Изобретение относится к области электротермии и может быть применено для нагрева или сушки футеровки металлургических изделий, например, ковшей, желобов печей и т.д.
Цель изобретения - оптимизация процесса сушки и нагрева, повышение КПД, значительное снижение энергозатрат, повышение ресурса эксплуатации.
Известна установка для электрического нагрева футеровки ковшей (Пат. 2604278 РФ), содержащая механизм перемещения ковша, стержневые нагреватели сопротивления, зафиксированные на футерованной крышке, подвешенной с помощью гибких тяг на траверсе, рычажными подъемниками для перемещения траверсы, которые установлены на рабочей площадке.
Основным недостатком вышеуказанной установки является ограничение по температуре нагрева, непрочность механической конструкции, низкий ресурс срока реальной эксплуатации нагревателей сопротивления. Нагреватели работоспособны только при соблюдении ряда технологических мероприятий, таких как, ограничение по вводу мощности в нагреватели, температуры нагревателей; нагревателям характерна повышенная хрупкость, чувствительность нагревателей к перегреву и температурным градиентам, возникающим при извлечении нагревателей из нагреваемых емкостей.
Известно устройство для контролируемого и непрерывного нагрева и плавления как металлических, так и неметаллических материалов (Пат. 2361375 РФ). Устройство включает одно или более электродных узлов с одним или более источниками электропитания каждого электрода, в котором каждый из узлов состоит из двух коаксиальных расположенных электродов, наружный из которых выполнен полым с возможностью подачи газа в полость. Устройство включает самостоятельные механизмы перемещения любого из электродов, в т.ч. независимо друг от друга в осевом направлении в любую локацию печного пространства.
Недостаток устройства заключается в том, что нагрев стенок дугой связан с высокими плотностями мощности на поверхность нагреваемого элемента, что может привести к растрескиванию нагреваемой футеровки, а так же не обеспечивается относительно равномерная мощность на всю поверхность нагреваемого объекта или плавильной емкости. Если электродный узел эксплуатировать в открытом автономном режиме, это приведет к повышенному уровню эрозии нагревателя в зоне работы дуги.
Известно устройство для нагрева и плавления «с жидким стартом» металлов, сплавов, огнеупорных окислов и карбидов и их смесей (Пат. (19) KZ (13) А (11) 14141), содержащее плавильную ванну и не менее двух электродных узлов, каждый из которых состоит из двух коаксиально расположенных цилиндрических электродов, разделенных полостью, открытой сверху и снизу, внутренний электрод каждого электродного узла имеет в основании круглую симметрично расположенную пластину с диаметром, соответствующим диаметру внешнего электрода, а внешний электрод выполнен с возможностью его осевого перемещения относительно внутреннего электрода и смыкания с круглой пластиной внутреннего электрода. По периферии круглой пластины внутреннего электрода может быть выполнен кольцевой выступ по направлению к внешнему электроду. На электроды может быть нанесена экзотермическая смесь, по составу близкая к расплаву, с возможностью энерговыделения, достаточного для нагрева электродов до температуры плавления расплава.
Недостаток устройства заключается в том, что дуга горит открыто, что приведет к избыточным температурным градиентам на нагреваемой поверхности.
Задачей изобретения является разработка способа нагрева и устройства для его реализации, имеющего высокий тепловой КПД (90 - 95%), длительный ресурс эксплуатации (от 1000 часов и выше), отсутствие вредных выбросов в окружающее пространство, управляемую тепловую мощность излучения на нагреваемую поверхность.
Технический результат достигается тем, что в устройстве для нагрева, содержащем один, два или более электродных узлов, с источниками электропитания каждого узла, каждый из которых состоит из двух коаксиально расположенных электроизолированных друг от друга электродов - наружного и внутреннего, причем наружный электрод выполнен полым, охватывающим внутренний, расположенный соосно с наружным, с возможностью подачи защитного газа в полость и удержания его в полости для защиты электродов и для создания избыточного давления, не меньшего внешнего давления в емкости, возможностью подачи в полость между ними электропроводящего, например, углеродного порошка, наружный и внутренний электроды имеют узлы крепления и механизмы перемещения, как на общем основании, так и независимо друг от друга, при этом взаимное расположение электродов относительно друг друга и относительно плавильной емкости может быть различным, наружный электрод снабжен на конце герметично закрывающейся крышкой (заглушкой).
