Пзвестны ультразвуковые способы пзмереппя толп.и1пы импульсными ультразвуковымп приборами путем использования явления акустнческого резонанса изделия на определепной частоте, пропорциопальпой его толщипе. При осуществлении этих способов генератор настраивают на резонансную частоту вручную илн автоматически качают его частоту в пределах, о.хватывающнх резонансную частоту нзделия, н по месту экстремума на развертке определяют толщниу изделия.
Особенностью оиисываемого сиособа является то, что ультразвуковыми нмпульсамп, отражеииыми от изделия, воздействуют на задающий генератор через следящую систему, обеспечивающую его настройку на резонансную частоту изделия но мпннмальной амплитуде отраженных импульсов. Такой способ позволяет обеспечить непрерывпый автоматнческий замер толщины изделия ири плавном ее изменении.
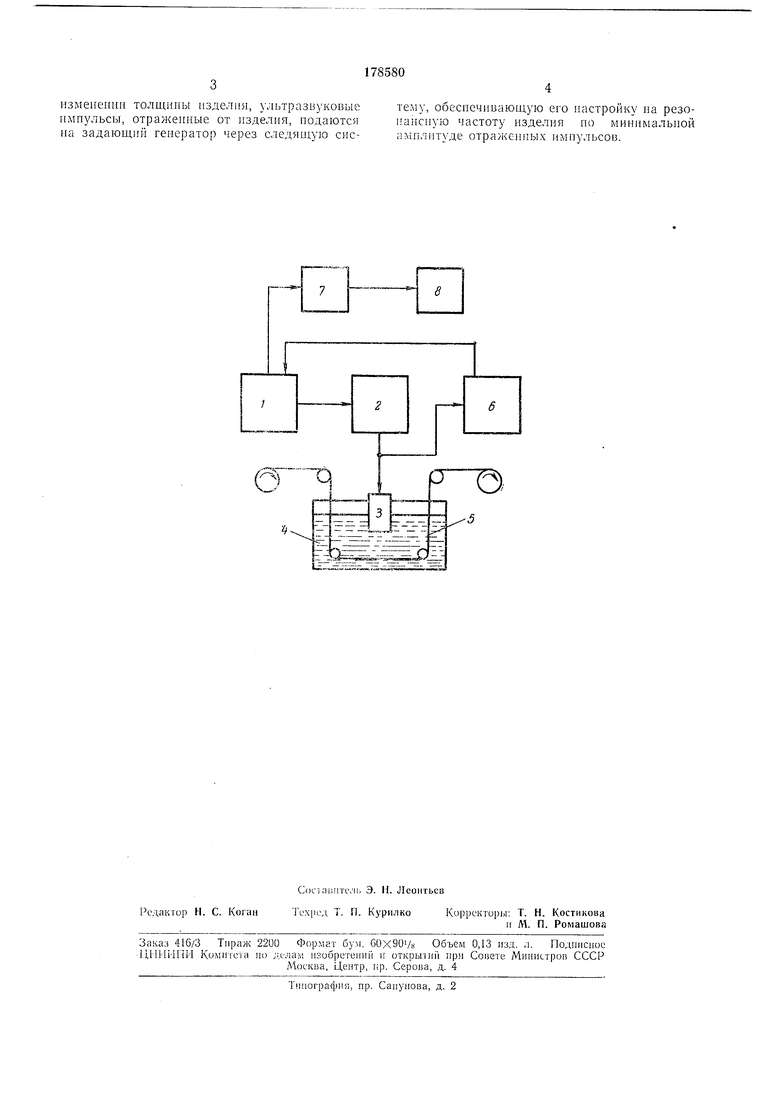
Суи1,иость способа пояспяется приведенной па чертеже блок-схемой одного из возможных варпантов установки для замера толаишы.
Задаюит.нй генератор / вырабатывает непрерывные синусоидальные колебания вЕзгсокой частоты, модулятор 2 модулирует этн колебания импульсами прямоугольиой |формы с глубиной модуляции 100э/(|. С выхода модулятора импульсы прямоугольиой формы подаются на преобразователь 3 (папрпмер, пьезоэ/1ектрпческнй), преобразуюнии высокочастотные электрнческне колебания, занолняющне нмнульс, в механнческне ультразвуковые колебання и вводящий нх в контактную жндкость 4. Пройдя сло контактной жндкости, ид нульсы ультразвуковых колебани попадают на поверхность контролируемого пзделня (например, металлнческо; ленты) 5. Отражаясь от жидкости, нмнульсы преобразуются преобразователем 3 в элсктрпческне колебання.
Б,ок 6 следящей системы реагирует на амплитуду отражеииых импульсов и уиравляет задающим генератором так. чтобы он выбрасывал частоту, прн KOTopoii амплитуды отраженных импульсов бы,1и бы минимальнымн. Мзмернтель частотЕзГ 7 замеряет частоту задающего генератора, которая пересчетным устройством 8 преобразуется в значение тстщн ы контролируемого изделия.
Предмет изобретения
Ультразвуковой снособ пзмереиня пмнульспыми ультразвуковыми приборамп иутем использования Я1 леиия акустического резоиапса изделия иа определенной частоте, пропорциональной его толщине, отличающийся тем, что, с целью обеснечення непрерывпого автоматпчеекого нзмерення прн илавиом
изменении толщины изделия, ультразвуковые имиульсы, отраженные от изделия, подаются иа задающий геиератор через еледяидую сиетему, ооеспечивающую его иастроику на резо1аисиую частоту изделия ио минимальиой амилитуде отраже1И1ЫХ импульсов.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ бесконтактного измерения физических параметров сред | 1974 |
|
SU542905A1 |
| Способ ультразвукового контроля качества сварных соединений изделий | 1990 |
|
SU1716424A1 |
| УЛЬТРАЗВУКОВОЕ РЕЗОНАНСНОЕ УСТРОЙСТВО ДЛЯ НЕПРЕРЫВНОГО ИЗМЕРЕНИЯ ОТКЛОНЕНИЯ КОНТРОЛИРУЕМОЙ ТОЛЩИНЫ ОТ НОМИНАЛА | 1965 |
|
SU216356A1 |
| Устройство для контроля качества клеевого соединения | 1982 |
|
SU1078318A1 |
| СПОСОБ НЕПРЕРЫВНОЙ РЕГИСТРАЦИИ ВРЕМЕНИ РАСПРОСТРАНЕНИЯ УЛЬТРАЗВУКОВЫХ КОЛЕБАНИЙ В ВЕЩЕСТВЕ | 1970 |
|
SU284395A1 |
| Ультразвуковой резонансный толщиномер | 1987 |
|
SU1434246A1 |
| Ультразвуковой резонансный толщиномер | 1972 |
|
SU486218A1 |
| СПОСОБ ИЗМЕРЕНИЯ СРЕДНЕГО РАЗМЕРА ЗЕРНА МАТЕРИАЛА УЛЬТРАЗВУКОВЫМ МЕТОДОМ | 2007 |
|
RU2334224C1 |
| УЛЬТРАЗВУКОВОЙ ТОЛЩИНОМЕР | 2002 |
|
RU2225592C1 |
| УЛЬТРАЗВУКОВОЙ РЕЗОНАНСНЫЙ ТОЛЩИНОМЕР | 1967 |
|
SU199427A1 |