемых на основные опорные кронштейны, причем ограничительные кронштейны выполнены в виде изогнутых стержней с приподнятой или горизонтальной, или наклонной вниз верхней ветвью.
Основание опоры может быть выполнено преимущественно рамным, с габаритными размерами, превышающими ширину вертикальной опоры в плоскости навешивания труб и максимальный рабочий вылет, по крайней мере, опорных кронштейнов в плоскости, нормальной к плоскости навешивания, причем вертикальная опора дополнительно прикреплена к основанию подкосами.
Задача в части устройства для вертикального хранения изогнутых труб по второму варианту исполнения решается за счет того, что согласно изобретению устройство для вертикального хранения преимущественно четырехветвевых изогнутых труб, состоящих из прямолинейных ветвей и колен с гибами, преимущественно сопряженными прямолинейными вставками, содержит вертикальную опору с образующими многоярусную систему опорными кронштейнами для навешивания изогнутых труб разных типоразмеров, соответствующих, по крайней мере, диапазону от минимального до максимального размера в ряду пучка труб теплообменного блока, причем в плоскости навешивания труб кронштейны образуют две группы, в пределах каждой из которых кронштейны минимальной ширины в указанной плоскости расположены в нижнем ярусе, а кронштейны каждого из последующих по высоте ярусов выполнены с нарастанием ширины в этой плоскости на величину, соответствующую длине расположенного между гибами прямолинейного участка опирающегося на кронштейн колена навешиваемой трубы, причем опора выполнена с рабочей высотой от кронштейна нижнего яруса до основания опоры, превышающей максимальную габаритную длину изогнутой трубы, навешиваемой на кронштейн нижнего яруса.
Опора может быть выполнена пространственной, преимущественно прямоугольной в плоскости навешивания с рабочей шириной в этой плоскости, превышающей максимальное расстояние между осями внешних ветвей изогнутой преимущественно крайней трубы ряда, причем основание опоры выполнено преимущественно рамным, с габаритными размерами, превышающими ширину вертикальной опоры в плоскости навешивания труб и максимальный рабочий вылет, по крайней мере, опорных кронштейнов в плоскости, нормальной к плоскости навешивания, при этом вертикальная опора дополнительно прикреплена к основанию подкосами.
Опорные кронштейны в плоскости, нормальной к плоскости навешивания труб, могут быть расположены с превышением свободного его конца над опорным на величину, не меньшую 0,75d, где d - внешний диаметр навешиваемой трубы, и выполнены с рабочим вылетом от опорного конца, составляющим до 75d, где d - внешний диаметр навешиваемой трубы, причем расстояние между опорной поверхностью кронштейна каждого нижележащего яруса и нижней поверхностью смежного по высоте вышележащего яруса принято превышающим внешний диаметр труб, навешиваемых на кронштейн.
Вертикальная опора может быть снабжена дополнительными ограничительными кронштейнами, расположенными по высоте опоры преимущественно в нижней ее половине, а по горизонтали - в интервалах между одноименными ветвями смежных по типоразмерам навешиваемых труб, при этом наибольшая ширина в плане ограничительного кронштейна принята меньшей расстояния в свету между одноименными ветвями труб, навешиваемых на кронштейны смежных по высоте ярусов.
Опорные кронштейны, прикрепленные к вертикальной опоре с одной ее стороны, могут быть предназначены для навешивания изогнутых труб одного ряда и/или одноименных рядов пучка, например нечетных, при этом число ярусов кронштейнов, прикрепленных с одной стороны вертикальной опоры, соответствует числу труб в соответствующем ряду пучка.
Устройство может быть снабжено дополнительной системой опорных и ограничительных кронштейнов, прикрепленных в одноименных зонах с противоположной стороны вертикальной опоры, при этом число ярусов дополнительных опорных кронштейнов соответствует числу труб в ряду или в одноименных рядах, например четных, смежных с рядом или рядами труб, навешиваемых на основные опорные кронштейны.
Опорные кронштейны могут быть выполнены сплошными по ширине, преимущественно в виде профилированного или штампованного листа.
Технический результат, обеспечиваемый всеми объектами изобретения, состоит в повышении эффективности изготовления теплообменных аппаратов и входящих в него блоков и отдельных элементов и их монтажа и сборки, а также используемого оборудования за счет разработанного в изобретении оптимального расположения изогнутых труб разных типоразмеров в блоке, формы теплообменных труб, а также разработанного в изобретении оборудования для осуществления изготовления теплообменного аппарата и входящих в его состав элементов.
Сущность изобретения поясняется чертежами, где
на фиг.1 изображен блочно-секционный регенеративный воздухоподогреватель, вид сбоку;
на фиг.2 - то же, вид сверху;
на фиг.3 - блок теплообменного аппарата, в плане;
на фиг.4 - фрагмент А на фиг.3;
на фиг.5 - разрез по Б-Б на фиг.3;
на фиг.6 - четырехветвевая изогнутая теплообменная труба, вид сверху;
на фиг.7 - коллектор подвода и отвода воздуха с трубной доской, вид со стороны трубной доски;
на фиг.8 - коллектор подвода и отвода воздуха без трубной доски;
на фиг.9 - разрез по В-В на фиг.7;
на фиг.10 - узел Г на фиг 9;
на фиг.11 - узел Д на фиг.4.
на фиг.12 - дистанцирующий элемент, вид сбоку.
на фиг.13 - устройство для вертикального хранения изогнутых труб, вид сбоку;
на фиг.14 - то же, вид с торца;
на фиг.15 - фрагмент устройства с опорными кронштейнами, вид сбоку.
на фиг.16 - теплообменный блок регенеративного воздухоподогревателя в аксонометрии;
на фиг.17 - секция регенеративного воздухоподогревателя, главный вид;
на фиг.18 - то же, вид сбоку;
на фиг.19 - стапель для монтажа промежуточных и/или верхнего теплообменного блока теплообменного аппарата, вид сверху;
на фиг.20 - то же вид, сбоку;
на фиг.21 - вид по Е-Е на фиг.19;
на фиг.22 - стапель для монтажа нижнего теплообменного блока теплообменного аппарата, вид сверху;
на фиг.23 - то же вид, сбоку;
на фиг.24 - вид по Ж-Ж на фиг.22;
на фиг.25 - теплообменный блок регенеративного воздухоподогревателя с открытыми крышками люков, вид сверху.
Способ изготовления теплообменного аппарата типа блочного или блочно-секционного регенеративного воздухоподогревателя 1 осуществляют следующим образом.
Способ предусматривает поэлементное выполнение на технологических постах заготовок обечаек 2 корпусов коллекторов подвода 3 и отвода 4 подогреваемого воздуха, труб 5 и трубных досок 6, элементов каркаса 7 блоков 8, гибку труб 5 на трубогибочном оборудовании с получением многоходовых плоскоизогнутых труб 5 с последовательно изменяющимися параметрами ветвей 9, 10 и соединяющих их колен 11, 12, опрессовку изогнутых труб 5, сборку коллекторов подвода 3 и отвода 4 воздуха с ввариванием в них трубных досок 6, монтаж каркаса 7 блока 8 и коллекторов подвода 3 и отвода 4 воздуха, набивку пучка труб 5 в блок 8 и их повторную опрессовку совместно с коллекторами подвода 3 и отвода 4 воздуха в составе блока 8. Заготовку обечаек 2 корпусов коллекторов подвода 3 и отвода 4 воздуха производят путем раскроя металлических листов с последующей гибкой и сваркой по форме корпуса коллектора подвода 3 или отвода 4 воздуха, преимущественно в виде цилиндра, выполнением в нем проема 13 под трубную доску 6 с торцевыми кромками прямоугольной конфигурации, параллельными поперечному сечению корпуса коллектора подвода 3 или отвода 4 воздуха высотой, составляющей 0,72÷0,95 от высоты коллектора подвода 3 или отвода 4 воздуха в блоке 8, и угловой шириной, составляющей 0,07÷0,25 от периметра поперечного сечения обечайки 2 коллектора подвода 3 или отвода 4 воздуха, раскрой и изготовление трубной доски 6 с выполнением в ней отверстий 14, образующих трубное поле площадью 0,52÷0,81 от общей площади ее фронтальной поверхности и вваривание трубной доски 6 в проем 13 обечайки 2 коллектора подвода 3 или отвода 4 воздуха с размещением торцевых кромок проема в пределах ширины контактирующих с ним торцев трубной доски 6. В каждом ряду 15 располагают трубы 5 с переменным расстоянием между осями внешних прямолинейных ветвей 9. Трубу 5 с наибольшим расстоянием между осями внешних прямолинейных ветвей 9 располагают с возможностью заведения ее концов в крайние наиболее удаленные друг от друга однорядные отверстия 14 в трубных досках 6 коллекторов подвода 3 и отвода 4 воздуха. Трубу 5 с наименьшим расстоянием между осями внешних прямолинейных ветвей 9 располагают с возможностью заведения ее концов в крайние ближайшие друг к другу однорядные отверстия 14 в трубных досках 6 коллекторов подвода 3 и отвода 4 воздуха.
Используют четырехходовые изогнутые трубы 5 с двумя внешними 9 и двумя внутренними 10 прямолинейными ветвями и объединяющими их тремя коленами - двумя внешними 11 и одним внутренним 12. При набивке пучка труб 5 их располагают рядами 15 по высоте с расстоянием между продольными осями труб 5 в смежных рядах, составляющим 0,6-1,5 диаметра трубы 5. В смежных по высоте рядах 15 трубы 5 смещают на 0,4-0,6 шага между продольными осями прямолинейных ветвей 9 труб 5 в ряду 15, величину которого принимают равной 1,5-2,3 диаметра трубы 5. В каждом четном ряду 15 набивают нечетное число труб 5, предпочтительно не менее трех и не более девяти, а в каждом нечетном ряду 15 - четное число труб 5, предпочтительно не менее двух и не более десяти. Ряды 15 труб 5 и трубы 5 в каждом ряду 15 отделяют друг от друга по вертикали и горизонтали дистанцирующими элементами 16. Для отделения внешних ветвей 9 труб 5 по вертикали и горизонтали используют дистанцирующие элементы 16 в виде разделительных решеток (на чертежах не показано) с отверстиями для прохода труб 5. Для отделения внутренних ветвей 10 используют дистанцирующие элементы 16 в виде складчатых пластин с расположенными с двух их сторон чередующимися опорными участками 17, 18. При установке складчатых пластин опорные участки 17 на нижней стороне вышележащих пластин опирают на опорные участки 18 на верхней стороне нижележащих пластин с образованием между ними ячеек для установки труб 5. Дистанцирующие элементы 16 предпочтительно выполняют толщиной, составляющей не менее 0,03 диаметра трубы 5, и на внешних 9 и внутренних 10 ветвях труб 5 располагают по длине труб 5 предпочтительно с одинаковым шагом. Используют дистанцирующие элементы 16 в виде складчатых пластин с опорными участками, имеющими опорную поверхность в виде фрагмента цилиндрической поверхности, радиусом, составляющим не более 35 % диаметра трубы 5, или используют дистанцирующие элементы 16 в виде складчатых пластин с опорными участками, имеющими плоскую опорную поверхность (на чертежах не показано).
Способ изготовления теплообменного блока 8 теплообменного аппарата типа блочного или блочно-секционного регенеративного воздухоподогревателя 1 осуществляют следующим образом.
