Изобретение относится к печам с высокочастотным нагревом и к порошковой металлургии, в частности для спекания крупногабаритных изделий из порошков тугоплавких соединений под давлением защитного газа, имеющих отношение диаметра к высоте 5.
Известна индукционная высокотемпературная печь, содержащая вертикально установленный полый нагреватель, охваты- вающий ее индуктор, расположенный меж- ду ними кварцевой электроизолятор, теплоизолятор из диоксида циркония между нагревателем и электроизолятором и теп- лоизоляцию между индикатором и теплоизолятором, выполненным в виде набора примыкающих один к другому пластинчатых элементов, установленных по образующим цилиндра и перекрывающих один другой, а теплоизоляция между индуктором и электроизолятором выполнена из волокнистого огнеупорного материала.
Недостаток данной печи заключается в том, что в ней трудно разогреть изделие большого диаметра и малой высоты ввиду того, что площадь торцев значительно больше площади цилиндрической поверхности, а разогрев производится только по цилиндрической наружной поверхности.
Известен индуктор для нагрева, содержащий электроизолированную катушку с огнеупорной футеровкой на внутренней поверхности и теплоизоляционным слоем на стороне футеровки, прилегающей к катушке, а на другой стороне футеровки нанесен дополнительный теплоизоляционный слой и оба слоя выполнены из кварцевой суспензии.
Недостаток этого индуктора аналогичен вышеуказанному, кроме того следует отметить, что футеровка индуктора не является герметичной.
Наиболее близкой по технической сути является вакуумная индукционная печь для спекания твердых сплавов, содержащая герметичную камеру с крышкой, размещенные в ней теплоизолированный индуктор и графитовый муфель-нагреватель в виде стакана.
Недостатки этой печи заключаются в том, что невозможен равномерный разогрев по объему крупногабаритного изделия с отношением диаметра к высоте больше 5 и, как следствие, низкое качество спеченного изделия. Кроме того, диаметр кожуха печи, выполненный из слабомагнитной аустенитной стали должен в 2 - 2,5 раза превышать наружный диаметр индуктора. Например, при спекании изделия диаметром 2000 мм диаметр кожуха печи должен
быть около 5-6 м. При увеличении диаметра печи растет расход защитного газа и возникают серьезные трудности, связанные с гер- метизацией печи при применении 5 избыточного давления, а также опасность ее эксплуатации.
Целью изобретения является улучшение качества спекания, расширение номенклатуры обрабатываемых изделий за счет
0 уменьшения температурного градиента по объему печного пространства. Кроме того, уменьшается объем печи, снижается расход защитного газа и уменьшается опасность работы печи, что позволяет повысить давле5 ние защитного газа.
Цель достигается тем, что в индукционной печи для спекания керамики, содержащей герметичную камеру с крышкой, размещенные в ней теплоизоляционный ин0 дуктор и графитовый муфель-нагреватель в форме стакана, согласно изобретению, муфель выполнен с герметично установленной на нем графитовой крышкой в форме перевернутого стакана и со спиралеобразными
5 пазами на наружных поверхностях дно муфеля и свода крышки муфеля, а индикатор размещен в пазах. Муфель целесообразно выполнять с пазами в виде направленных спиралей, а пазы выполнять с прямоуголь0 ным поперечным сечением.
Кроме того, для выполнения безопасности работы печи индуктор надо выполнить охлаждаемым в виде полой шины.
Предлагаемая конструкция нагревателя
5 и индуктора позволяет разогреть изделие с минимальным градиентом температуры от периферии к центру , позволяет получить качественные изделия большого диаметра. Кроме того, новая конструкция позволяет
0 разогревать изделие со стороны торцовых поверхностей без существенного увеличения времени выдержки, имеющего место при разогреве со стороны цилиндрической поверхности и необходимого для достиже5 ния равномерной температуры всего объема печного пространства.
Равномерный разогрев изделия в радиальном направлении происходит за счет
0 равномерного распределения мощности индуктора по площадям торцовых поверхностей.
