Изобретение относится к производству изделий из композиционных материалов (КМ) и может быть использовано для диагностики изделий из этих материалов с помощью метода акустической эмиссии (АЭ).
Известны способы диагностики изделий из КМ, включающие установку на изделие приемных преобразователей, прием и регистрацию сигналов АЭ и определение по ним местоположения источников сигналов.
Наиболее близким техническим решением к изобретению является способ приема сигналов акустической эмиссии при контроле изделий из КМ 3, заключающийся в установке перпендикулярно слоям армирования материала прямолинейных стержневых волноводов электроакустических
преобразователей, приеме сигналов АЭ через систему волноводов и последующей обработке этих сигналов.
Недостатком этого способа является низкая достоверность диагностирования оболочек, характеризуемая невозможностью определения местоположения возникающих дефектов типа межслоевых трещин. Причинами указанного недостатка являются низкая акустическая проводимость КМ и неоднородность акустических свойств этих материалов в зависимости от направления распространения сигнала АЭ в слоях армирования, которая определяется ортотроп- ной природой слоистых КМ.
Целью изобретения является повышение достоверности диагностирования за
XI 00 О
Јь N)
счет определения местоположения возникающих межслоевых трещин в изделиях из КМ.
Поставленная цель достигается тем, что на изделии устанавливают перпендикулярно слоям армирования материала прямолинейные стержневые волноводы электроакустических преобразователей, по которым принимают сигналы акустической эмиссии через систему волноводов, при изготовлении изделия в его стенке с заданным шагом по радиальной координате вдоль слоев армирования материала укладывают непрерывно волноводы путем ихнамотки по винтовой линии совместно с основной арматурой впрессованные прямолинейные стержневые волноводы вводят в контакт с винтовыми волноводами.
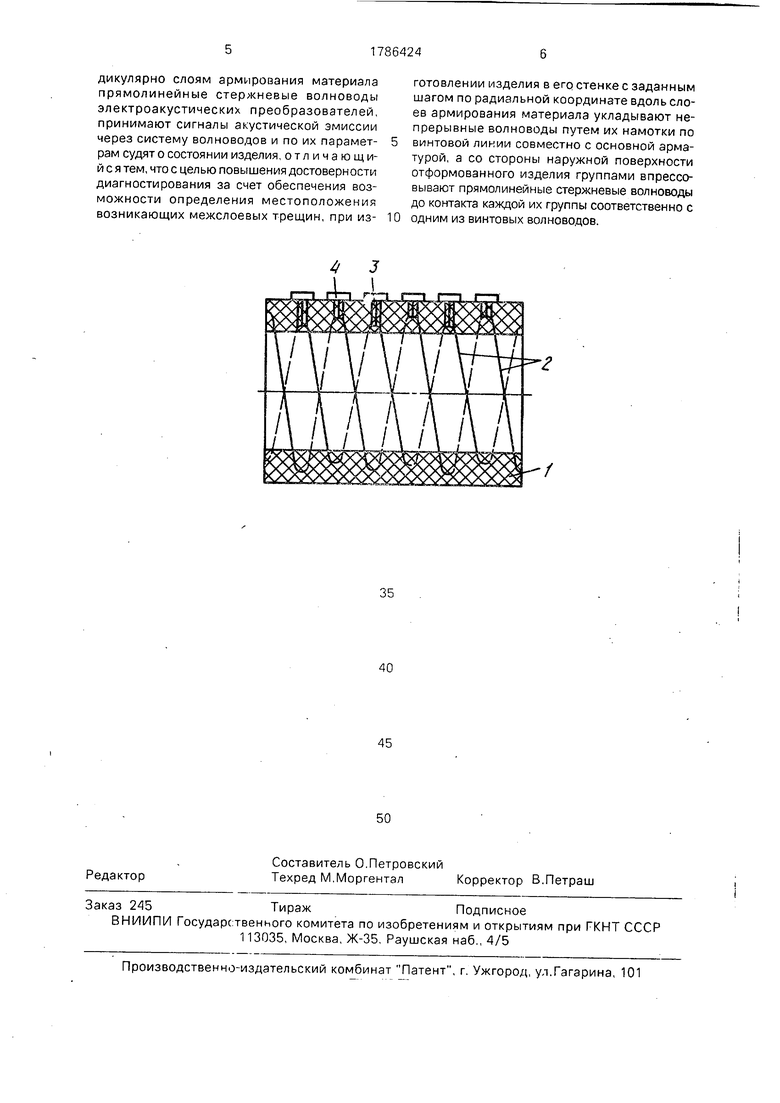
Способ осуществляется с помощью схемы укладывания волноводов в изделии, при- веденной на чертеже.