Способ предусматривает поэлементное выполнение на технологических постах заготовок обечаек 2 корпусов коллекторов подвода 3 и отвода 4 подогреваемого воздуха, труб 5 и трубных досок 6, элементов каркаса 7 блока 8, гибку труб 5 на трубогибочном оборудовании с получением четырехходовых изогнутых в горизонтальной плоскости труб 5 с двумя внешними 9 и двумя внутренними 10 прямолинейными ветвями и соединяющими их тремя коленами - двумя внешними 11 и одним внутренним 12. Трубы 5 изготавливают с последовательно изменяющимися длинами прямолинейных ветвей 9, 10 и колен 11, 12. Для каждого, преимущественно нечетного, ряда две трубы 5 изготавливают с гибами 19 длиной πR, где R - радиус трубы 5, которые выполняют у одной трубы на внутреннем колене 12, а у другой - на двух внешних коленах 11. Остальные трубы 5 для четных и нечетных рядов 15 выполняют с гибами 20 длиной πR/2, которые сопрягают прямолинейными вставками 21 последовательно изменяющейся длины. Для каждого ряда 15 две внутренние ветви 10 каждой последующей в ряду 15 трубы 5 с соединяющим их коленом 12 выполняют вписанными с внешней стороны в изгиб, образованный соответствующими ветвями 10 и соединяющим их коленом 12 предыдущей в этом ряду трубы 5. После изготовления изогнутых труб 5 их навешивают на устройство 22 для вертикального хранения с пространственной имеющей расположенные ярусами по высоте кронштейны 23 опорой 24 с рабочей шириной в плоскости навешивания, превышающей максимальное расстояние между осями внешних ветвей 9 изогнутых преимущественно крайней трубы 5 ряда 15, и рабочей высотой от кронштейна 23 нижнего яруса до основания 25 опоры 24, превышающей максимальную габаритную длину изогнутой трубы 5, навешиваемой на кронштейны 23 нижнего яруса.
Трубу 5 минимальной длины для каждого ряда 15 выполняют с длиной развертки lmin, составляющей не менее 0,75 длины развертки lmax трубы 5 максимальной длины в ряду 15. После изготовления изогнутых труб 5 производят их опрессовку, сборку коллекторов подвода 3 и отвода 4 воздуха с ввариванием в них трубных досок 6, монтаж каркаса 7 блока 8 и коллекторов подвода 3 и отвода 4 воздуха, набивку труб 5 и их повторную опрессовку совместно с коллекторами подвода 3 и отвода 4 воздуха в составе блока 8. Изогнутые трубы 5 изготавливают с расстоянием H между продольными осями внешних прямолинейных ветвей 9, составляющим (30-85)d, длиной прямолинейных ветвей l' и l'', составляющей соответственно (74-145)d и (100-135)d, где d - наружный диаметр трубы 5, [м]; l' - длина внешней прямолинейной ветви 9, [м]; l'' - длина внутренней прямолинейной ветви 10, [м]. Трубы 5 каждого ряда 15 изготавливают с суммарной длиной l'Σ и l''Σ прямолинейных внешних 9 и внутренних 10 ветвей, расположенных перпендикулярно потоку охлаждаемой среды, составляющей не менее 72% суммарной длины разверток LΣ труб 5 ряда 15, и суммарной длиной прямолинейных вставок 21 H'Σ и H''Σ трех колен 11, 12 труб 5 ряда 15, нагреваемая среда в которых расположена в противотоке с охлаждаемой средой, составляющей до 18% суммарной длины LΣ труб 5 ряда 15. Для каждого нечетного ряда изготавливают предпочтительно четное число труб 5, предпочтительно не менее двух и не более десяти, или для каждого четного ряда изготавливают предпочтительно нечетное число труб 5, предпочтительно не менее трех и не более девяти. При гибке труб 5 для ряда 15 с большим числом труб, чем в смежных рядах, прямолинейные вставки 21 колен 11, 12 выполняют длиной, изменяющейся от величины, равной 2а±10% [м], до величины, равной 2а(м-1)±10% [м]. Для смежных рядов с меньшим числом труб прямолинейные вставки 21 выполняют длиной, изменяющейся от величины, равной 2а±10% [м], до величины, равной а(2n-1)±10% [м], где а - шаг между осями одноименных прямолинейных ветвей 9, 10 смежных труб ряда, [м]; m - количество труб 5 в ряду 15 с большим числом труб 5, преимущественно четное число труб 5 в нечетных рядах; n - количество труб 5 в ряду 15 с меньшим числом труб, преимущественно нечетное число труб в четных рядах.
Используют устройство 22 для вертикального хранения труб 5, в котором расстояние между опорной поверхностью 26 кронштейна 23 каждого нижележащего яруса и нижней поверхностью 27 смежного по высоте вышележащего яруса превышает внешний диаметр труб 5, навешиваемых на кронштейны 23. Опорные кронштейны 23 в плоскости, нормальной к плоскости навешивания труб 5, располагают с превышением свободных их концов 28 над опорными 29 на величину, не меньшую 0,75d, где d - внешний диаметр навешиваемой трубы 5, и рабочим вылетом от опорного конца 29, составляющим до 75d, где d - внешний диаметр навешиваемой трубы 5.
Способ изготовления теплообменного блока теплообменного аппарата типа блочного или блочно-секционного регенеративного воздухоподогревателя, преимущественно четырехходового, осуществляют следующим образом.
Способ предусматривает установку каркаса 7 теплообменного блока 8 на стапель 30, установку обечаек 2 коллекторов подвода 3 и отвода 4 подогреваемого воздуха с вваренными в них трубными досками 6, установку между обечайками 2 панели вытеснителя 31 межтрубной среды с плоским участком 32, который располагают в плоскости наружных поверхностей трубных досок 6, соединение вытеснителя 31 с обечайками 2 и обечаек 2 с каркасом 7, после чего производят набивку блока 8 четырехходовыми теплообменными трубами 5, изогнутыми с образованием четырех ветвей 9, 10 и трех колен 11, 12, порядно снизу вверх. Каждую трубу 5 каждой внешней ветви 9 пропускают через отверстия дистанцирующих решеток (на чертежах не показано), которые фиксировано устанавливают на каркасе 7 блока 8. Внутренние ветви 10 теплообменных труб 5 первого ряда укладывают на гребенку 33, которую закрепляют на днище 34, а внутренние ветви 10 последующих рядов 15 разделяют дистанцирующими элементами 16. Входной и выходной концы труб 5 размещают соответственно в трубных досках 6 обечайки 2 коллектора подвода 3 и обечайки 2 коллектора отвода 4 подогреваемого воздуха. По окончании набивки закрепляют концы теплообменных труб 5 в трубных досках 6 и прикрепляют торцевую стенку 35 блока 8, не снимая блок со стапеля 30. Затем на обечайки 2 устанавливают и закрепляют крышки (на чертежах не показано) коллекторов подвода 3 и отвода 4 воздуха, или перед установкой торцевой стенки 35 каркас 7 отсоединяют и снимают со стапеля 30, а затем на обечайки 2 устанавливают крышки коллекторов подвода 3 и отвода 4 воздуха и закрепляют их.
Перед установкой торцевой стенки 35 сверху на каркас 7 устанавливают и закрепляют крышку (на чертежах не показано) блока 8. Обечайки 2 соединяют с каркасом 7 профилированными, например, гнутыми листами, а после соединения панели вытеснителя 31 с обечайками 2 приваривают к панели вытеснителя 31 горизонтальные и вертикальные элементы жесткости (на чертежах не показано), гребенки 33 под нижний ряд внутренних ветвей 10 теплообменных труб 5, а также дистанцирующие решетки для внешних ветвей 9 теплообменных труб 5 выставляют с помощью контрольных труб (на чертежах не показано), установленных в трубные доски 6. Порядную набивку теплообменными трубами 5 осуществляют, начиная с трубы 5, расположенной вблизи панели вытеснителя 31 межтрубной среды, дистанцирующую решетку закрепляют на каркасе 7 перпендикулярно продольным осям труб 5. При набивке трубами 5 дистанцирование между рядами 15 труб 5 в вертикальном направлении выполняют с помощью технологических удаляемых планок (на чертежах не показано). Дистанцирующие элементы 16 в виде складчатых пластин устанавливают и закрепляют так, что их опорные участки 17, 18 для одноименных труб 5 располагаются на одной вертикальной оси, при этом складчатые пластины прикрепляют к стойкам 36, установленным на каркасе 7. При закреплении теплообменных труб 5 в трубных досках 6 осуществляют вначале подвальцовку концов труб 5, сварку, а затем окончательную роликовую вальцовку. Обшивку торцевой стенки 35 блока 8, выполненную в виде листа штампованного, устанавливают гофрами наружу и соединяют с силовыми элементами в виде центральной стойки 37, укосин 38 и ребер 39.
Способ изготовления промежуточных 40 и/или верхнего 41 теплообменного блока теплообменного аппарата типа блочного или блочно-секционного регенеративного воздухоподогревателя осуществляют следующим образом.
Способ предусматривает поэлементное выполнение на технологических постах заготовок обечаек 2 корпусов коллекторов подвода 3 и отвода 4 подогреваемого воздуха, труб 5 и трубных досок 6, элементов каркаса 7 блока 8, гибку труб 5 на трубогибочном оборудовании с получением многоходовых плоскоизогнутых с последовательно изменяющимися параметрами ветвей 9, 10 и соединяющих их колен 11, 12, опрессовку изогнутых труб 5, сборку коллекторов подвода 3 и отвода 4 воздуха с ввариванием в них трубных досок 6, монтаж каркаса 7 блока 8 и коллекторов подвода 3 и отвода 4 воздуха, набивку пучка труб 5 и их повторную опрессовку совместно с коллекторами подвода 3 и отвода 4 воздуха в составе блока 8. Монтаж каркаса 7 блока 8 и коллекторов подвода 3 и отвода 4 воздуха производят на стапеле 30 путем установки на плиту 42 стапеля 30 имеющей стойки 43 и съемную верхнюю балку 44 портальной рамы 45, дополнительных стоек 46 со съемными балками 47, имеющими координатные элементы 48 с опорно-маячными вертикальными, выверенными по плоскости поверхностями для фиксации и контроля положения трубных досок 6 коллекторов подвода 3 и отвода 4 воздуха, дополнительных стоек 49 для технологической фиксации монтируемых стоек каркаса блока 40, 41. При монтаже коллекторов подвода 3 и отвода 4 воздуха производят технологическую фиксацию контура их торцев и пространственного положения корпуса каждого коллектора подвода 3 или отвода 4 воздуха с помощью координатно-опорных дисков 50, которые крепят с нижней стороны съемной верхней балки 44 портальной рамы 45 соосно центральным вертикальным осям коллекторов подвода 3 и отвода 4 воздуха. Съемные балки 47 устанавливают на дополнительных стойках 46 с возможностью технологического контакта верхней из балок 47 с внешней поверхностью верхнего приторцевого участка трубной доски 6, а нижней из балок 16 - с внешней поверхностью нижнего приторцевого участка трубной доски 6.
Портальную раму 14 располагают на плите 42 стапеля 30 в вертикальной плоскости, проходящей через центральные вертикальные оси монтируемых коллекторов подвода 3 и отвода 4 воздуха блока 40, 41. Стойки 43 портальной рамы 45 и их опорные части размещают вне габаритов монтируемого блока 40, 41 теплообменного аппарата. На дополнительных стойках 46 устанавливают, по крайней мере, одну промежуточную съемную балку 47 для фиксации и контроля положения трубных досок 6. Промежуточные съемные балки 47 располагают по высоте трубных досок 6 монтируемого блока 40, 41 предпочтительно эквидистантно. Координатные элементы 50 с опорно-маячными поверхностями, по крайней мере, на части съемных балок 47 устанавливают с разнесением по длине съемной балки 47. На каждой балке 47 устанавливают не менее четырех координатных элементов 50 с расположением, по крайней мере, каждой пары крайних из них в пределах трубной доски 6 монтируемого блока 40, 41. Координатные элементы 50 с опорно-маячными вертикальными поверхностями, выверенными по плоскости, закрепляют на съемных балках 47 с возможностью регулирования их положения.
Способ изготовления нижнего блока 51 теплообменного аппарата типа блочного или блочно-секционного регенеративного воздухоподогревателя осуществляют следующим образом.
