(54) ИНДУКЦИОННАЯ ЭЛЕКТРОПЕЧЬ
| название | год | авторы | номер документа |
|---|---|---|---|
| Индукционная электропечь для высокотемпературной термообработки изделий | 1978 |
|
SU720833A1 |
| Индукционная печь для спекания керамики | 1990 |
|
SU1786346A1 |
| Индукционное нагревательное устройство | 2020 |
|
RU2759171C1 |
| Печь для термообработки изделий из порошка | 1980 |
|
SU926483A1 |
| Способ нагревания печи или другого промышленного технологического устройства | 2017 |
|
RU2710698C2 |
| Индукционная муфельная установка для высокотемпературного нагрева углеграфитовых изделий | 1991 |
|
SU1786363A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЙ ИЗ КОМПОЗИТА НА ОСНОВЕ КАРБИДА ТИТАНА | 2008 |
|
RU2401719C2 |
| ВЫСОКОТЕМПЕРАТУРНАЯ ПРОХОДНАЯ ЭЛЕКТРОПЕЧЬ ДЛЯ ГРАФИТАЦИИ УГЛЕРОДНОГО ВОЛОКНА В ЗАЩИТНОЙ СРЕДЕ ИНЕРТНОГО ГАЗА | 2006 |
|
RU2354906C2 |
| СПОСОБ ОБЖИГА ЭМАЛЕЙ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1996 |
|
RU2117076C1 |
| Индукционная печь проходного типа для высокотемпературной обработки углеволокнистых материалов | 2021 |
|
RU2783923C1 |
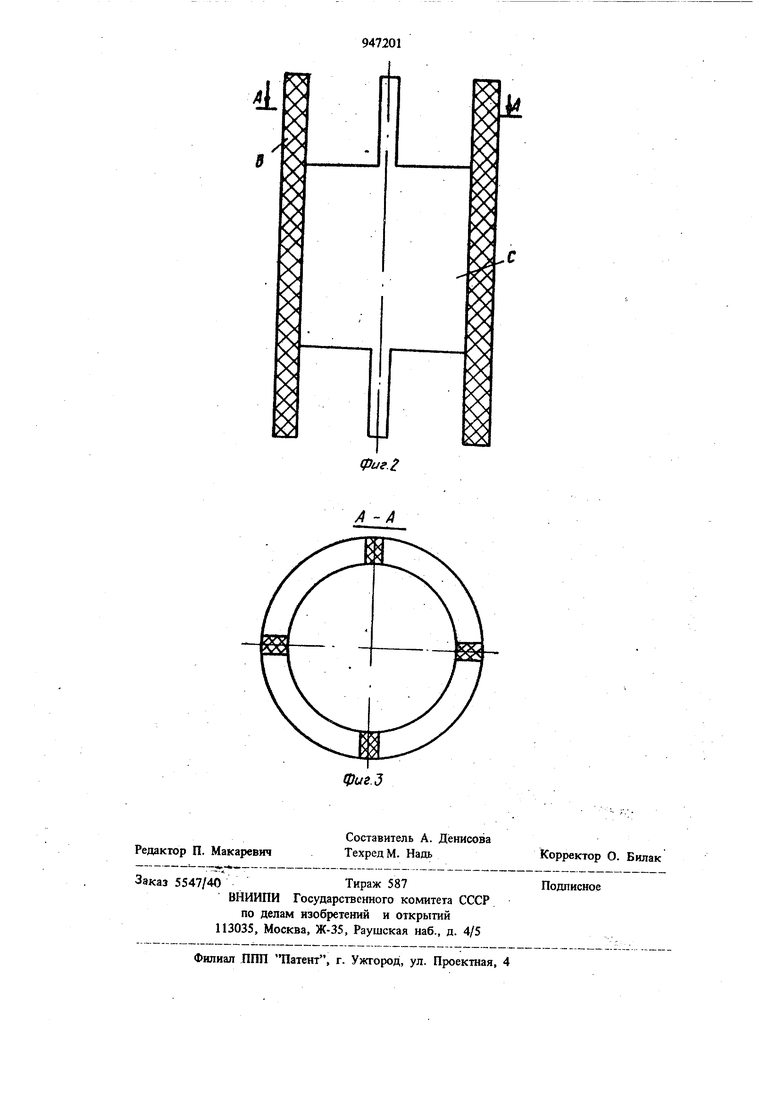
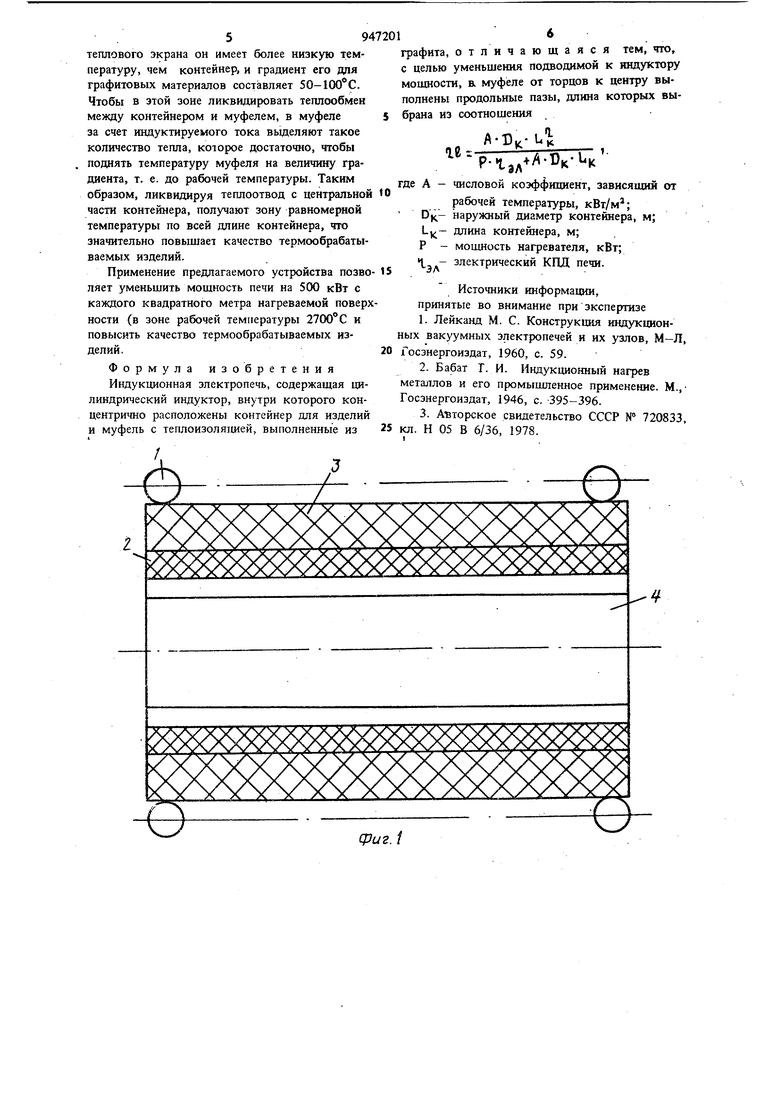
Изобретение относится к индукционному нагреву для высокотемпературной термообработки изделий и может быть использовано в металлургической, машиностроительной и радиотехнической промышленностях. Известна индукционная электропечь, содержащая цилиндрический сосуд, внутри которого концентричио с ним размещен индуктор. Внутри индуктора устаиовлена графитовая труба. Она нагревается токами высокой частоты, индуктируемыми в ней индуктором, и является нагревателем для термообрабатываемых изделий. Пространство между индуктором и графитовой трубой заполнено графитовой крупкой, служащей теплоизоляцией 1 Недостатком такого устройства является необходимость установки значительной дополни: тельной мощности, объясняющаяся тем, что нагрев термообрабатываемых изделий осуществляется тепловым потоком от нагревателя. Поэтому, чтобы нагреть изделия до 2700 С необхопимо на нагревателе иметь 2800°С, а в области рабочей температуры повышение температуры нагрева на 100°С требует увеличения мощности приблизительно 500 кВт на каждый 1 м нагреваемой поверхности. Известен индукционный нагреватель, содержащий индуктор, внутри которого размещены сегменты, в плоских перемычках которых выполнены продольные пазы (2. Недостатком нагревателя является то, что он позволяет нагревать только плоские изделия. Кроме того, назначение прорезов в плоских перемычках нагревательных сегментов заключается только в создании плоских перемычек плоских индукторов, которые индуктируют ток в изделии по всей его высоте, частично нагревая его за счет индуктивности. Таким образом, нагрев изделия