Каждый из наружных и внутренних электродов выполнены в виде соединенных между собой элементов, с возможностью их наращивания, например, путем навинчивания, а закрывающая заглушка выполнена в виде цилиндра или заглушенной трубы, с дном (или заглушкой).
Устройство снабжено оборудованием и трактом подачи защитного газа между наружным и внутренним электродом, инертного к материалу электродов, и оборудованием для сброса избыточного давления в электроде сверх заданного, а также снабжено оборудованием и трактом для подачи в зазор между наружным и внутренним электродом измельченного электропроводящего материала, например, материала, по составу совпадающего или близкого к материалу электродов. Наружный электрод снабжен коллектором для подачи газа в пространство между наружным электродом и внутренней стенкой нагреваемой емкости.
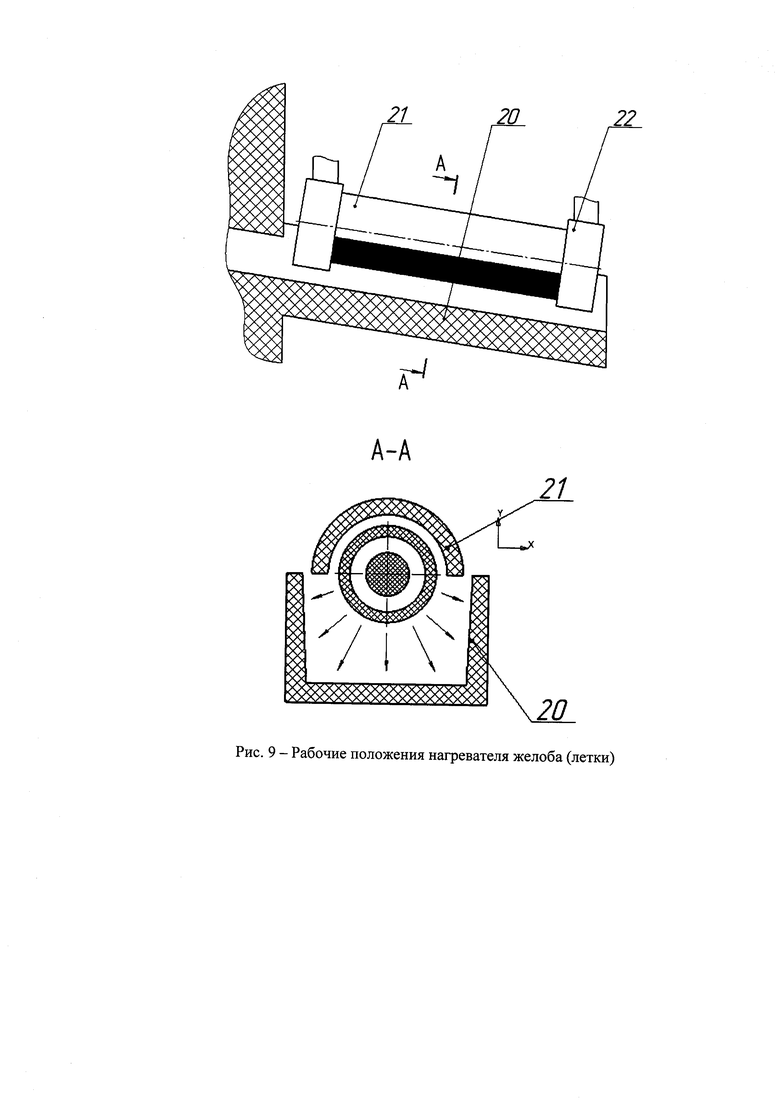
Изобретение поясняется чертежами, где на рис. 1 представлен разрез электродного узла; на рис. 2 - то же, с протяженной заглушкой наружного электрода. 1 - внутренний электрод, 2 - наружный электрод, 3 - изолирующая проставка, 4 - тракты подачи газа, порошка, сброса избытка газа, 5 - заглушка по рис. 1 и удлиненная заглушка по рис. 2, 6-электропроводящий материал, в т.ч. - порошок углеродсодержащего материала, 7 - электрическая (плазменная) дуга, 8 - соленоид, 9 - электро до держатель внутреннего электрода, 10 - электро до держатель наружного электрода, 11 и 12 - приводы перемещения электродов, 13- теплоизолирующая крышка (свод), 14 - герметизирующие уплотнения электрода и теплоизолирующей крышки, 15 - нагреваемое изделие, например, ковш, 16 - устройство крепления плазменного электронагревателя к теплоизолирующей крышке, 17 - устройство крепления и перемещения плазменного электронагревателя на теплоизолирующей крышке, 18 - устройство крепления и перемещения плазменного электронагревателя на отдельном основании, 19 - теплоизолирующая проставка между рабочей частью электрода и устройством крепления и перемещения электронагревателя,, 20 - желоб ковша, сливного носка и проч., 21 - теплоизолирующая система нагревательного узла для снижения тепловых потерь, 22 - элементы крепления и позиционирования нагревателя, токоподводы к внутреннему и наружному электродам, 23 - нижнее положение, 24 - верхнее положение внутреннего электрода, 25 - тракт подачи газа в полость нагреваемого изделия, и тракт удаления избыточного давления, 26 - датчик контроля температуры изделия.