Способ предусматривает поэлементное выполнение на технологических постах заготовок обечаек 2 корпусов коллекторов подвода 3 и отвода 4 подогреваемого воздуха, труб 5 и трубных досок 6, элементов каркаса блока 51, гибку труб 5 на трубогибочном оборудовании с получением многоходовых плоскоизогнутых с последовательно изменяющимися параметрами ветвей 9, 10 и соединяющих их колен 11, 12, опрессовку изогнутых труб 5, сборку коллекторов подвода 3 и отвода 4 воздуха с ввариванием в них трубных досок 6, монтаж каркаса блока 51 и коллекторов подвода 3 и отвода 4 воздуха, набивку пучка труб 5 и их повторную опрессовку совместно с коллекторами подвода 3 и отвода 4 воздуха в составе блока 51. Монтаж каркаса блока 51 и коллекторов подвода 3 и отвода 4 воздуха производят на стапеле 52 путем установки на двухуровневую плиту 53 стапеля 52 имеющей стойки 43 и съемную верхнюю балку 44 портальной рамы 45, дополнительных стоек 46 со съемными балками 47, имеющими координатные элементы 48 с опорно-маячными вертикальными, выверенными по плоскости поверхностями для фиксации и контроля положения трубных досок 6 коллекторов подвода 3 или отвода 4 воздуха, дополнительных стоек 49 для технологической фиксации монтируемых стоек каркаса блока 51. При монтаже коллекторов подвода 3 и отвода 4 воздуха производят технологическую фиксацию контура их торцев и пространственного положения корпуса каждого коллектора подвода 3 или отвода 4 воздуха с помощью координатно-опорных дисков 50, которые крепят с нижней стороны съемной верхней балки 44 портальной рамы 45 соосно центральным вертикальным осям коллекторов подвода 3 и отвода 4 воздуха. Более высокий участок 54 плиты 53 стапеля 52 выполняют с превышением над опорной поверхностью остальной части плиты 53, соответствующим высоте дополнительных нижних опор 55 нижнего блока 51 аппарата. Стойки 43 портальной рамы 45 выполняют высотой, превышающей суммарную высоту нижнего блока 51 аппарата и его дополнительных нижних опор 55 на величину, соответствующую высотному интервалу между нижней контурной контактной поверхностью координатно-опорного диска 50 и верхней поверхностью опирания съемной верхней балки 44 портальной рамы 45 на стойку 43.
Портальную раму 45 располагают на плите 53 стапеля 52 в вертикальной плоскости, проходящей через центральные вертикальные оси монтируемых коллекторов подвода 3 и отвода 4 воздуха блока. Стойки 43 портальной рамы 45 и их опорные части размещают вне габаритов монтируемого блока 51 теплообменного аппарата. Коллектора подвода 3 и отвода 4 воздуха блока монтируют в зоне расположения более высокого участка 54 плиты 53 стапеля 52, который выполняют предпочтительно прямоугольным в плане с осевым размером вдоль продольной оси блока 51, не меньшим соответствующего осевого размера проекции каждого из коллекторов подвода 3 или отвода 4 воздуха в плане, а в поперечном направлении не менее расстояния между крайними внешними наиболее удаленными друг от друга точками проекции в плане обоих коллекторов подвода 3 или отвода 4 воздуха блока. Для возможности фиксации и контроля положения трубных досок коллекторов подвода 3 и отвода 4 воздуха съемные балки 47 устанавливают на дополнительных стойках 49 с возможностью технологического контакта верхней из балок 47 с внешней поверхностью верхнего приторцевого участка трубной доски 6, а нижней из балок 47 - с внешней поверхностью нижнего приторцевого участка трубной доски 6, предпочтительно на дополнительных стойках 49 устанавливают, по крайней мере, одну промежуточную съемную балку 47 для фиксации и контроля положения трубных досок 6. Промежуточные съемные балки 47 располагают по высоте трубных досок 6 монтируемого блока 51 предпочтительно эквидистантно, координатные элементы 48 с опорно-маячными поверхностями, по крайней мере, на части съемных балок 47 устанавливают с разнесением по длине съемной балки 47. На каждой балке 47 устанавливают не менее четырех координатных элементов 48 с расположением, по крайней мере, каждой пары крайних из них в пределах трубной доски 6 монтируемого блока 51. Координатные элементы 48 с опорно-маячными вертикальными поверхностями, выверенными по плоскости, закрепляют на съемных балках 47 с возможностью регулирования их положения.
Способ изготовления коллектора подвода или коллектора отвода теплообменного блока теплообменного аппарата типа блочного или блочно-секционного регенеративного воздухоподогревателя осуществляют следующим образом.
Способ предусматривает раскрой металлических листов для изготовления обечаек 2 с последующей гибкой и сваркой по форме корпуса коллектора подвода 3 или отвода 4 воздуха, преимущественно в виде цилиндра, выполнение в нем проема 13 под трубную доску 6 с конфигурацией кромок, очерченных преимущественно по контуру цилиндрического прямоугольника с высотой, составляющей 0,72÷0,95 от высоты коллектора подвода 3 или отвода 4 воздуха в блоке, и угловой шириной, составляющей 0,07÷0,25 от периметра поперечного сечения обечайки 2 коллектора подвода 3 или отвода 4 воздуха, раскрой и изготовление трубной доски 6 с разделкой кромок и выполнением в ней отверстий 14, образующих трубное поле, площадь которого составляет 0,52÷0,81 от общей площади фронтальной поверхности трубной доски 6, и вваривание трубной доски 6 в проем 13 обечайки 2 коллектора подвода 3 или отвода 4 воздуха с размещением торцевых кромок проема в пределах ширины контактирующих с ним торцев трубной доски 6. По крайней мере, кромки трубной доски 6 выполняют трехгранными. Одну из граней 56 выполняют с образованием в поперечном сечении опорного участка без скоса, другую грань 57 выполняют со скосом, образующим с опорным участком 56 угол α=(22-29)°, а третью грань 58 выполняют со скосом, образующим с опорным участком 56 угол β=(25-35)°.
Трехгранные кромки трубной доски 6 выполняют с толщиной опорного участка 56 без скоса, составляющей 4,5-8,5% от общей толщины пластины, грань 57 со скосом под углом α=(22-29)° выполняют толщиной, составляющей 5,9-12,5% от общей толщины пластины, а грань 58 со скосом под углом β=(25-35)° выполняют толщиной, составляющей 79-89,6% от общей толщины пластины.
Отверстия 14 в трубной доске 6 располагают горизонтальными рядами 15 с чередованием четного и нечетного числа отверстий 14 в смежных рядах по высоте трубной доски 6 и со смещением их в смежных рядах на 0,4-0,6 величины шага в ряду 15. Число рядов отверстий 14 по высоте трубной доски 6 выполняют преимущественно нечетным, при этом в каждом нечетном ряду выполняют на одно отверстие 14 больше, чем в каждом четном, при этом число нечетных рядов выполняют преимущественно на один больше, чем четных.
Корпус коллектора подвода 3 или отвода 4 воздуха выполняют круглоцилиндрическим с внутренним диаметром предпочтительно 650÷1200 мм. Корпус коллектора подвода 3 или отвода 4 воздуха оснащают ступеньками для обслуживания и ремонта участков теплообменных труб, по крайней мере, в зоне присоединения их к трубной доске 6, при этом ступеньки располагают преимущественно на внутренней стороне корпуса и выполняют предпочтительно в виде скоб. При изготовлении коллектора подвода 3 или коллектора отвода 4 воздуха нижнего теплообменного блока 51 корпус коллектора подвода 3 или отвода 4 воздуха выполняют с люком-лазом (на чертежах не показано), который выполняют в боковой стенке корпуса коллектора подвода 3 или отвода 4 воздуха и снабжают съемной или откидной крышкой 59. Для выполнения люка-лаза в боковую стенку корпуса вваривают патрубок диаметром, составляющим 0,5÷0,95 диаметра корпуса коллектора подвода 3 или отвода 4 воздуха, а крышку 59 выполняют в виде плоской заглушки или криволинейной, преимущественно двоякой кривизны оболочки, или люк-лаз выполняют в нижнем торце корпуса и закрывают крышкой 59, которую выполняют с возможностью поворота предпочтительно в плоскости расположения нижнего торца корпуса или в параллельной ей плоскости для открывания люка-лаза.
Технологический комплекс оборудования для изготовления теплообменных блоков теплообменных аппаратов типа блочных или блочно-секционных регенеративных воздухоподогревателей содержит технологически связанные пост изготовления трубных досок 6 (на чертежах не показано) пост изготовления обечаек 2 корпусов коллекторов подвода 3 и отвода 4 воздуха (на чертежах не показано), пост гибки труб 5 (на чертежах не показано) и пост сборки теплообменных блоков 40, 41, 51 (на чертежах не показано). Пост гибки труб 5 технологически связан с постом сборки теплообменных блоков 40, 41, 51 не менее чем одним стационарным или перемещаемым устройством 22 для раздельного по типоразмерам вертикального хранения изогнутых труб 5 пучка до их набивки в блок. Пост гибки труб 5 содержит трубогибочный станок (на чертежах не показано), устройство (на чертежах не показано) для подачи к нему в зону гиба труб 5 и дорна со штангой, а также выставленные по плоскости направляющие для обеспечения перемещений при гибах 19, 20 прямолинейных ветвей 9, 10 многоходовой изгибаемой трубы 5 в одной плоскости. Пост сборки теплообменных блоков 40, 41, 51 содержит не менее двух стапелей 30, 52, по крайней мере, один 30 из которых выполнен для сборки верхнего 41 и промежуточных 40 блоков, и не менее чем один 52 - для сборки нижнего блока 51 блочного или блочно-секционного теплообменного аппарата.
Каждый из стапелей 30, 52 снабжен регулируемо-фиксирующим пространственное и взаимное расположение корпусов коллекторов подвода 3 и отвода 4 воздуха портальной рамой 45 со съемной портальной балкой 47 с прикрепленными к ней с нижней стороны соосно с осями корпусов коллекторов подвода 3 и отвода 4 воздуха координатно-опорными дисками 50 и устройством (на чертежах не показано) для выставления и фиксации в проектном положении трубных досок 6 в обечайке 2 корпуса каждого из коллекторов подвода 3 или отвода 4 воздуха.
Пост изготовления трубных досок 6 включает плаз и режущее оборудование для раскроя заготовок для трубных досок, технологическое оборудование для разделки кромок, включающее, по крайней мере, один строгальный и/или фрезерный станок, транспортную систему для перемещений заготовок, обрабатываемых и/или с подготовленными под сварку кромками трубных досок 6 в зону выполнения отверстий 14 под трубы 5, а также станок для выполнения системы отверстий 14 под трубы 5 с программным обеспечением процессов координации размещения, последовательности и режимов выполнения отверстий 14 под трубы 5.
Пост изготовления обечаек 2 корпусов коллекторов подвода 3 и отвода 4 воздуха включает плаз для раскроя металлических листов для заготовок обечаек 2 корпусов коллекторов подвода 3 и отвода 4 воздуха, строгальное оборудование для разделки кромок заготовок под сварку, приспособление для гибки заготовок, сварки кромок и выполнения проема 13 под трубную доску 6.
Плаз для раскроя заготовок для трубных досок 6, по крайней мере, частично совмещен с плазом для раскроя металлических листов для заготовок обечаек 2 корпусов коллекторов подвода 3 и отвода 4 воздуха или, по крайней мере, выполнен с возможностью раскроя на нем также металлических листов для заготовок обечаек 2 корпусов коллекторов подвода 3 и отвода 4 воздуха.
Стапель 30 для сборки верхнего 41 и промежуточных 40 теплообменных блоков содержит установленную на раме одноуровневую плиту 42 для размещения на единой отметке, сборки и монтажа элементов каркаса и коллекторов подвода 3 и отвода 4 воздуха монтируемого блока 40, 41, а также установленные на плите 42 портальную раму 45 со съемной верхней балкой 44 и дополнительные стойки 49 со съемно смонтированными на них координатно-фиксирующими элементами 48 для технологической фиксации корпусов коллекторов подвода 3 или отвода 4 воздуха, монтируемых в них трубных досок 6, стоек 36, балок и панелей каркаса 7 блока 40, 41, а также внутренних элементов каркаса для опорной фиксации дистанцирующих элементов 16 пучка теплообменных труб 5. Стапель 52 для сборки нижнего теплообменного блока 51 содержит установленные на раме плиту нижнего уровня 60 для размещения каркаса корпуса блока 40, 41 с нижними опорами 55 и установленную с превышением над этой плитой на величину высоты нижних опор 55 блока 51 плиту верхнего уровня 61 для опирания монтируемых корпусов блока 51 на единой отметке с уровнем днища 34 блока 51, а также установленные на плите 53 портальную раму 45 со съемной верхней балкой 44 и дополнительные стойки 46 со съемно смонтированными на них координатно-фиксирующими элементами 48 для технологической фиксации корпусов коллекторов подвода 3 или отвода 4 воздуха, монтируемых в них трубных досок 6, стоек 36, балок и панелей каркаса 7 блока 51, а также внутренних элементов каркаса 7 для опорной фиксации дистанцирующих элементов 16 пучка теплообменных труб 5.