от основного индуктора осуществляется через промежуточные плоские индукторы, что приводит к снижению КПД всей системы, а следовательно, при сохранении температуры нагрева ведет к увеличению подводимой мощности. Наиболее близким к предлагаемому по технической сущности и достигаемому эффекту является индукционная электропечь, содержащая щшиндричсский индуктор, установленный 394 снаружи цилгаздрического муфеля, выполненног да графита, и контейнер для загрузки наделяй размещенный внутри муфеля, толщина стенкн которого составляет 0,5-1,1 толщины стенки контейнера {3}. Недостатком этого технического решения является ограниченность применения данного соотношения между толщинами муфеля и кон тейнера в индукционных электрических печах. Оно действительно только в индукционных печах смешанного нагрева, в которых глубина проникновения тока больше толщинь муфеля. Толщина муфеля в этой печи 20 мм,1 а глуби на проникновения тока в графитуже при частоте 10000 Гц составляет 17 мм. Следовательно, вся моищость выделяется в муфеле независимо от величины соотношения между тол щинами муфеля и контейнера и печь обладает теми же недостатками, что отмечены в первом аналоге: необходимость установки значительной дополнительной мощности. Таким образом, при нагреве токами высокой частоты данное соотношение непригодно, так как при этом глубина проникновения тока в графит станови ся меньше толщины стенки муфеля. Цель изобретения - уменьшение подводимой мощности высокочастотной печи при сохранении температуры нагрева и повышение качества термообрабатываемых изделий. Поставленная цель достигается тем, что в индукционной электропечи, содержащей цилиндрический индуктор, внутри которого концентричио расположены контейнеры для изделий и муфель с теплоизоляцией, выполненные из графита, в графитовом ryфeлe от торцов к центру выполнены продольные пазы, длина которых связана с линейными размерами коИ7 ейнера следующим соотношением A-P.-uJ 9 .- р-гзл -Ок-Ц где А - коэффициент, полученный расчетным путем из условия, что градиент температур муфеля и контейнера 50ЮО С кВт/м Продолжение таблицы Оц- наружный диаметр контейнера, м; Ьц,- длина контейнера, м; Р - мощность высокочастотного генератора, кВт; 1эл электрический КПД печи. На фиг. 1 изображена электропечь; на фиг. 2 -, муфель печи; на фиг. 3 - разрез А-А на фиг. 2. Печь содержит цилиндрический индуктор 1, внутри которого концентрически расположены муфель 2, имеющий перфорированную и монолитную зоны с намотанной на них теплоизоляцией 3, и контейнер 4 для изделий. Количество пазов выбрано таким образом, чтобы теплоизоляция из графитовой ткани, намотанная на муфель, позволяла свободно размещать в ном контейнер, а ширина перемычек между пазами сделана минимальной по условиям