Новая конструкция высокотемпературного нагревателя печи позволяет также рас5 ширить возможности печи - значительно уменьшить общий объем, расход защитного газа и повысить безопасность работы. Это достигается за счет того, что нагрев осуществляется за счет петлеобразного индуктора и расстояние от него до корпуса печи не
превышает 150 - 180 мм при минимальных потерях мощности.
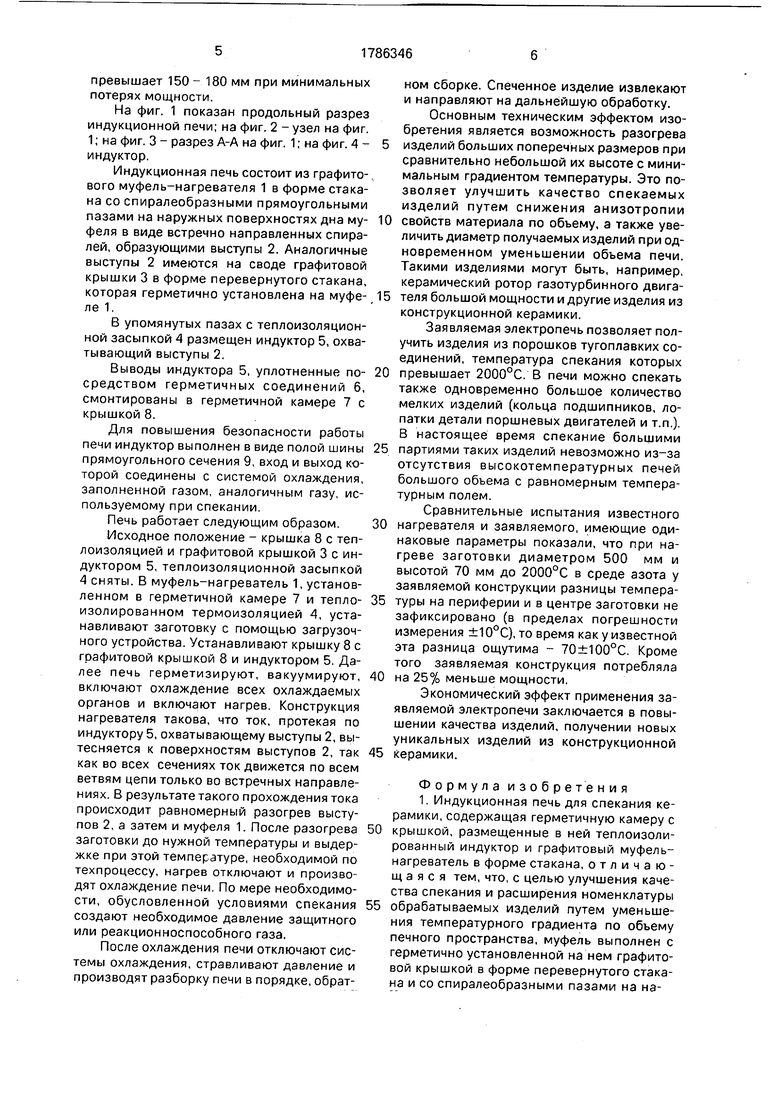
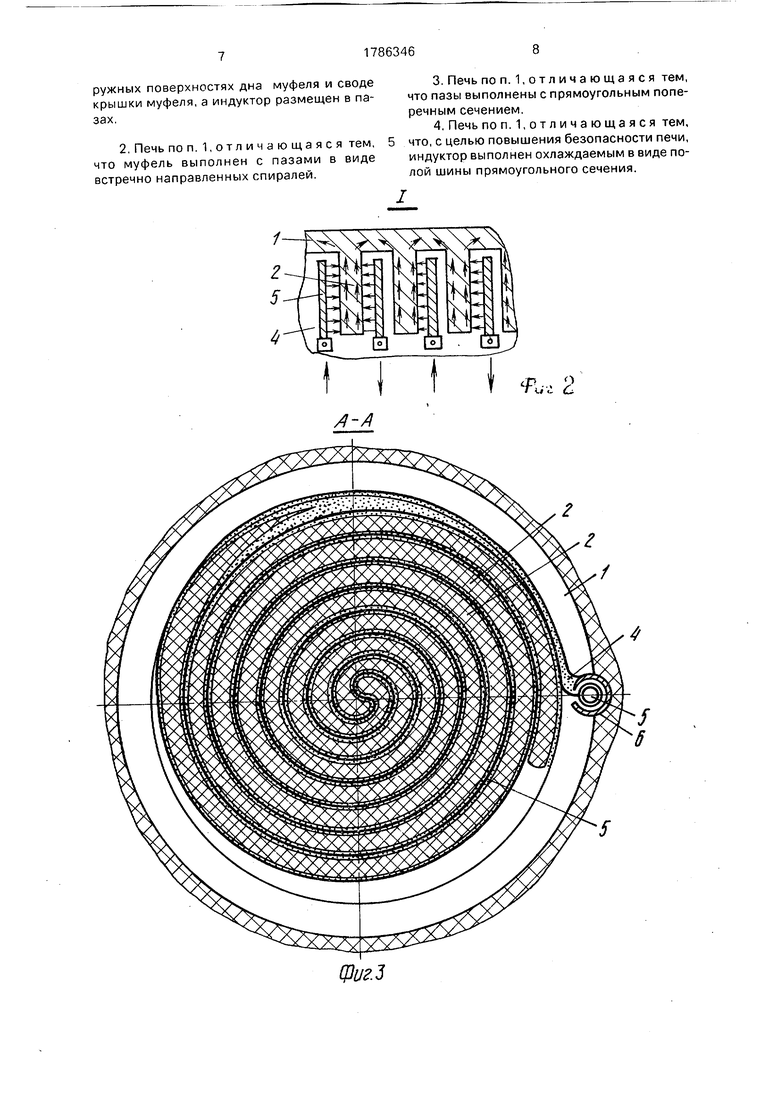
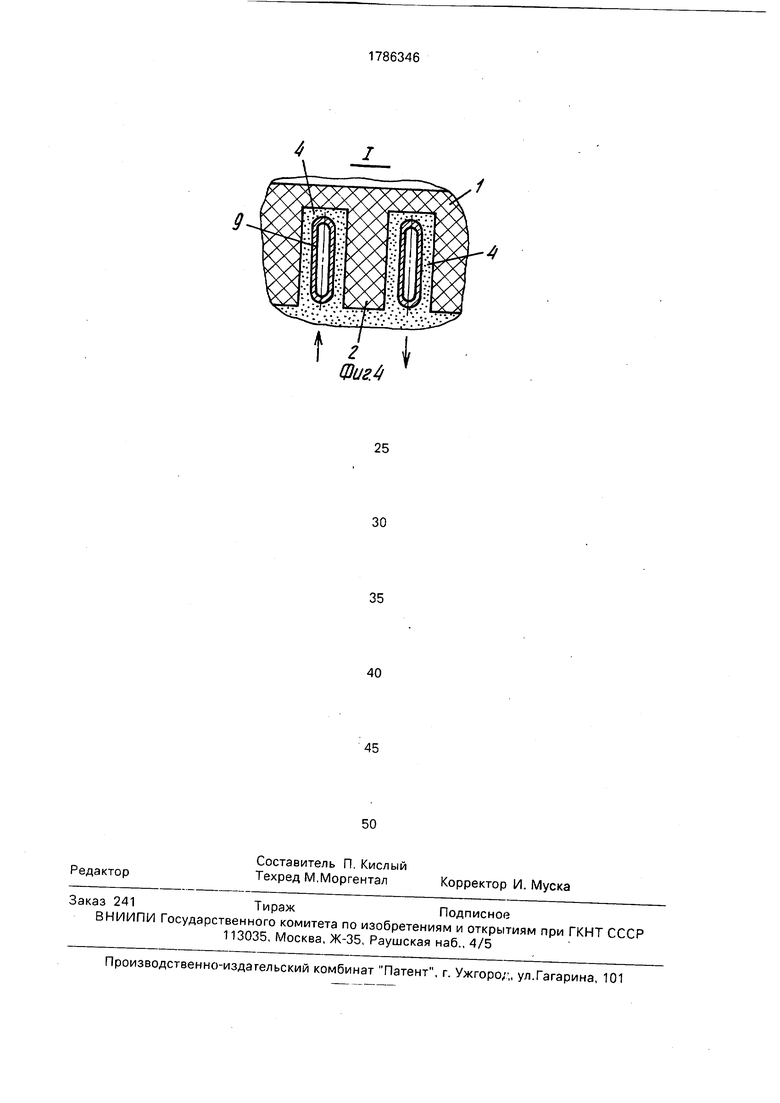
На фиг. 1 показан продольный разрез индукционной печи; на фиг. 2 - узел на фиг. 1; на фиг. 3 - разрез А-А на фиг. 1; на фиг. А - индуктор.