Стапель 30 для сборки теплообменного блока теплообменного аппарата типа блочного или блочно-секционного регенеративного воздухоподогревателя содержит установленную на раме плиту 42 для сборки и монтажа, по крайней мере, каркаса 7 блока 8 с объединенными вытеснителем 31 межтрубной теплообменной среды и имеющими установленные в цилиндрических корпусах трубные доски 6 коллекторами подвода 3 и отвода 4 воздуха, установленные на плите 42 образующие портальную раму 45 пару стоек 43 со съемной верхней портальной балкой 44, дополнительную пару стоек 46 с установленными на них ярусами в пределах высоты трубных досок 6 съемными балками 47, имеющими регулируемо закрепленные на них координатные элементы 48 с опорно-маячными вертикальными поверхностями, выверенными по плоскости и предназначенными для фиксации и контроля положения трубных досок 6 коллекторов подвода 3 и отвода 4 воздуха блока, и установленные парами по длине стапеля 30 дополнительные стойки 49 для технологической фиксации монтируемых стоек каркаса 7 блока 8. Портальная балка 44 имеет установленные по ее длине две пары опорных устройств 62, крайние из которых расположены соосно осям стоек 43 портальной рамы 45, а расположенные между ними опорные устройства 62 средней пары установлены соосно центральным вертикальным осям коллекторов подвода 3 и отвода 4 воздуха, и каждое из них снабжено прикрепленным к нему с нижней стороны портальной балки 44 координатно-опорным диском 50 для технологической фиксации контура торцев и пространственного положения корпуса соответствующего коллектора подвода 3 или отвода 4 воздуха в процессе сборки и монтажа блока 8. Портальная рама 45 расположена на плите 42 стапеля 30 в вертикальной плоскости, проходящей через центральные вертикальные оси коллекторов подвода 3 и отвода 4 воздуха блока, а ширина плиты 42 стапеля 30 принята из условия размещения стоек 43 портальной рамы 45 и их опорных частей вне габаритов монтируемого блока 8.
Верхняя съемная балка 47 установлена на дополнительных стойках 46 с возможностью технологического контакта с внешней поверхностью верхнего приторцевого участка трубной доски 6, нижняя съемная балка (на чертежах не показано) установлена на дополнительных стойках 46 с возможностью технологического контакта с внешней поверхностью нижнего приторцевого участка трубной доски 6. Число ярусов съемных балок 47 составляет не менее трех, причем балка промежуточного яруса (на чертежах не показано) или балки промежуточных ярусов (на чертежах не показано) расположены по высоте трубных досок 6 предпочтительно эквидистантно. Координатные элементы 48 с опорно-маячными поверхностями, по крайней мере, на части ярусов разнесены по длине съемной балки 47 и выполнены числом не менее четырех, причем они распределены по длине балки 47 с расположением, по крайней мере, каждой пары крайних из них в пределах трубной доски 6, а не менее трех координатных элементов 48 с опорно-маячными поверхностями расположены в зоне, примыкающей к вытеснителю 31 межтрубной теплообменной среды.
Стапель 52 для сборки опорного теплообменного блока 51 теплообменного аппарата типа блочного или блочно-секционного регенеративного воздухоподогревателя содержит установленную на раме плиту 53 для сборки и монтажа, по крайней мере, каркаса 7, имеющего дополнительные нижние опоры 55 блока 51 с объединенными вытеснителем 31 межтрубной теплообменной среды и имеющими установленные в цилиндрических корпусах трубные доски 6 коллекторами подвода 3 и отвода 4 воздуха, установленные на плите 53 образующие портальную раму 45 пару стоек 43 со съемной верхней портальной балкой 44, дополнительную пару стоек 46 с установленными на них ярусами в пределах высоты трубных досок 6 съемными балками 47 для фиксации и контроля положения трубных досок 6 коллекторов подвода 3 и отвода 4 воздуха блока 51, и установленные парами по длине стапеля 52 дополнительные стойки 49 для технологической фиксации монтируемых стоек 36 каркаса 7 блока 51. Портальная балка 45 имеет установленные по ее длине две пары опорных устройств 62, крайние из которых расположены соосно осям стоек 43 портальной рамы 45, а расположенные между ними опорные устройства 62 средней пары установлены соосно центральным вертикальным осям коллекторов подвода 3 или отвода 4 воздуха, и каждое из них снабжено прикрепленным к нему с нижней стороны портальной балки 45 координатно-опорным диском 50 для технологической фиксации контура торцев и пространственного положения корпуса соответствующего коллектора подвода 3 или отвода 4 воздуха в процессе сборки и монтажа блока 51. Плита 53 стапеля 52 выполнена двухуровневой с расположением более высокого предпочтительно прямоугольного в плане участка 54 в зоне размещения портальной рамы 45, осевой размер которого вдоль продольной оси блока 51 принят не менее соответствующего осевого размера проекции каждого из коллекторов подвода 3 или отвода 4 воздуха в плане, а в поперечном направлении не менее расстояния между крайними внешними наиболее удаленными друг от друга точками проекции в плане обоих коллекторов подвода 3 и отвода 4 воздуха блока 51, а превышение опорной поверхности этого участка 54 над опорной поверхностью остальной части плиты 53 стапеля 52 соответствует высоте дополнительных нижних опор 55 блока 51.
Портальная рама 45 расположена на плите 53 стапеля 52 в вертикальной плоскости, проходящей через центральные вертикальные оси коллекторов подвода 3 и отвода 4 воздуха блока 51, а ширина плиты 53 стапеля 52 принята из условия размещения стоек 43 портальной рамы 45 и их опорных частей вне габаритов монтируемого блока 51. Высота стоек 43 портальной рамы 45 принята превышающей суммарную высоту блока 51 и его дополнительных нижних опор 55 на величину, соответствующую высотному интервалу между нижней контурной контактной поверхностью координатно-опорного диска 50 и верхней поверхностью опирания портальной балки 45 на стойку 43.
Установленные ярусами на дополнительных стойках 46 съемные балки 47 снабжены регулируемо закрепленными на них координатными элементами 48 с опорно-маячными вертикальными поверхностями, выверенными по плоскости. Верхняя съемная балка 47 установлена на дополнительных стойках 46 с возможностью технологического контакта с внешней поверхностью верхнего приторцевого участка трубной доски 6, нижняя съемная балка установлена на дополнительных стойках 46 с возможностью технологического контакта с внешней поверхностью нижнего приторцевого участка трубной доски 6. Число ярусов съемных балок 47составляет не менее трех, при этом балка промежуточного яруса или балки промежуточных ярусов расположены по высоте трубных досок 6 предпочтительно эквидистантно. Координатные элементы 48 с опорно-маячными поверхностями, по крайней мере, на части ярусов разнесены по длине съемной балки 47 и выполнены числом не менее четырех, причем они распределены по длине балки 47 с расположением, по крайней мере, каждой пары крайних из них в пределах трубной доски 6. Не менее трех координатных элементов 48 с опорно-маячными поверхностями расположены в зоне, примыкающей к вытеснителю 31 межтрубной теплообменной среды.
Устройство 22 для вертикального хранения преимущественно четырехветвевых изогнутых труб 5, состоящих из прямолинейных ветвей 9, 10 и колен 11, 12 с гибами 19, 20, преимущественно сопряженными прямолинейными вставками 21, содержит вертикальную опору 24 с образующими многоярусную систему опорными кронштейнами 23 для навешивания изогнутых труб 5 разных типоразмеров, соответствующих, по крайней мере, диапазону от минимального до максимального размера в ряду 15 пучка труб 5 теплообменного блока 8. В плоскости навешивания труб 5 кронштейны 23 образуют две группы, в пределах каждой из которых кронштейны 23 в указанной плоскости, расположенные в нижнем ярусе, выполнены преимущественно в виде одиночного стержня 63, а кронштейны 23 каждого из последующих по высоте ярусов выполнены в виде, по крайней мере, пары стержней 63 с нарастанием в каждом последующем по высоте яруса расстояния между их осями в этой плоскости на величину, соответствующую двойному шагу ветвей 9, 10 труб 5 в ряду 15 пучка. Вертикальная опора 24 снабжена дополнительными ограничительными кронштейнами 64, расположенными по высоте опоры 24 преимущественно в нижней ее половине, а по горизонтали - в интервалах между одноименными ветвями 9, 10 смежных по типоразмерам навешиваемых труб 5. Наибольшая ширина в плане ограничительного кронштейна 64 принята меньшей расстояния в свету между одноименными ветвями 9, 10 труб 5, навешиваемых на кронштейны 8 смежных по высоте ярусов 63.
Опора 24 выполнена пространственной, преимущественно прямоугольной в плоскости навешивания с рабочей шириной в этой плоскости, превышающей максимальное расстояние между осями внешних ветвей 9 изогнутой преимущественно крайней трубы 5 ряда 15, с рабочей высотой от кронштейна 8 нижнего яруса до основания 25 опоры 24, превышающей максимальную габаритную длину изогнутой трубы 5, навешиваемой на кронштейн 23 нижнего яруса. Расстояние между опорной поверхностью 26 кронштейна 23 каждого нижележащего яруса и нижней поверхностью 27 смежного по высоте вышележащего яруса принято превышающим внешний диаметр труб 5, навешиваемых на кронштейны 23.
Опорные кронштейны 23 выполнены предпочтительно из трубчатых стержневых элементов 63, свободные концевые участки 28 опорных кронштейнов 23 выполнены каждый с волнообразным изгибом в вертикальной плоскости, с превышением вершины волнообразного изгиба над примыкающим к нему линейным участком опорного кронштейна 23. Опорные кронштейны 23 в плоскости, нормальной к плоскости навешивания труб 5, расположены с превышением свободного его конца 28 над опорным 29 на величину, не меньшую 0,75d, где d - внешний диаметр навешиваемой трубы 5, с рабочим вылетом от опорного конца 29, составляющим до 75d, где d - внешний диаметр навешиваемой трубы 5.
Опорные кронштейны 23, прикрепленные к вертикальной опоре 24 с одной ее стороны, предназначены для навешивания изогнутых труб 5 одного ряда 15 и/или одноименных рядов пучка, например нечетных. Число ярусов кронштейнов 23, прикрепленных с одной стороны вертикальной опоры 24, соответствует числу труб 5 в соответствующем ряду 15 пучка.
Устройство 22 снабжено дополнительной системой опорных 65 и ограничительных 66 кронштейнов, прикрепленных в одноименных зонах с противоположной стороны вертикальной опоры 24. Число ярусов дополнительных опорных кронштейнов 65 соответствует числу труб 5 в ряду 15 или в одноименных рядах, например четных, смежных с рядом или рядами труб, навешиваемых на основные опорные кронштейны 23. Ограничительные кронштейны 64, 66 выполнены в виде изогнутых стержней с приподнятой или горизонтальной, или наклонной вниз верхней ветвью.
Основание 25 опоры 24 выполнено преимущественно рамным, с габаритными размерами, превышающими ширину вертикальной опоры 24 в плоскости навешивания труб 5 и максимальный рабочий вылет, по крайней мере, опорных кронштейнов 23 в плоскости, нормальной к плоскости навешивания. Вертикальная опора 24 дополнительно прикреплена к основанию 25 подкосами 67.
