Изобретение относится к резиновой промышленности, в частности, к изготовлению рукавных резиновых изделий.
Известен способ получения латексных изделий, при котором осуществляют обработку латексного геля в переменном электромагнитном поле сверхвысокой частоты {ЭМП СВЧ)с последующей вулканизацией в поле СВЧ.
К недостаткам этого способа относится то, что он сложен в осуществлении, т.к. требует трехкратного воздействия ЭМП с переменной величиной начальной мощности, которая сама по себе значительна, а технология процесса усложнена необходимостью одновременного воздействия на латексное изделие водяного пара, наличие которого ведет к дестабилизации теплового режима обработки и снижению качества изготавливаемых изделий.
Наиболее близким по технической сущности к настоящему изобретению является способ изготовления рукавных резиновых изделий, при котором изделие подвергают воздействию электромагнитного поля сверхвысокой частоты и вулканизации в прессе.
К недостаткам известного способа относится то, что он не обеспечивает необходимого качества изготавливаемых изделий, поскольку обработку осуществляют в неравномерном электромагнитном поле.
Целью изобретения является повышение качества изготавливаемых изделий.
Поставленная цель достигается тем, что в способе изготовления рукавных резиновых изделий, при котором изделие подвергают воздействию электромагнитного поля сверхвысокой частоты и вулканизации в прессе, сначала осуществляют вулканизаXI
00
о XI ел
цию изделия в прессе, а затем на изделие воздействуют равномерным электромагнитным полем сверхвысокой частоты плотностью 50-200 мкВт/см2 в течение 30-35 мин при наличии балластной нагрузки из асбестоцемента объемом 300-500 смЗ.
Перед воздействием на изделие ЭМП СВЧ его устанавливают в держатель, который выполняют в виде высокочастотной линии передачи с радиальной симметрией поля, что позволяет исключить неравномерность распределения поля в поперечном сечении линии.
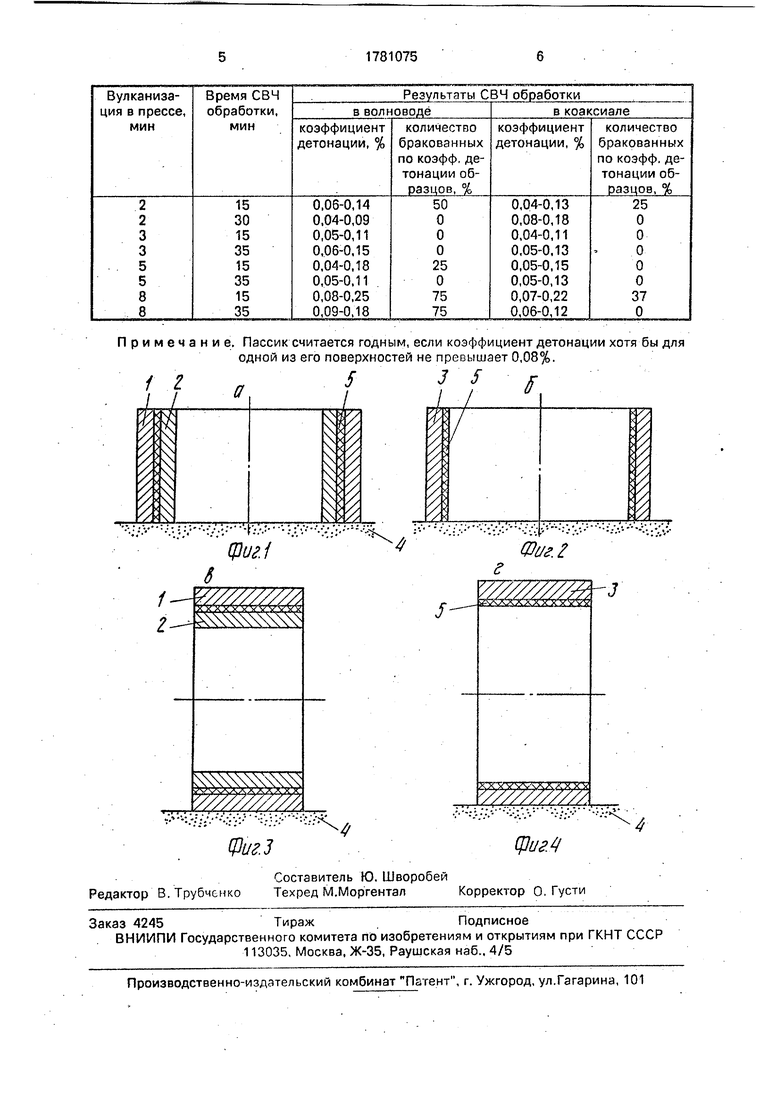
На фиг.1-4 показаны держатели для обработки рукавных резиновых изделий, выполненные в виде коаксиала (а,в) и круглого волновода (б,г).
Сущность изобретения поясняется конкретным примером изготовления рукавного изделия.