Индукционная печь состоит из графитового муфель-нагревателя 1 в форме стакана со спиралеобразными прямоугольными пазами на наружных поверхностях дна му- феля в виде встречно направленных спиралей, образующими выступы 2. Аналогичные выступы 2 имеются на своде графитовой крышки 3 в форме перевернутого стакана, которая герметично установлена на муфеле 1.
В упомянутых пазах с теплоизоляционной засыпкой 4 размещен индуктор 5, охватывающий выступы 2.
Выводы индуктора 5, уплотненные по- средством герметичных соединений 6, смонтированы в герметичной камере 7 с крышкой 8.
Для повышения безопасности работы печи индуктор выполнен в виде полой шины прямоугольного сечения 9, вход и выход которой соединены с системой охлаждения, заполненной газом, аналогичным газу, используемому при спекании.
Печь работает следующим образом.
Исходное положение - крышка 8 с теплоизоляцией и графитовой крышкой 3 с индуктором 5, теплоизоляционной засыпкой 4 сняты. В муфель-нагреватель 1, установленном в герметичной камере 7 и тепло- изолированном термоизоляцией 4, устанавливают заготовку с помощью загрузочного устройства. Устанавливают крышку 8 с графитовой крышкой 8 и индуктором 5. Далее печь герметизируют, вакуумируют, включают охлаждение всех охлаждаемых органов и включают нагрев. Конструкция нагревателя такова, что ток, протекая по индуктору 5, охватывающему выступы 2, вытесняется к поверхностям выступов 2, так как во всех сечениях ток движется по всем ветвям цепи только во встречных направлениях. В результате такого прохождения тока происходит равномерный разогрев выступов 2, а затем и муфеля 1. После разогрева заготовки до нужной температуры и выдержке при этой температуре, необходимой по техпроцессу, нагрев отключают и производят охлаждение печи. По мере необходимости, обусловленной условиями спекания создают необходимое давление защитного или реакционноспособного газа.
После охлаждения печи отключают системы охлаждения, стравливают давление и производят разборку печи в порядке, обратном сборке. Спеченное изделие извлекают и направляют на дальнейшую обработку.
Основным техническим эффектом изобретения является возможность разогрева изделий больших поперечных размеров при сравнительно небольшой их высоте с минимальным градиентом температуры. Это позволяет улучшить качество спекаемых изделий путем снижения анизотропии свойств материала по объему, а также увеличить диаметр получаемых изделий при од- новременном уменьшении объема печи. Такими изделиями могут быть, например, керамический ротор газотурбинного двигателя большой мощности и другие изделия из конструкционной керамики.
Заявляемая электропечь позволяет получить изделия из порошков тугоплавких соединений, температура спекания которых превышает 2000°С. В печи можно спекать также одновременно большое количество мелких изделий (кольца подшипников, лопатки детали поршневых двигателей и т.п.). В настоящее время спекание большими партиями таких изделий невозможно из-за отсутствия высокотемпературных печей большого объема с равномерным температурным полем.