Устройство 22 для вертикального хранения преимущественно четырехветвевых изогнутых труб 5, состоящих из прямолинейных ветвей 9, 10 и колен 11, 12 с гибами 19, 20, преимущественно сопряженными прямолинейными вставками 21, содержит вертикальную опору 24 с образующими многоярусную систему опорными кронштейнами 23 для навешивания изогнутых труб 5 разных типоразмеров, соответствующих, по крайней мере, диапазону от минимального до максимального размера в ряду 15 пучка труб 5 теплообменного блока 8. В плоскости навешивания труб кронштейны 23 образуют две группы, в пределах каждой из которых кронштейны 23 минимальной ширины в указанной плоскости расположены в нижнем ярусе, а кронштейны 23 каждого из последующих по высоте ярусов выполнены с нарастанием ширины в этой плоскости на величину, соответствующую длине расположенного между гибами 19, 20 прямолинейного участка 21 опирающегося на кронштейн 23 колена 11 навешиваемой трубы 5. Опора 24 выполнена с рабочей высотой от кронштейна 23 нижнего яруса до основания 25 опоры 24, превышающей максимальную габаритную длину изогнутой трубы 5, навешиваемой на кронштейн 23 нижнего яруса.
Опора 24 выполнена пространственной, преимущественно прямоугольной в плоскости навешивания с рабочей шириной в этой плоскости, превышающей максимальное расстояние между осями внешних ветвей 9 изогнутой преимущественно крайней трубы 5 ряда 15. Основание 25 опоры 24 выполнено преимущественно рамным, с габаритными размерами, превышающими ширину вертикальной опоры 