прочности муфеля. Индукционная печь работает следующим образом. Магнитный поток индуктора индуктирует ток в зонах контейнера, которые открыты для магнитного потока перфорированной частью В муфеля, т. е. на длине от торцов контейнера к центру. За счет индуктируемого тока эти зоны контейнера нагреваются до рабочей температуры. В зоне контейнера, которая экранируется муфелем, отсутствует тепловыделение за счет индуктируемого тока. Она нагревается теплопроводностью от верхних зон и при отсутствии или компенсации теплопотерь температура контейнера выравнивается. Но контейнер теряет тепло как через торцовые, так и через боковую поверхность.Потерю тепла контейнером с его торцовых поверхностей и боковой гговерх юсти через перфорированную зопу муфеля компенсируют тепловыделением индуктируемого тока и таким образом, стабилизируют рабочую температуру в этих зонах контейнсри. В зоне контейнера, которая экранируется монолитной зоной С муфеля, отсут- ствует тепловыделение за счет индуктируе мого тока. При работа- муфеля только в качестве теплового экрана он имеет более низкую температуру, чем контейнер, и градиент его дпя графитовых материалов составляет SO-IOOC. Чтобы в этой зоне ликвидировать теплообмен между контейнером и муфелем, в муфеле за счет индуктируемого тока вьщелягот такое количество тепла, которое достаточно, чтобы поднять температуру муфеля на величину градиеита, т. е. до рабочей температуры. Таким образом, ликвидируя теплоотвод с центральной части контейнера, получают зону равномерной температуры по всей длине контейнера, что значительно повышает качество термообрабатываемых изделий. Применение предлагаемого устройства позво ляет уменьшить мощность печи на 500 кВт с каждого квадратного метра нагреваемой повер ности (в зоне рабочей температуры 210(fC и повысить качество термообрабатываемых изделий. Формула изобретения Индукционная электропечь, содержащая цилиндрический индуктор, внутри которого концентрично расположены контейнер для изделий и муфель с теплоизоляцией, выполненные из графита, отличающаяся тем, что, с целью уменьшения подводимой к ивдуктору мощности, а муфеле от торцов к центру выполнены продольные пазы, длина которых выбрана из соотношения Л ;р-гэл - Ч де А - числовой коэффициент, зависящий от рабочей температуры, кВт/м ; наружный диаметр контейнера, м; длина контейнера, м; мощность нагревателя, кВт; электрический КПД печи. Источники информации, принятые во внимание при экспертизе 1.Лейканд М. С. Конструкция индукционых вакуумных электропечей и их узлов, М-Л, г Госэнергоиздат, 1960, с. 59. 2.Бабат Г. И. Индукционный нагрев еталлов и его промышленное применение. М., осзнергоиздат, 1946, с. 395-396. 3.AtJTOpcKoe свидетельство СССР № 720833 л. Н 05 В 6/36, 1978.