На рис. 3 - представлен электродный узел, установленный в теплоизолированную крышку; на рис. 4 - электродный узел, установленный в теплоизолированную крышку и помещенный в нагреваемый объем, например, ковш; на рис. 5 - представлен электродный узел, расположенный на теплоизолированной крышке стационарно; на рис. 6 -представлен электродный узел, размещенный на крышке с возможностью перемещения по оси; на рис. 7 - представлен электродный узел, размещенный с приводом, размещенным на отдельном основании; на рис. 8 - представлены рабочие положения электрода внутреннего относительно наружного; на рис. 9 - представлены рабочие положения электродного узла при нагреве открытого объема, например, поверхности, желоба (летки).
Внутренний электрод состоит из цилиндрических элементов, а наружный электрод состоит из полых элементов и заглушки. Между внутренним и внешним электродами размещен электроизолятор 3, в котором имеется тракт 4 подачи защитного газа и измельченного материала во внутреннюю полость нагревателя.
В нижней части наружного электрода устанавливается заглушка 5, которая может иметь разную длину. На поверхность заглушки через тракт подачи защитного газа и измельченного материала может, по мере расходования, осуществляться подача электропроводящего материала, в т.ч. - по составу совпадающего или близкого к материалу электродов 6. Между внутренним электродом и насыпным материалом горит плазменная дуга 7. В верхней части внешнего электрода установлен соленоид 8, также на верхней части внешнего электрода может быть установлена теплоизоляционная проставка 19 для снижения теплового потока через нагреватель к токоподводу.
Нагреватель имеет возможность стационарного размещения на теплоизолированной крышке с помощью устройства крепления 16, имеет возможность перемещаться при помощи привода перемещения нагревателя со стойкой, установленной на крышке 17, а так же может быть установлен в варианте с отдельно стоящей стойкой, и имеет возможность перемещаться при помощи привода, размещенного на отдельном основании, поз.18.
Фиксация внутреннего и внешнего электродов осуществляется соответственно с помощью электрододержателей 9 и 10, а перемещение электродов в продольном направлении происходит за счет приводов 11 и 12.
В варианте рис. 5 нагреватель с помощью уплотнения 14 герметично устанавливается на теплоизолированную крышку 13, после чего теплоизолированная крышка с нагревателем уже устанавливается, например, на металлургический ковш 15.