24 в плоскости навешивания труб 5 и максимальный рабочий вылет, по крайней мере, опорных кронштейнов 23 в плоскости, нормальной к плоскости навешивания. Вертикальная опора 24 дополнительно прикреплена к основанию 25 подкосами 67.
Опорные кронштейны 23 в плоскости, нормальной к плоскости навешивания труб 5, расположены с превышением свободного его конца 28 над опорным 29 на величину, не меньшую 0,75 d, где d - внешний диаметр навешиваемой трубы 5, и выполнены с рабочим вылетом от опорного конца 29, составляющим до 75 d, где d - внешний диаметр навешиваемой трубы 5. Расстояние между опорной поверхностью 26 кронштейна 23 каждого нижележащего яруса и нижней поверхностью 27 смежного по высоте вышележащего яруса принято превышающим внешний диаметр труб 5, навешиваемых на кронштейн 23.
Вертикальная опора 24 снабжена дополнительными ограничительными кронштейнами 66, расположенными по высоте опоры 24 преимущественно в нижней ее половине, а по горизонтали - в интервалах между одноименными ветвями 9, 10 смежных по типоразмерам навешиваемых труб 5. Наибольшая ширина в плане ограничительного кронштейна 64 принята меньшей расстояния в свету между одноименными ветвями 9, 10 труб 5, навешиваемых на кронштейны 23 смежных по высоте ярусов.
Опорные кронштейны 23, прикрепленные к вертикальной опоре 24 с одной ее стороны, предназначены для навешивания изогнутых труб 5 одного ряда 15 и/или одноименных рядов пучка, например нечетных. Число ярусов кронштейнов, прикрепленных с одной стороны вертикальной опоры 24, соответствует числу труб 5 в соответствующем ряду 15 пучка.