Оболочка 1 состоит из винтовых волноводов 2 и прямолинейных стержневых волноводов 3, акустически соединенных с электроакустическими преобразователями 4. Волноводы 2 и 3 представляют собой отрезки тонкого длинномерного материала, обладающего высококачественными акустическими свойствами, в частности высокой проводимостью сигналов АЭ, а также высокой стабильностью акустических свойств при изменении внешних условий. Таким материалом может быть тонкая металлическая проволока, например диаметром 0,2-0,6 мм.
Способ диагностики реализуется следующим образом.
На этапе намотки оболочки в ее стенке, например, на трех глубинах с шагом по толщине 3 мм, укладывают винтовые волново- ды 2 в виде стальной проволоки диаметром 0,6 мм с шагом по винтовой линии 20 мм. При этом обеспечивают сдвиг вдоль оси оболочки волноводов на разных глубинах, исключающий расположение витков одного волновода над или под витками другого. Выбор шага укладки волноводов 2 по толщине характеризует точность способа по определению глубины залегания дефекта - источника АЭ и задается, исходя из задачи диагностирования и технологических особенностей производства оболочек из КМ. После окончания намотки со стороны наружной поверхности оболочки перпендикулярно слоям армирования КМ группами впрессовывают прямолинейные стержневые волноводы 3 диаметром 0,6 мм и соответствующей длины до контакта с каждым из винтовых волноводов 2 на каждом из их витков через каждый шаг винтовой линии.
Причем группу прямолинейных стержневых волноводов 3, контактирующих с винтовым волноводом 2 на данной глубине, располагают на одной линии вдоль оси оболочки, а контакт проверяют электрически. На торцы прямолинейных стержневых волноводов 3, выходящие на наружную поверхность оболочки, устанавливают электроакустические преобразователи 4 с обеспечением акустического контакта. Оболочку с электроакустическими преобразователями 4 размещают в печи, подключая последние к контрольно- измерительной аппаратуре, и проводят термообработку, Прием и регистрацию параметров сигналов АЭ (амплитуды АЭ, времени прихода сигнала АЭ, числа импульсов АЭ и т.д.) осуществляют на этапе охлаждения. При появлении дефекта типа межслоевой трещины им испускается дискретный сигнал АЭ, распространяющийся вдоль слоев армирования КМ. При достижении сигналом АЭ винтового волновода 2 он воспринимается последним и далее рапро- страняется по нему, так как высокая акустическая проводимость и стабильность акустических свойств волноводов обеспечивает в слое армирования магистральное направление гарантированного распространения сигнала АЭ практически без энергетических потерь и искажений с известной скоростью. В момент достижения сигналом АЭ прямолинейного стержневого волноводаЗ, контактирующего с данным винтовым, он передается на этот волновод и по нему выводится наружу к принимающей поверхности электроакустического преобразователя 4, преобразуется в электросигнал АЭ и подается для обработки на контрольно-измерительную аппаратуру. Прием сигнала АЭ на прямолинейный стержневой волновод 3 из данной группы волноводов, контактирующих с одним винтовым волноводом 2 на известной глубине, позволяет сразу определить глубину залегания дефекта по наибольшей энергии и, соответственно, амплитуде принятого сигнала в сравнении с сигналом, принятым волноводами 3 другой группы. Вместе с тем, прием сигнала АЭ на волноводы 3 одной группы, находящиеся в контакте с соседними витками винтового волновода 2 в слое данной глубины, позволяет определить местоположение дефекта на поверхности этого слоя по последовательности моментов прихода сигнала АЭ на эти волноводы и по соотношению амплитуд сигнала.