Устройство работает следующим образом:
В рабочем положении электродный узел, состоящий из внутреннего 1 и наружного 2 электродов, собран либо на теплоизолирующей крышке, по вариантам рис. 5, 6, либо - на отдельной стойке, по варианту рис. 7. В первом случае, нагреватель уже установлен на корпусе теплоизолирующей крышки. Для начала работы либо нагреваемое изделие подается под крышку, либо крышка подается к нагреваемому изделию, и устанавливается над ним, затем крышка с установленным нагревателем или с нагревателем, закрепленном на отдельной стойке, опускается на нагреваемое изделие, до соприкосновения с изделием в зоне уплотнения, и уплотняется по периметру за счет собственного веса.
После установки крышки, если нагреватель не был закреплен на крышке, нагреватель перемещением в уплотняемом отверстии крышки опускается в нагреваемый объем, до ранее определенного установленного значения, не соприкасаясь с нагреваемой поверхностью изделия.
Нагреватель заполнен защитным газом, и снабжен порошком, расположенным на дне наружного электрода, в зоне заглушки. В нагреваемый объем по тракту подачи подается газ, инертный к материалу электрода и нагреваемого изделия.
После установки нагревателя в рабочее положение для нагрева, приведения его в состояние готовности работы, на соленоид 8, охватывающий внешний электрод, подают напряжение, и создают продольное магнитное поле в электродном узле, на внутренний и наружный электрод подается напряжение, поджигается плазменная дуга между ними пробоем межэлектродного промежутка или соприкосновением внутреннего электрода с наружным, в зоне заглушки, подачей внутреннего электрода, последующим управлением величиной тока и напряжения и достижения заданного алгоритма управления мощностью.
Созданное соленоидом магнитное поле обеспечивает перемещение электрической дуги по периметру межэлектродного пространства между внутренним и наружным электродами, повышая ресурс работы электродов. В газовый тракт подачи 4 также осуществляют по мере расходования подачу электропроводящего материала, в т.ч. - по составу совпадающего или близкого к материалу электродов, с целью повышения ресурса работы электродов.
По мере прогрева нагревателя, расширяющийся от нагрева газ внутри электрода и избыточный газ из нагреваемого объема удаляются по соответствующим трактам.
Благодаря высокой теплопроводности материала, обеспечивается прогрев нагревателя по всей длине, что выравнивает плотность мощности излучением от нагревателя по его высоте (длине).
Через контроль температуры изделия задается соответствующая мощность нагревателя, обеспечивающая необходимую скорость нагрева поверхности изделия. При необходимости увеличения скорости нагрева изделия, возрастает мощность плазменной дуги, и наоборот.
В случае, если тепловодности нагревателя недостаточно для поддержания заданного темпа нагрева по всей высоте (длине) нагреваемого изделия, перемещением внутреннего электрода перемещают зону существования плазменной дуги между ними, изменяем распределение температуры по длине. При исполнении электрода по варианту рис. 2, можно обеспечить распределение плотности мощности излучения с лучшей равномерностью, в сравнении с вариантом рис. 1.
По мере возрастания температуры, и при достижении температуры нагреваемого изделия заданной величины, величину мощности поддерживают близкой к мощности суммарных потерь, стабилизируя в течение некоторого времени температуру.
При использовании нагревателя по рис. 9, где с помощью узлов крепления 22 нагреватель размещен в горизонтальном положении над леткой, либо желобом 20, способ нагрева соответствует описанному. При этом может отсутствовать необходимость подачи защитного газа в зону нагрева изделия, при отсутствии возможности герметизации нагреваемого объема. В случае нагрева желоба, зоны леточного отверстия, перед началом слива следует принять меры защиты нагревателя от жидкого расплава дистанциированием его от расплава на достаточное для сохранения работоспособности расстояние.