Устройство 22 снабжено дополнительной системой опорных 65 и ограничительных 66 кронштейнов, прикрепленных в одноименных зонах с противоположной стороны вертикальной опоры 24. Число ярусов дополнительных опорных кронштейнов 65 соответствует числу труб 5 в ряду 15 или в одноименных рядах, например четных, смежных с рядом или рядами труб, навешиваемых на основные опорные кронштейны 23.
Опорные кронштейны 23 выполнены сплошными по ширине, преимущественно в виде профилированного или штампованного листа.
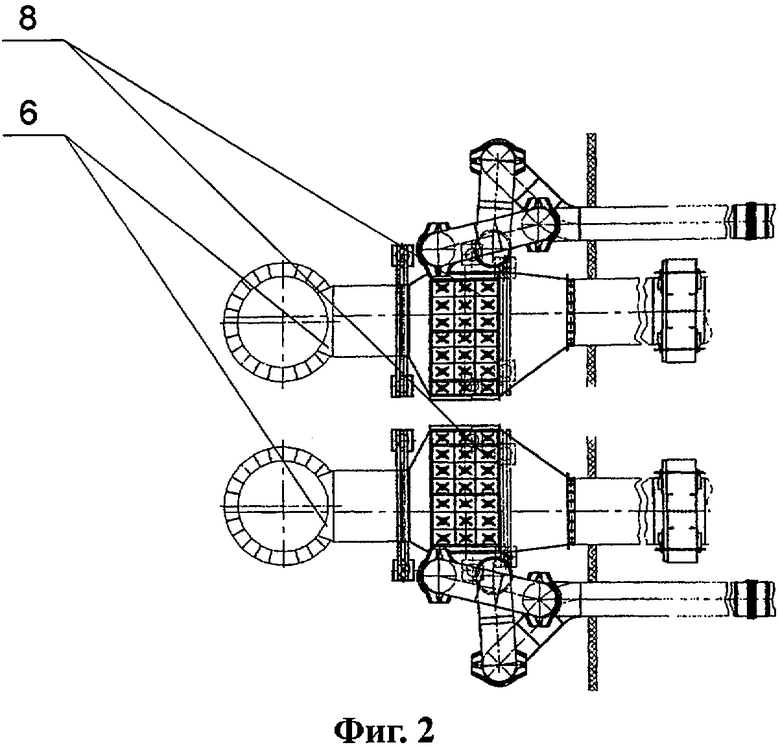
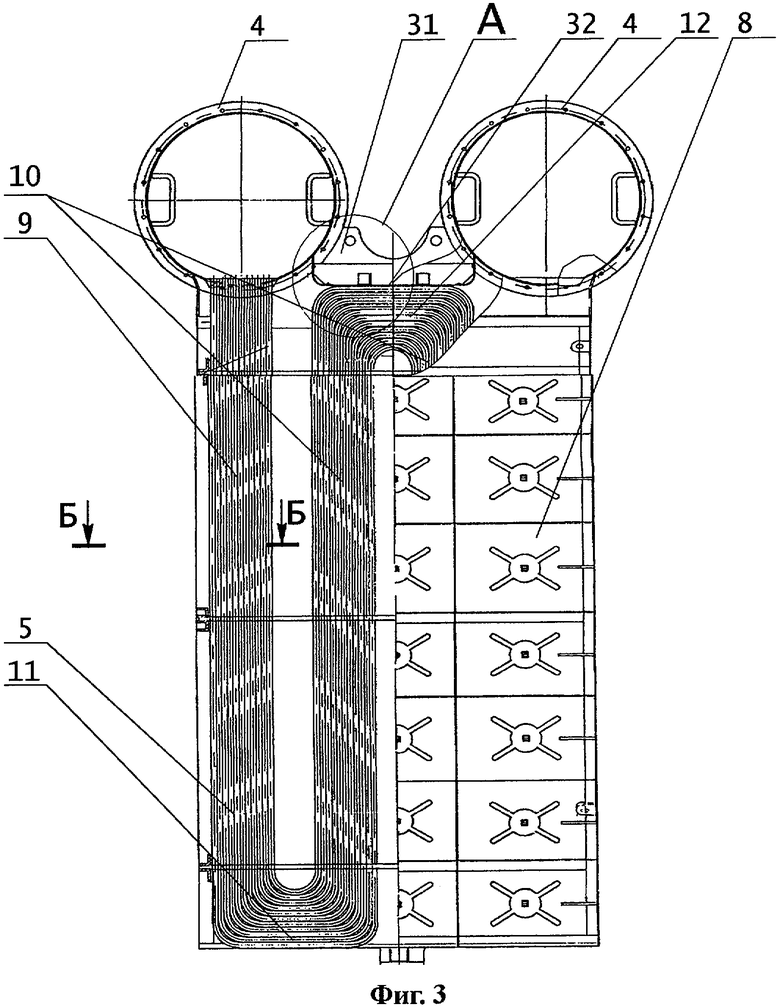

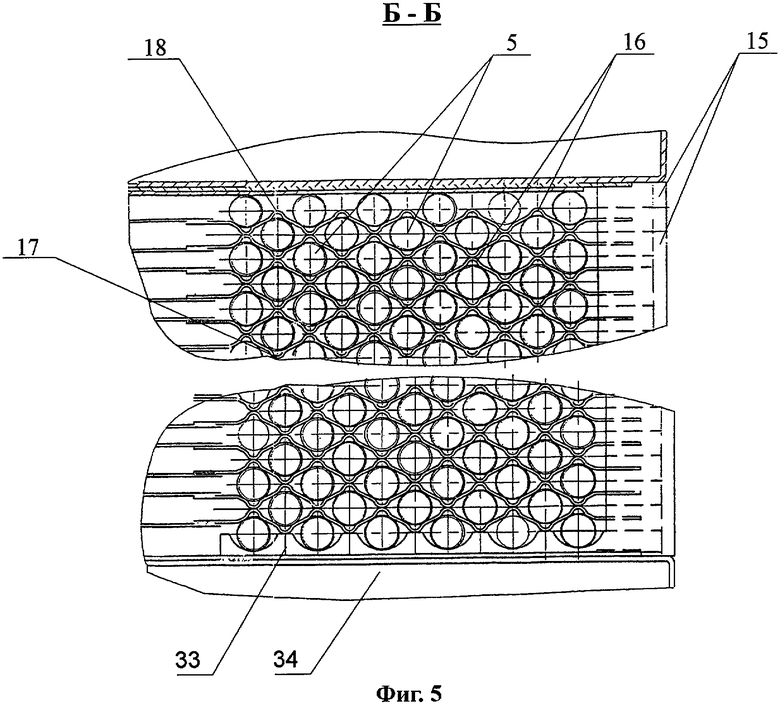
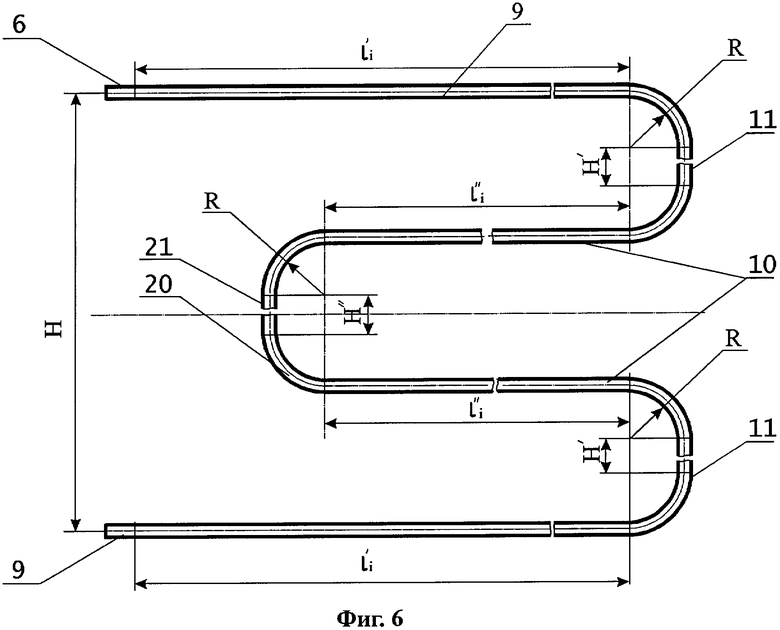
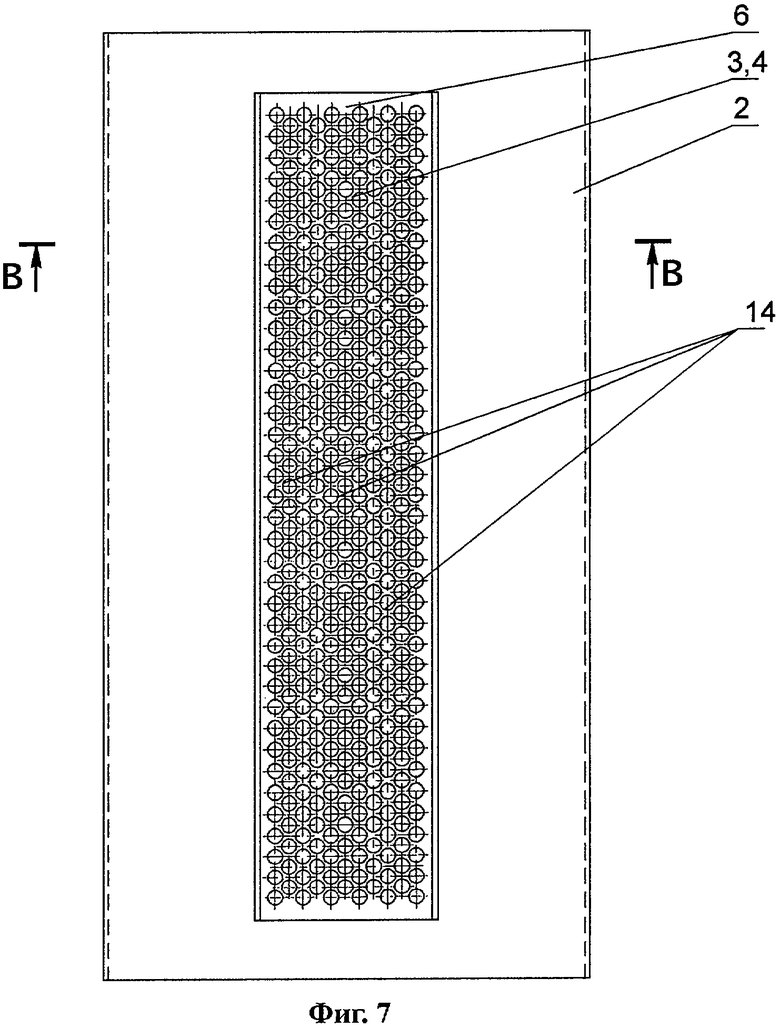

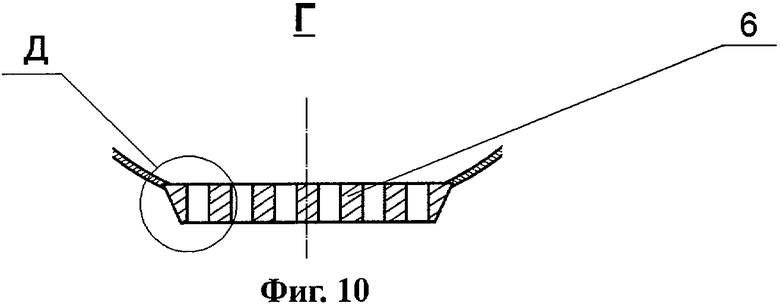

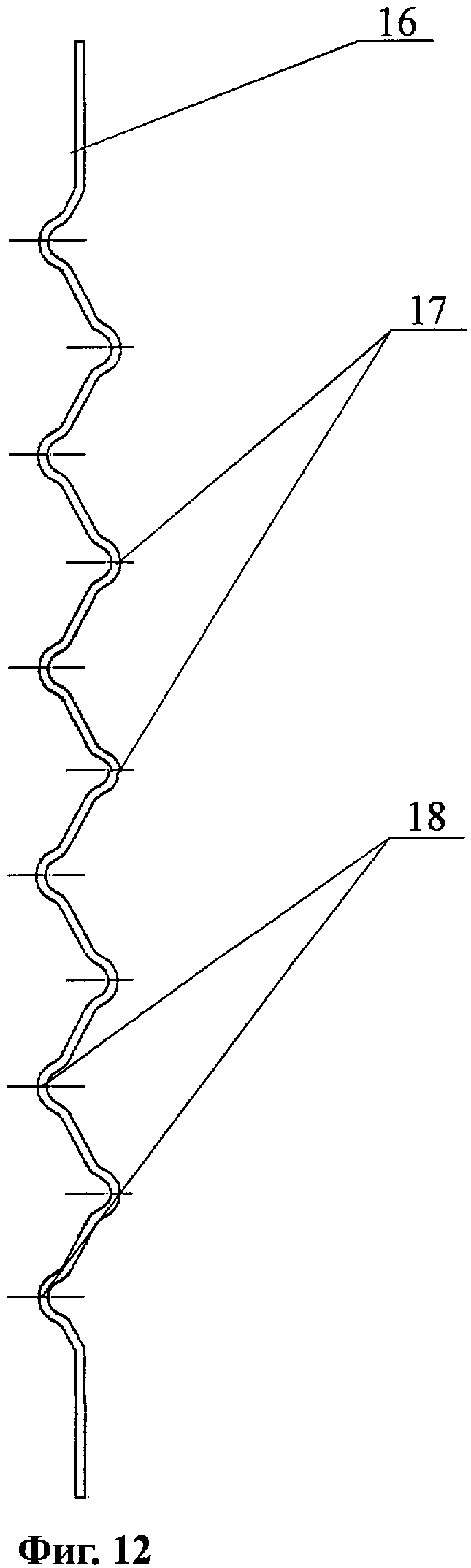
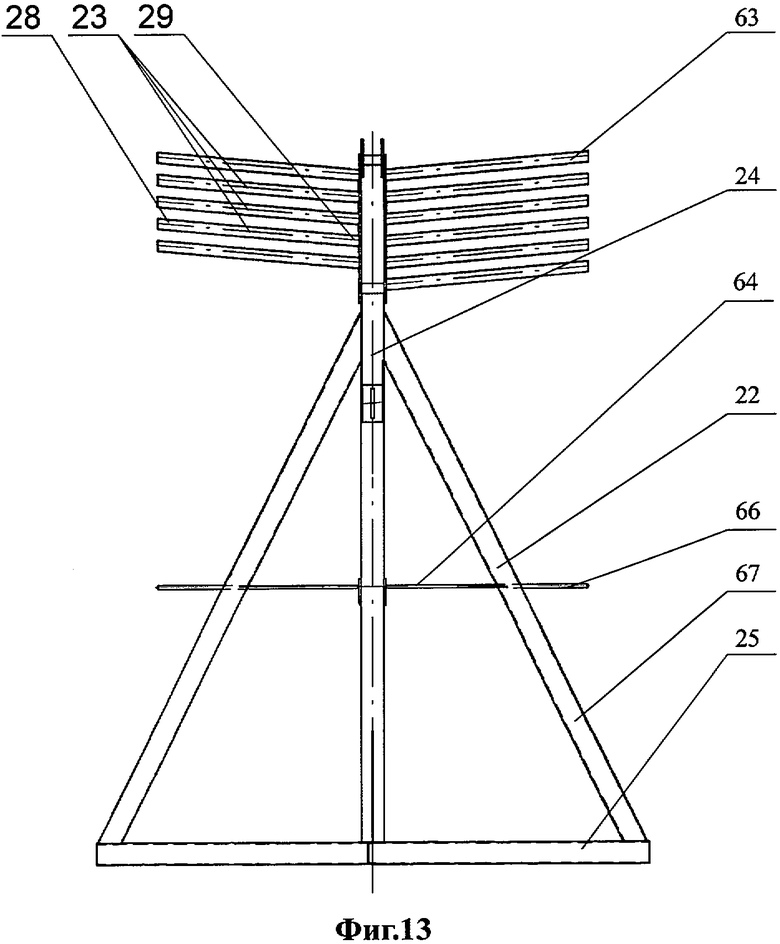
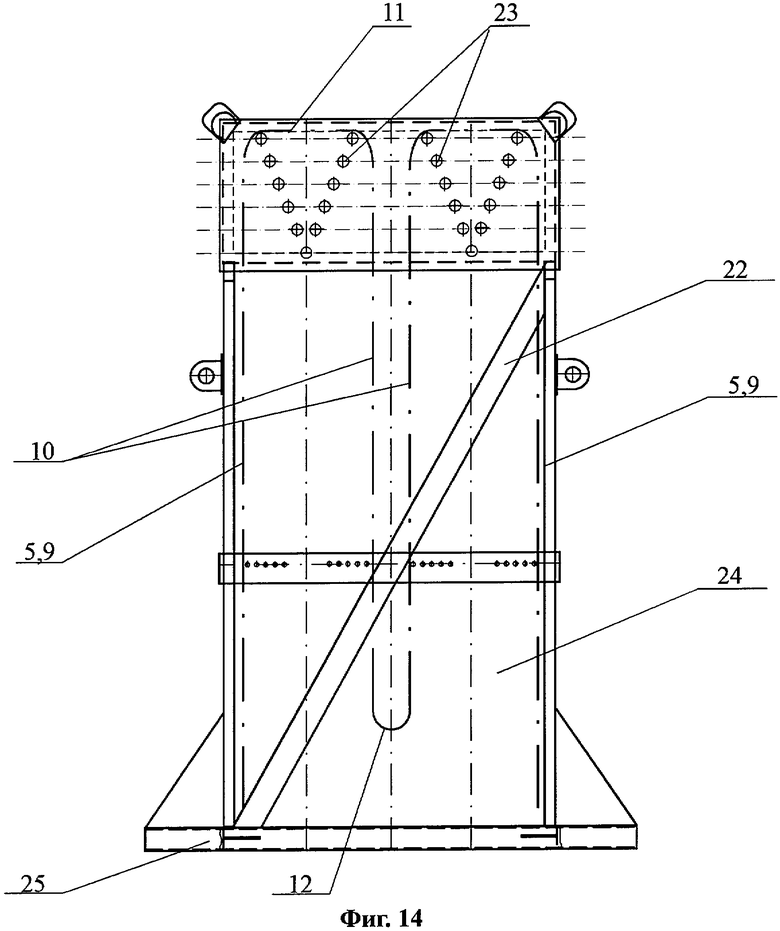

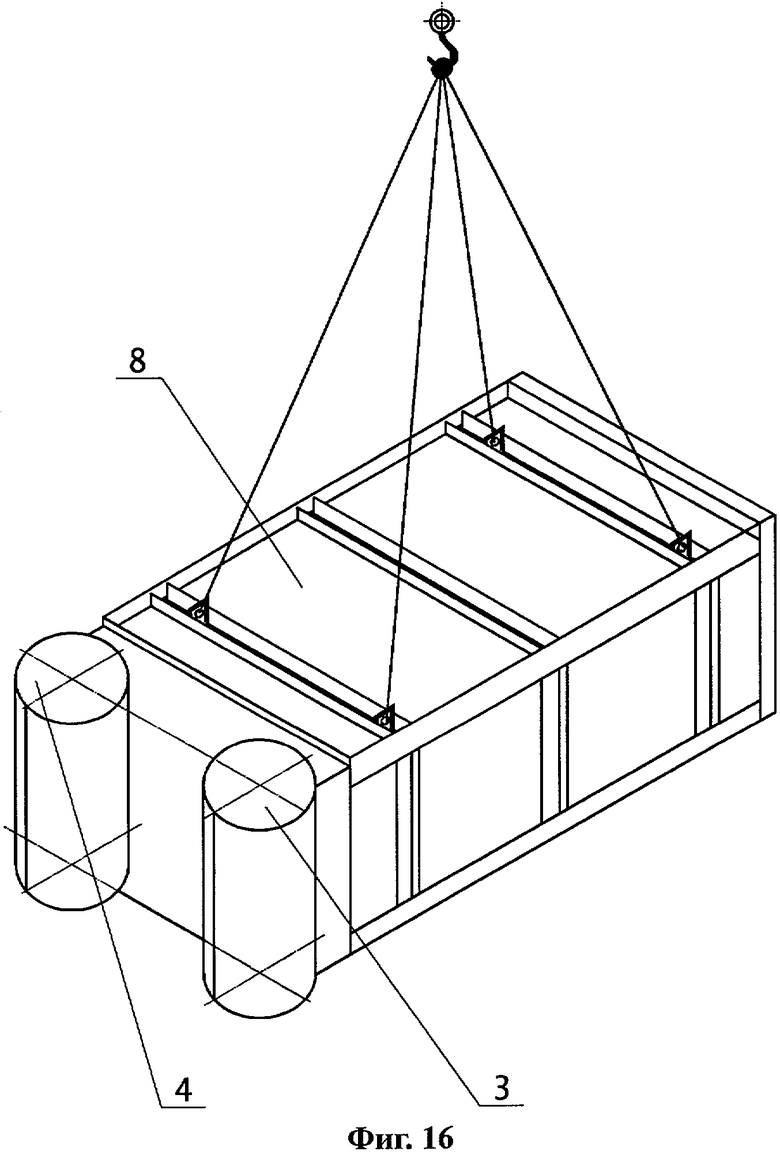
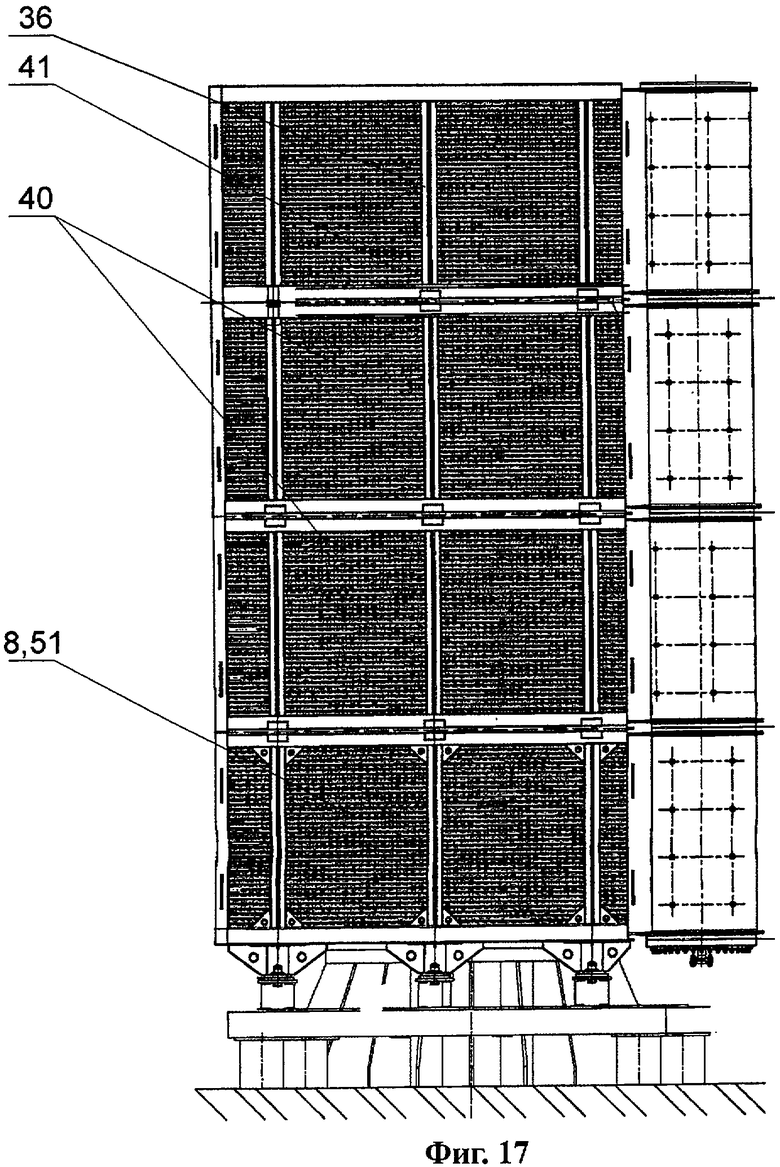
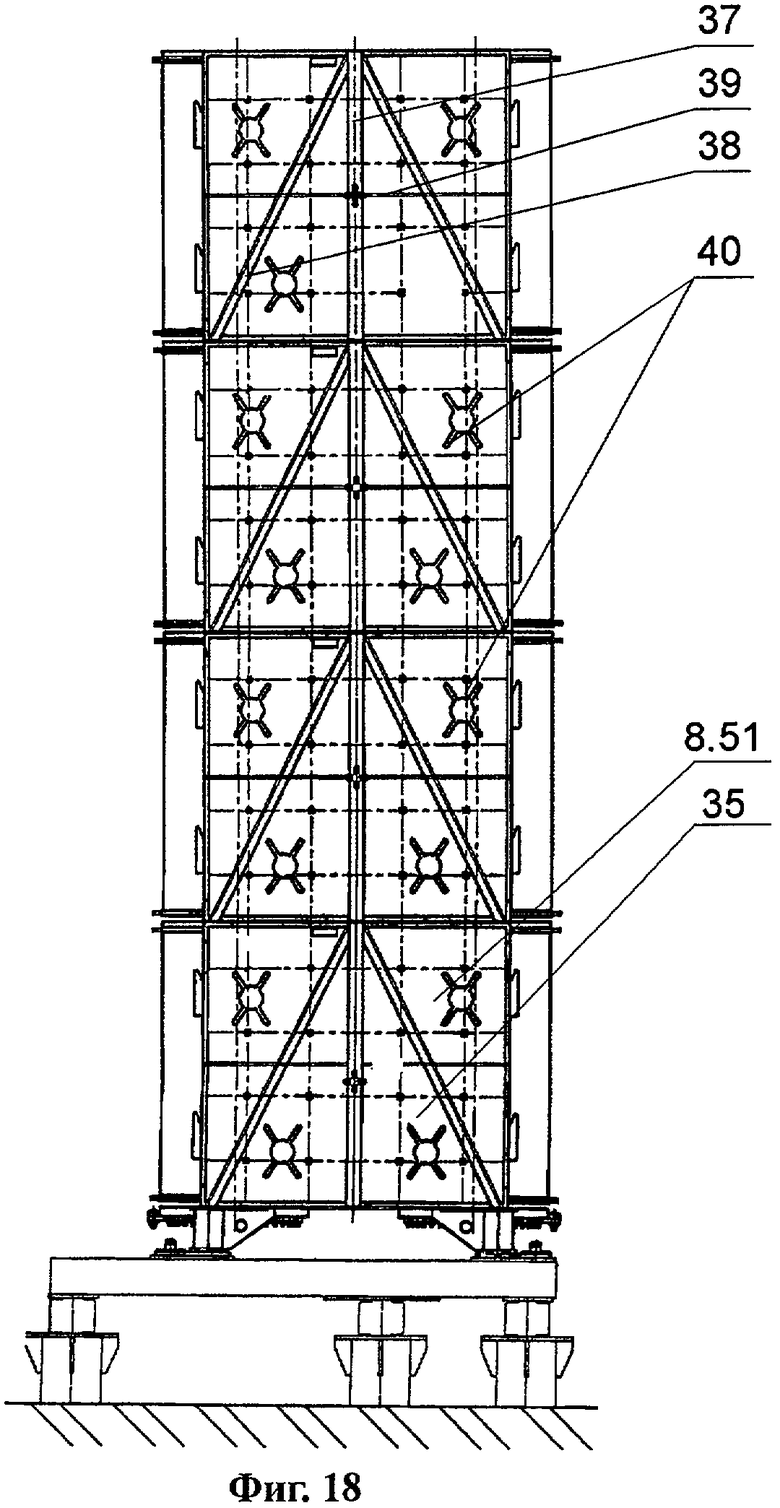
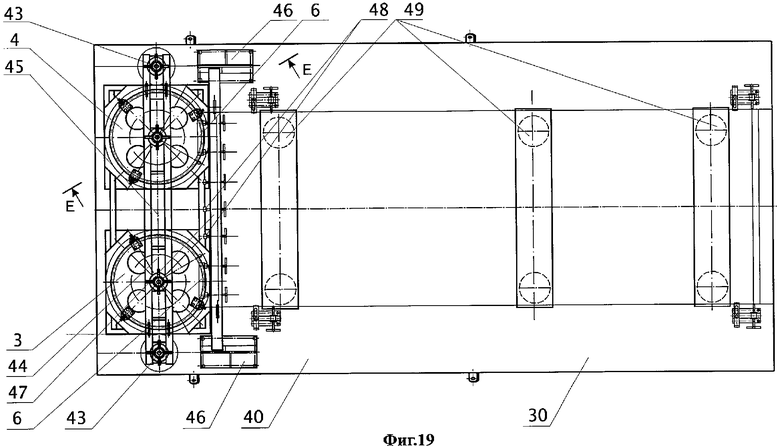
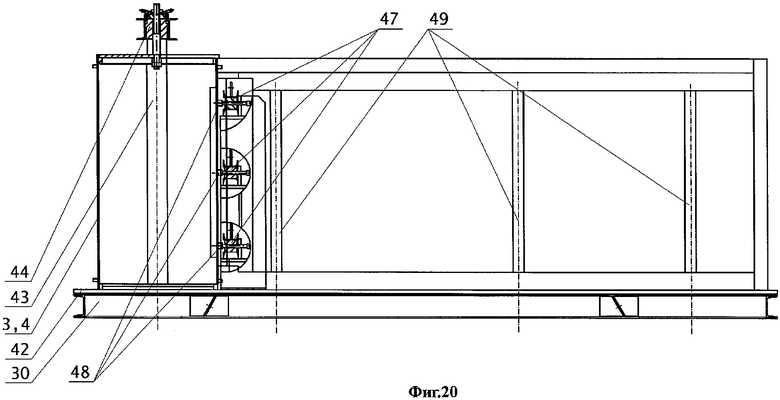
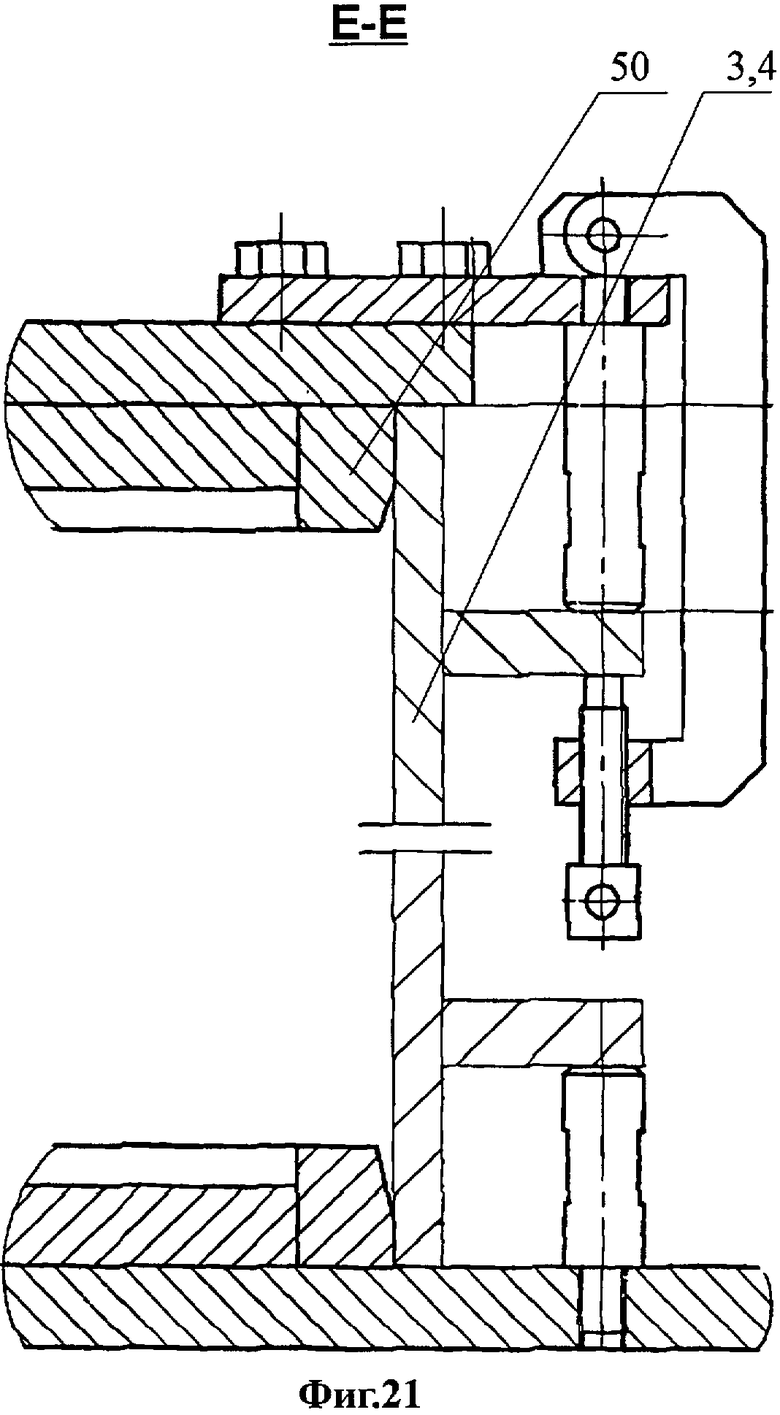
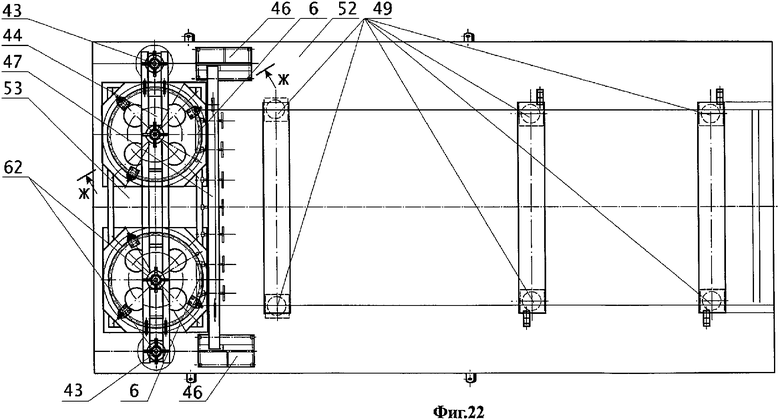
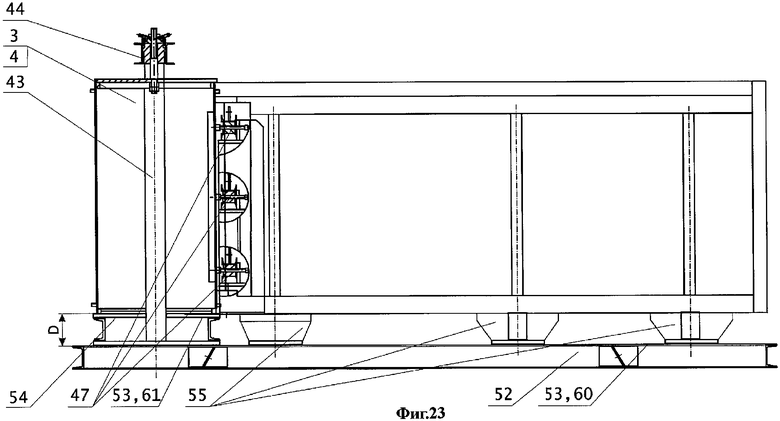
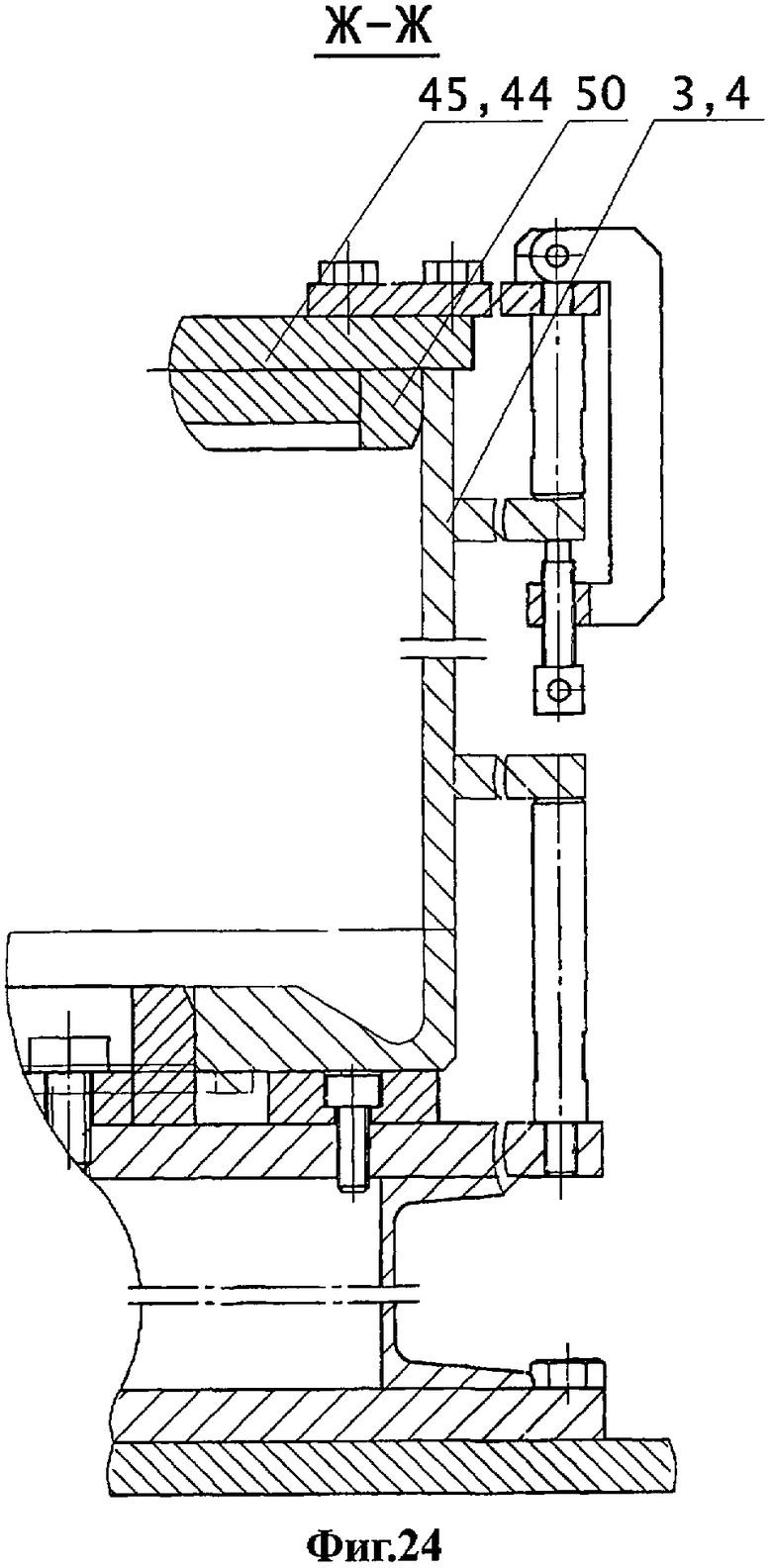
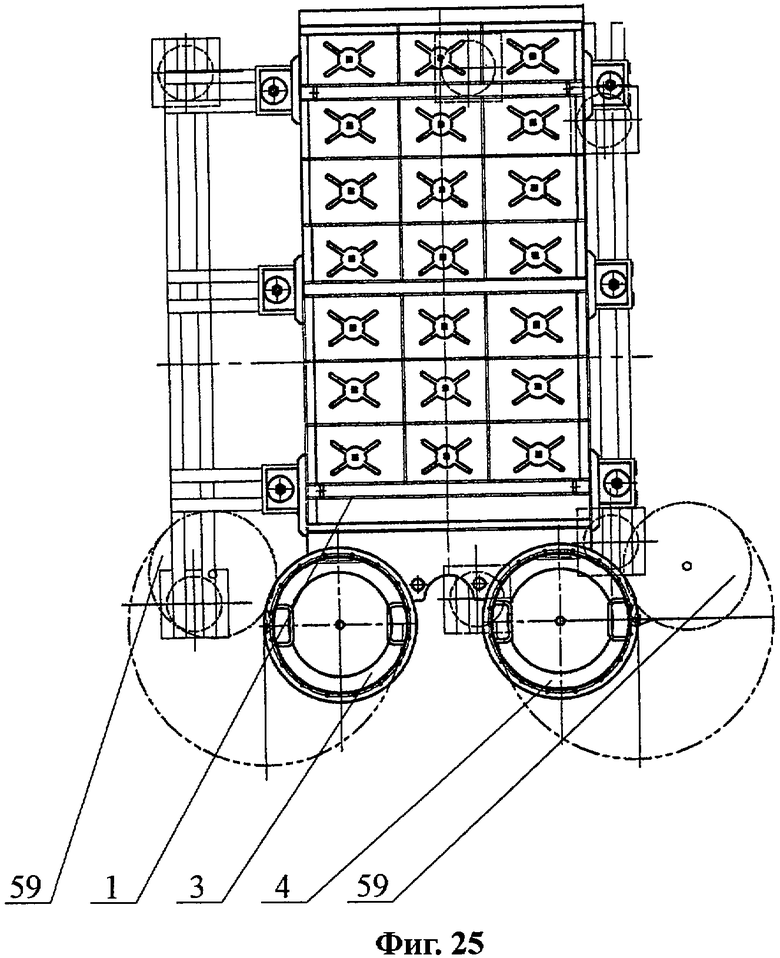