Формула изобретения Способ диагностики изделий из композиционных материалов, заключающийся в том, что на изделии устанавливают перпендикулярно слоям армирования материала прямолинейные стержневые волноводы электроакустических преобразователей, принимают сигналы акустической эмиссии через систему волноводов и по их параметрам судят о состоянии изделия, отличающийся тем, что с целью повышения достоверности диагностирования за счет обеспечения возможности определения местоположения возникающих межслоевых трещин, при из0
готовлении изделия в его стенке с заданным шагом по радиальной координате вдоль слоев армирования материала укладывают непрерывные волноводы путем их намотки по винтовой линии совместно с основной арматурой, а со стороны наружной поверхности отформованного изделия группами впрессовывают прямолинейные стержневые волноводы до контакта каждой их группы соответственно с одним из винтовых волноводов.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ приема сигналов акустической эмиссии при контроле изделий из композиционных материалов | 1989 |
|
SU1725108A1 |
| СПОСОБ НЕРАЗРУШАЮЩЕГО КОНТРОЛЯ ДЕТАЛЕЙ ИЗ ПОЛИМЕРНЫХ КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ | 2011 |
|
RU2488772C2 |
| СПОСОБ ОБНАРУЖЕНИЯ СКВОЗНЫХ ДЕФЕКТОВ В ТРУБОПРОВОДАХ | 1991 |
|
RU2020467C1 |
| СПОСОБ ОЦЕНКИ СОСТОЯНИЯ ЖЕЛЕЗНОДОРОЖНОГО ПУТИ | 2010 |
|
RU2437090C1 |
| СПОСОБ ОЦЕНКИ СТЕПЕНИ ИЗНОСА ТЕЛЕЖКИ ЖЕЛЕЗНОДОРОЖНОГО ВАГОНА | 2010 |
|
RU2437091C1 |
| УНИВЕРСАЛЬНЫЙ УЧЕБНО-ИССЛЕДОВАТЕЛЬСКИЙ СТЕНД ИЗУЧЕНИЯ ГЕНЕРАЦИИ И РАСПРОСТРАНЕНИЯ АКУСТИЧЕСКИХ ВОЛН В ЭЛЕМЕНТАХ ПРОМЫШЛЕННЫХ ОБЪЕКТОВ ОТ ИМИТАТОРОВ РЕАЛЬНЫХ ИСТОЧНИКОВ АКУСТИЧЕСКОЙ ЭМИССИИ | 2015 |
|
RU2608969C1 |
| Способ акустико-эмиссионной диагностики ответственных деталей тележек грузовых вагонов при эксплуатации | 2017 |
|
RU2667808C1 |
| СПОСОБ ДИАГНОСТИКИ НАЛИЧИЯ ТРЕЩИН В ХОДОВЫХ ЧАСТЯХ ТЕЛЕЖКИ ПОДВИЖНОГО СОСТАВА | 2013 |
|
RU2535246C1 |
| Способ определения местоположения усталостных трещин по сигналам акустической эмиссии | 1986 |
|
SU1516954A1 |
| УСТРОЙСТВО ДЛЯ ДИАГНОСТИКИ ПРЕДЕЛЬНОГО СОСТОЯНИЯ И РАННЕГО ПРЕДУПРЕЖДЕНИЯ ОБ ОПАСНОСТИ РАЗРУШЕНИЯ МАТЕРИАЛОВ И ИЗДЕЛИЙ | 2009 |
|
RU2403564C2 |
Изобретение относится к производству изделий из композиционных материалов (КМ) и может быть использовано для диагностики изделий из КМ с помощью метода акустической эмиссии. Целью изобретения является повышение достоверности диагностирования за счет определения местоположения возникающих межслоевых трещин в изделиях из КМ. Сущность изобретения состоит в том, что при изготовлении изделия в его стенке с заданным шагом по радиальной координате вдоль слоев армирования материала укладывают непрерывные волноводы путем их намотки по винтовой линии совместно с основной арматурой и оставляют в дальнейшем составной частью изделия, а со стороны наружной поверхности отформованного изделия группами впрессовывают прямолинейные стержневые волноводы до контакта каждой их группы соответственно с одним из винтовых волноводов и акустически соединяют торцы стержневых волноводов с электроакустическими преобразователями. Состояние изделия диагностируют по параметрам акустической эмиссии КМ нагруженного изделия. 1 ил. 00 1C
| Способ определения координат источников дискретных сигналов акустической эмиссии | 1977 |
|
SU725016A1 |
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Способ определения координат источников сигналов акустической эмиссии | 1978 |
|
SU717648A1 |
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Способ приема сигналов акустической эмиссии при контроле изделий из композиционных материалов | 1989 |
|
SU1725108A1 |
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