Изобретение относится к области металлургии. Устройство для нагрева металлургической емкости содержит один или более электродных узлов с источниками электропитания. Электродный узел содержит коаксиально расположенные внешний полый электрод (2) и внутренний электрод (1), электроизолированные друг от друга. В полость между электродами подают инертный газ для создания избыточного давления, не меньшего внешнего давления в металлургической емкости. Внешний и внутренний электроды имеют самостоятельные узлы крепления и механизмы перемещения, обеспечивающие общие и независимые друг от друга поступательные и возвратно-поступательные движения. Внешний электрод снабжен на конце герметично закрывающейся крышкой (5), а внутренний электрод выполнен с возможностью перемещения до соприкосновения с крышкой (5). В полость между электродами подают измельченный электропроводящий материал (6) с обеспечением поступления электропроводящего материала в зону горения плазменной дуги (7) и горения плазменной дуги от внутреннего электрода на электропроводящий материал. Обеспечивается повышение теплового КПД до 90-95 %, увеличение ресурса эксплуатации, отсутствие вредных выбросов в окружающее пространство. 2 н. и 5 з. п. ф-лы, 9 ил.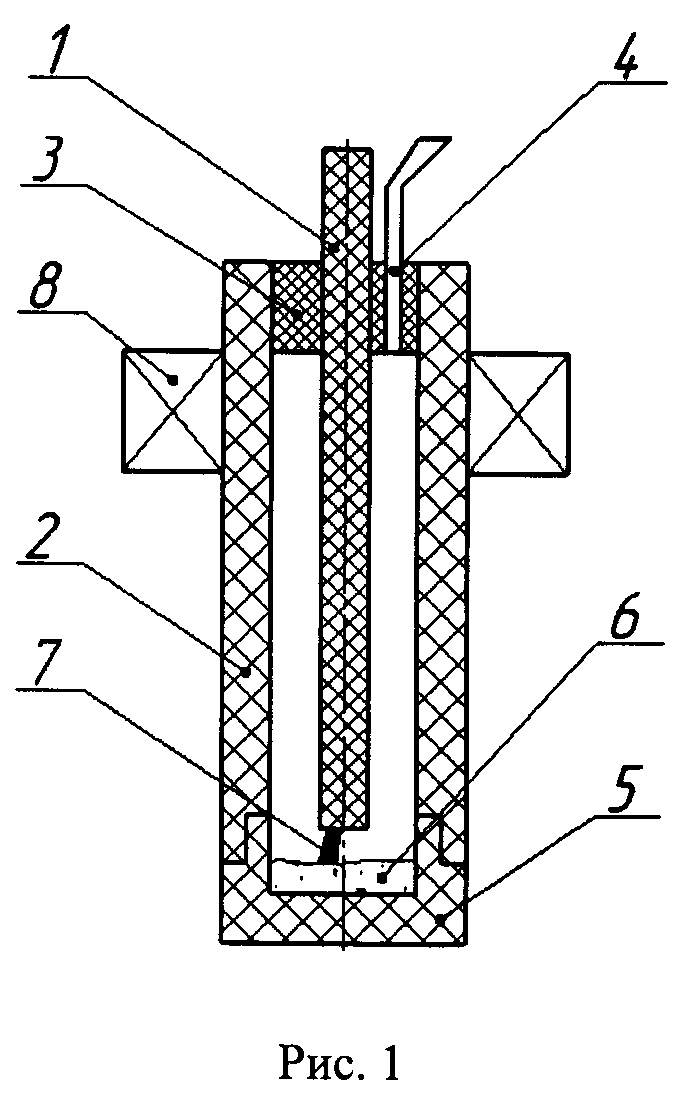
1. Устройство для нагрева металлургической емкости, содержащее один, два или более электродных узлов, снабженных источниками электропитания, при этом каждый электродный узел содержит два электрода – внешний электрод, выполненный полым, и внутренний электрод, расположенные коаксиально и электроизолированные друг от друга, при этом электродный узел выполнен с возможностью подачи газа в полость между электродами для создания избыточного давления, не меньшего внешнего давления в металлургической емкости, а внешний электрод и внутренний электрод имеют самостоятельные узлы крепления и механизмы перемещения, обеспечивающие общие и независимые друг от друга поступательные и возвратно-поступательные движения, отличающееся тем, что внешний электрод снабжен на конце герметично закрывающейся крышкой, а внутренний электрод выполнен с возможностью перемещения до соприкосновения с герметично закрывающейся крышкой.
2. Устройство по п. 1, отличающееся тем, что внешний и внутренний электроды выполнены в виде нескольких элементов, соединенных один с другим с возможностью наращивания, а герметично закрывающаяся крышка выполнена в виде сплошного цилиндра с дном или заглушенной трубы.