Изобретения относятся к теплоэнергетике и могут быть использованы при изготовлении блоков для блочно-секционных устройств утилизации тепла отходящих от агрегатов газов, предназначенных, в частности, для подогрева воздуха выхлопными продуктами сгорания, поступающими от компрессора газотурбинной установки газоперекачивающего агрегата на компрессорных станциях магистральных газопроводов. На технологическом комплексе оборудования, содержащем технологически связанные посты, изготавливают корпусы коллекторов подвода и коллекторов отвода подогреваемого воздуха, трубы, трубные доски с отверстиями под трубы, элементы каркаса теплообменных блоков, панель вытеснителя межтрубной среды. Трубы гнут на трубогибочном оборудовании, монтируют каркас теплообменных блоков и коллекторы, в которые вваривают трубные доски. Производят набивку многорядного пучка труб с различным шагом и размещают в устройстве для хранения труб. В результате обеспечивается повышение эффективности изготовления теплообменных аппаратов и входящих в него блоков. 11 н. и 28 з.п. ф-лы, 25 ил.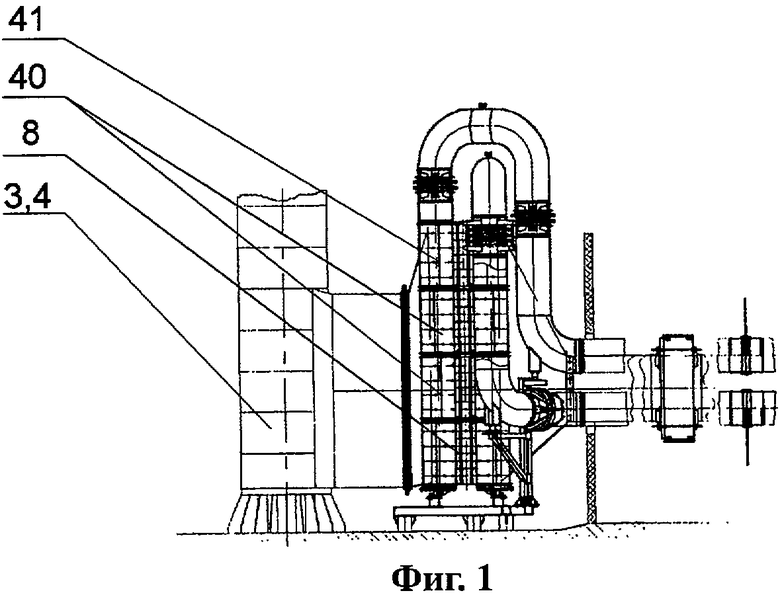
| СПОСОБ ИЗГОТОВЛЕНИЯ И МОНТАЖА ЧЕТЫРЕХХОДОВОГО ВОЗДУХОПОДОГРЕВАТЕЛЯ С V-ОБРАЗНЫМИ ТРУБКАМИ | 2000 |
|
RU2176051C1 |
| СПОСОБ УВЯЗКИ И МОНТАЖА ОСНАСТКИ ДЛЯ СБОРКИ АГРЕГАТОВ | 1993 |
|
RU2079421C1 |
| Устройство для сборки труб с трубными досками и перегородками теплообменников | 1988 |
|
SU1507558A1 |
| ДЕЭМУЛЬГАТОР ДЛЯ ОБЕЗВОЖИВАНИЯ И ОБЕССОЛИВАНИЯ НЕФТИ | 1995 |
|
RU2076134C1 |
| Объемная гидравлическая трансмиссия самоходной машины | 1982 |
|
SU1031806A1 |
| Топчак-трактор для канатной вспашки | 1923 |
|
SU2002A1 |