Пример. Приводят вулканизацию рукавного изделия из резины марки НО-68- 1 в прессе при температуре 160 ±3°С в течение 3-5 мин. Затем изделие помещают между наружным и внутренним 2 проводниками коаксиала (а,в) или внутрь круглого волновода 3 (б,г). Держатели устанавливают на балластную нагрузку 4 из асбестоцемента объемом 300-500 см3, помещают в резонатор микроволновой печи Электроника и на обрабатываемое изделие 5 воздействуют равномерным электромагнитным полем СВЧ плотностью 50-200 мкВт/см2 в течение 30-35 мин. Далее рукавное резиновое изделие извлекают из держателя и разрезают, получая готовые магнитофонные пасси- ки высокого качества. В таблице показана зависимость коэффициента детонации пас- сиков от времени вулканизации рукавного резинового изделия в прессе при обработке в различных держателях.
Из таблицы видно, что наилучшие результаты по коэффициенту детонации, являющемуся критерием качества пассика,
получены при воздействии ЭМП СВЧ в течение 30-35 мин.
При плотности поля менее 50 мкВт/см2 технологический цикл изготовления рукавных резиновых изделий неоправданно удлиняется. Кроме того, вследствие поглощения СВЧ энергии и существенной неоднородности резины по диэлектрическим потерям в ней могут появляться горячие точки, что приведет к снижению ее качества, При плотности потока электромагнитного излучения более 200 мкВт/см2 происходит деструкция резины.
При объеме балластной асбе,стоцементной нагрузки менее 300 см3 не всегда имеется возможность получения требуемого коэффициента детонации пассиков (процент выхода годных изделий уменьшается), при объеме более 500 см3 технологический
цикл обработки существенно удлиняется и возрастает вероятность деструкции обрабатываемого изделия, поскольку его объем много меньше объема балластной нагрузки.
Время СВЧ воздействия менее 30 мин и более 35 мин приводит к возрастанию процента резиновых изделий с коэффициентом детонации, превышающим нормированное значение, ввиду нестабильности структуры
обрабатываемого материала.
Формула изобретения Способ изготовления рукавных резиновых изделий, при котором изделие подвергают воздействию электромагнитного поля
сверхвысокой частоты и вулканизации в прессе, отличающийся тем, что, с целью повышения качества изготавливаемых изделий, сначала осуществляют вулканизацию изделия в прессе, а затем на
изделие воздействуют равномерным электромагнитным полем сверхвысокой частоты плотностью 50-200 мкВт/см2 в течение 30- 35 мин при наличии балластной нагрузки из асбестоцемента объемом 300-500 см3.
Примечание. Пассик считается годным, если коэффициент детонации хотя бы для одной из его поверхностей не превышает 0,08%.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ КОНТРОЛЯ ПРОЦЕССА ТЕРМООБРАБОТКИ ФОТОРЕЗИСТА | 1990 |
|
RU2009572C1 |
| Способ изготовления резиновых изделий | 1991 |
|
SU1813047A3 |
| Способ восстановления упругопластических свойств резинотехнических изделий обработкой в СВЧ электромагнитном поле | 2019 |
|
RU2721511C1 |
| Модульный завод по производству растворобетонных смесей | 2018 |
|
RU2701003C1 |
| НЕИНВАЗИВНЫЙ СПОСОБ ПОДАВЛЕНИЯ РОСТА ОПУХОЛЕВЫХ ТКАНЕЙ И ИХ ОМЕРТВЛЕНИЯ | 2016 |
|
RU2665621C2 |
| Способ дезинфекции без нагрева | 2016 |
|
RU2675696C2 |
| Способ быстрой одновременной стерилизации, дезинфекции и дезинсекции пищевых продуктов | 2016 |
|
RU2677783C2 |
| СПОСОБ КОНТРОЛЯ ЭЛЕКТРОМАГНИТНОЙ ОБСТАНОВКИ В ПОМЕЩЕНИЯХ ЖИЛЫХ И ОБЩЕСТВЕННЫХ ЗДАНИЙ ПРИ ОТДЕЛЬНОМ ВЛИЯНИИ ИСТОЧНИКОВ НЕИОНИЗИРУЮЩЕГО ПОЛЯ | 2024 |
|
RU2829064C1 |
| СПОСОБ КОНТРОЛЯ ЭЛЕКТРОМАГНИТНОЙ ОБСТАНОВКИ В ПРОИЗВОДСТВЕННЫХ УСЛОВИЯХ ИЗОЛИРОВАННОГО ВЛИЯНИЯ ИЗЛУЧАЮЩИХ ИСТОЧНИКОВ | 2024 |
|
RU2829568C1 |
| СПОСОБ И УСТРОЙСТВО ФИЗИОТЕРАПИИ | 2001 |
|
RU2203702C1 |
Использование: изготовление рукавных изделий высокого качества. Сущность изобретения: в способе изготовлений рукавных резиновых изделий сначала осуществляют вулканизацию изделия в прессе. Затем на изделие воздействуют равномерным электромагнитным полем сверхвысокой частоты плотностью 50-200 мкВт/см2 в течение 30- 35 мин при наличии балластной нагрузки из асбестоцемента объемом 300-500 см.3. 1 табл., 4 ил.
фи&1
SSS
4
Фиг.
5
| Способ получения латексных изделий | 1974 |
|
SU534475A1 |
| Топка с несколькими решетками для твердого топлива | 1918 |
|
SU8A1 |
| Тематический обзор | |||
| Использование микроволновой энергии при вулканизации резиновых изделий, серия: производство шин | |||
| М.: ЦНИИТЭнефтехим, 1980 | |||
| Приспособление для автоматической односторонней разгрузки железнодорожных платформ | 1921 |
|
SU48A1 |