3. Устройство по п. 1 или 2, отличающееся тем, что оно снабжено оборудованием и трактом для подачи защитного газа, инертного к материалу электродов, между внешним и внутренним электродами и оборудованием для сброса избыточного давления во внешнем электроде.
4. Устройство по любому из пп. 1-3, отличающееся тем, что оно снабжено оборудованием и трактом для подачи в полость между упомянутыми электродами измельченного электропроводящего материала, например, совпадающего или близкого по составу к материалу электродов.
5. Устройство по любому из пп. 1-4, отличающееся тем, что внешний электрод снабжен коллектором для подачи газа в пространство между внешним электродом и внутренней стенкой нагреваемой металлургической емкости.
6. Способ нагрева металлургической емкости, характеризующийся тем, что включает размещение в нагреваемой области металлургической емкости по меньшей мере одного устройства по пп. 1-5, установку электродов электродного узла в рабочее положение, при этом после установки электродов в полость между ними подают газ, инертный к материалу электродов, для создания в электродном узле заданного давления, которое при изменении поддерживают посредством дополнительного тракта, накладывают внешнее поле включением соленоида, охватывающего внешний электрод, подают напряжение на электроды и зажигают между ними плазменную дугу в полости между электродами посредством осциллятора или соприкосновения торца внутреннего электрода с герметично закрывающейся крышкой на конце внешнего электрода, посредством внешнего управления устанавливают расположение внутреннего электрода с горящей плазменной дугой в заданном месте и на заданном расстоянии от герметично закрывающейся крышки внешнего электрода и устанавливают заданную мощность в плазменной дуге, управление указанной мощностью плазменной дуги осуществляют в зависимости от изменения температуры нагреваемой поверхности металлургической емкости, контролируемого внешним датчиком температуры внешнего электрода и нагреваемой металлургической емкости, при этом в полость между электродами подают измельченный электропроводящий материал посредством дозирующего устройства с обеспечением поступления электропроводящего материала в зону горения плазменной дуги и горения плазменной дуги от внутреннего электрода на электропроводящий материал, причем по мере расходования электропроводящего материала его добавляют с обеспечением уменьшения контакта пятна дуги с внешним электродом, при этом при снижении сопротивления электроизолятора между электродами полость между электродами продувают газом, инертным к материалу электродов, до восстановления сопротивления электроизолятора, после чего восстанавливают подачу измельченного материала в полость между электродами, при этом внешний электрод нагревают за счет плазменной дуги, излучения от нее и теплопередачи теплопроводностью по всей длине рабочей части внешнего электрода, причем равномерность нагрева внешнего электрода обеспечивают высокой теплопроводностью его материала и перемещением пятна плазменной дуги по длине рабочей области внешнего электрода, обеспечиваемым перемещением внешнего и внутреннего электрода друг относительно друга и управляемым внешним воздействием магнитным полем соленоида, путем вытеснения дуги в магнитном поле большей напряженности, после достижения заданной температуры металлургической емкости управлением мощностью плазменной дуги стабилизируют температуру на заданном уровне до начала манипуляций с металлургической емкостью.
7. Способ по п. 6, отличающийся тем, что нагреваемую металлургическую емкость изолируют от внешней среды, например, крышкой, при этом в полость нагреваемой металлургической емкости подают газ, инертный к материалу электродов и нагреваемой металлургической емкости, и регулируют расход указанного газа, подаваемого в пространство между электродным узлом и корпусом металлургической емкости, в пределах от 0 до номинального, с обеспечением непроникновения внешней атмосферы в нагреваемый объем металлургической емкости.
| СПОСОБ ВЕДЕНИЯ ПЛАВКИ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2008 |
|
RU2399686C2 |
| Способ сушки футеровки металлургических емкостей и устройство для его осуществления | 1989 |
|
SU1662756A1 |
| СПОСОБ ВЕДЕНИЯ ПЛАВКИ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2007 |
|
RU2361375C1 |
| SU 532974 A1, 18.02.1977 | |||
| WO 2014062063 A1, 24.04.2014 | |||
| EP 152790 A1, 28.08.1985. | |||