Сравнительные испытания известного нагревателя и заявляемого, имеющие одинаковые параметры показали, что при нагреве заготовки диаметром 500 мм и высотой 70 мм до 2000°С в среде азота у заявляемой конструкции разницы температуры на периферии и в центре заготовки не зафиксировано (в пределах погрешности измерения ±10°С), то время как у известной эта разница ощутима - 70±100°С. Кроме того заявляемая конструкция потребляла на 25% меньше мощности.
Экономический эффект применения заявляемой электропечи заключается в повышении качества изделий, получении новых уникальных изделий из конструкционной керамики.
Формула изобретения 1. Индукционная печь для спекания керамики, содержащая герметичную камеру с крышкой, размещенные в ней теплоизоли- рованный индуктор и графитовый муфель- нагреватель в форме стакана, отличающаяся тем, что, с целью улучшения качества спекания и расширения номенклатуры обрабатываемых изделий путем уменьшения температурного градиента по объему печного пространства, муфель выполнен с герметично установленной на нем графитовой крышкой в форме перевернутого стакана и со спиралеобразными пазами на наружных поверхностях дна муфеля и своде крышки муфеля, а индуктор размещен в пазах.
2. Печь по п. 1,отличающаяся тем, что муфель выполнен с пазами в виде встречно направленных спиралей.
3. Печь по п. 1,отличающаяся тем, что пазы выполнены с прямоугольным поперечным сечением.
4. Печь по п. 1,отличающаяся тем, что, с целью повышения безопасности печи, индуктор выполнен охлаждаемым в виде полой шины прямоугольного сечения.
| название | год | авторы | номер документа |
|---|---|---|---|
| Индукционная герметичная печь для спекания керамики | 1989 |
|
SU1716293A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЙ ИЗ КОМПОЗИТА НА ОСНОВЕ КАРБИДА ТИТАНА | 2008 |
|
RU2401719C2 |
| Индукционное нагревательное устройство | 2020 |
|
RU2759171C1 |
| Индукционная муфельная установка для высокотемпературного нагрева углеграфитовых изделий | 1991 |
|
SU1786363A1 |
| Индукционная электропечь | 1980 |
|
SU947201A1 |
| Индукционная высокотемпературная печь | 1983 |
|
SU1149444A1 |
| ИНДУКЦИОННАЯ ПЕЧЬ | 1998 |
|
RU2147109C1 |
| ИНДУКЦИОННАЯ УСТАНОВКА | 1999 |
|
RU2144451C1 |
| УСТАНОВКА ДЛЯ НАНЕСЕНИЯ ПОКРЫТИЙ | 1992 |
|
RU2034091C1 |
| Способ нагрева и устройство для его осуществления | 2021 |
|
RU2787929C1 |
Использование: спекание крупногабаритных изделий из порошков тугоплавких соеди- нений под давлением защитного газа, имеющих отношение диаметра к высоте, равное 5. Сущность изобретения: печь содержит герметичную камеру с крышкой, графитовый муфель-нагреватель 1 в форме стакана с герметично установленной на нем графитовой крышкой в форме перевернутого стакана и спиралеобразными пазами 2 на наружных поверхностях дна муфеля и своде крышки муфеля, размещенный в пазахтеплоизолиро- ванный индуктор. Герметичная форма муфеля уменьшает температурный градиент по объему печного пространства, что позволяет обрабатывать крупногабаритные цилиндрические изделия, расширяя номенклатуру обрабатываемых изделий. 3 з.п. ф-лы, 4 ил. ел с
фиг.З
| Индукционная высокотемпературная печь | 1983 |
|
SU1149444A1 |
| Кипятильник для воды | 1921 |
|
SU5A1 |
| Индуктор для нагрева | 1982 |
|
SU1066044A1 |
| Кипятильник для воды | 1921 |
|
SU5A1 |
| Либенсон Г.А | |||
| и др | |||
| Оборудование цехов порошковой металлургии | |||
| М.: Металлургия, 1983, с | |||
| Приспособление для записи звуковых колебаний | 1921 |
|
SU212A1 |
| Реверсивный дисковый культиватор для тросовой тяги | 1923 |
|
SU130A1 |
