Изобретение относится к способам оперативного диагностирования деталей из полимерных композиционных материалов (ПКМ) в эксплуатации и может быть использовано для выявления появляющихся дефектов изделий, агрегатов, узлов и деталей в авиакосмической, в авиационной, судостроительной и других отраслях машиностроения.
Известен способ для определения наличия трещин в материале детали, заключающийся в том, что деталь полностью погружают в жидкость и выдерживают в жидкости определенное время, не менее восьми часов, равное такту производства, затем деталь достают из жидкости, удаляют жидкость со всей поверхности детали, наводят вибрацию в материале детали, например, постукиванием по поверхности детали тяжелым предметом или же расположив деталь на вибрационном столе, по появлению следов жидкости на поверхности детали судят о наличии микротрещины, причем материал тяжелого предмета имеет твердость, меньшую, чем деталь, масса предмета, сила и частота ударов, а также место нанесения ударов выбирают в зависимости от материала и конфигурации детали, чтобы в материале детали возникли колебания резонансной частоты, интенсифицирующие выход жидкости на поверхность детали (см. патент РФ №2413213, МПК G01N 29/04, G01N 21/91, 2011 г.).
Этот способ трудоемкий, продолжительный по времени касается металлических деталей и не применим для материалов из ПМК.
Известен способ неразрушающего контроля изделий из композиционных материалов, в котором при изготовлении изделия в его стенке с заданным шагом по радиальной координате вдоль слоев армирования материала укладывают непрерывные волноводы путем их намотки по винтовой линии совместно с основной арматурой и оставляют в дальнейшем составной частью изделия, а со стороны наружной поверхности отформованного изделия группами впрессовывают прямолинейные стержневые волноводы до контакта каждой их группы соответственно с одним из винтовых волноводов и акустически соединяют торцы стержневых волноводов с электроакустическими преобразователями (см. а.с. №1786424 МПК G01N 29/14. 1993). Состояние изделия диагностируют по параметрам акустической эмиссии композиционного материала нагруженного изделия.
Основной его недостаток как средства контроля - трудность выделения сигналов от развивающихся дефектов на фоне помех.
Известен также способ неразрушающего контроля деталей из полимерных композиционных материалов, включающий обследование детали с целью выявления присутствия-отсутствия трещин в их конструкции (см. например: на стр.864-865 Основы авиа- и ракетостроения: учеб. пособие для вузов / А.С.Чумадин, В.И. Ершов, К.А.Макаров и др. - М.: Инфра - М. 2008. - 992 с.: ил. стр.567). Указанным способом контроль производится путем наблюдения деталей и изделий в видимом свете с учетом средней остроты зрения человеческого глаза равной 2-4 минутам при освещенности объекта 100-1000 Лк, позволяющим на расстоянии наилучшего зрения (250 мм) различать объекты размером не более 0,15 мм. В подобных условиях предельная величина контрастной чувствительности глаза составляет 1…2% при наблюдении в оптимальных условиях объектов с угловыми размерами не более 0,5 градусов и указанной освещенности. Применение оптических приборов позволяет нескольку увеличить угловой размер наблюдаемых объектов пропорционально увеличению приборов. При этом визуальный оптический контроль дает возможность наблюдать трещины и другие дефекты с шириной раскрытия более 0,005 мм и протяженностью свыше 0,1 мм.
Перечисленное показывает, что применение известного способа не исключает получение субъективных оценок, зависящих от состояния зрения контролера и сложность его применения в непогоду (снег, град, дождь, иней, роса, туман, ночное время).
Задачей, на решение которой направлено предлагаемое решение, является обеспечение оперативного выявления дефектов появляющихся в деталях из полимерных композиционных материалов (ПКМ) в процессе эксплуатации, исключающее субъективность оценки.
Технический результат, достигаемый при решении поставленной задачи, выражается в немедленном выявлении дефекта, поскольку при появлении трещины, происходит разрыв оптоволоконного кабеля и прекращение движения светового луча, который отражается от зоны излома.
Поставленная задача решается тем, что способ неразрушающего контроля деталей из полимерных композиционных материалов, включающий обследование детали с целью выявления присутствия-отсутствия трещин в их конструкции отличается тем, что в процессе формирования заготовки детали, в композицию, используемую для их формирования, в качестве одного из компонентов вводят стекловолокно, выполненное с возможностью его использования для канализации светового луча, при этом используют цельные отрезки стекловолокна, которые размещают с пересечением траекторий вероятного формирования дефектов, в объеме детали не подвергающемся обработке, при этом входное и выходное сечение световода располагают, предпочтительно, на поверхности детали и выполняют с возможностью подачи и приема светового потока, при этом первичное тестирование целостности детали осуществляют по завершению процесса ее формования, предпочтительно до начала ее обработки до заданных размеров. Кроме того тестирование целостности детали осуществляют по завершению процесса ее обработки до заданных размеров. Кроме того тестирование целостности детали повторяют в процессе эксплуатации.
Сопоставительный анализ существенных признаков заявляемого решения с существенными признаками аналогов и прототипа свидетельствуют о его соответствии критерию «новизна».
При этом отличительные признаки формулы изобретения решают следующие функциональные задачи.
Признаки «…в процессе формирования заготовки детали, в композицию, используемую для их формирования, в качестве одного из компонентов вводят стекловолокно, выполненное с возможностью его использования для канализации светового луча…» обеспечивают возможность придания детали свойства пропускать через себя световой луч по траектории укладки стекловолокна.
Признак «…используют цельные отрезки стекловолокна…» обеспечивает возможность прохода светового луча по стекловолокну, без его рассеивания в массе детали.
Признаки, указывающие, что цельные отрезки стекловолокна «размещают с пересечением траекторий вероятного формирования дефектов» обеспечивают возможность изменения дефектами (трещинами) качества пропускания светового луча по стекловолокну-световоду.
Признаки, указывающие, что цельные отрезки стекловолокна размещают «в объеме детали не подвергающемся обработке» исключают разрушение цельности стекловолокна в массе детали в процессе ее изготовления и обработки.
Признаки «…входное и выходное сечение световода располагают, предпочтительно, на поверхности детали…» направлены на облегчение процесса ввода светового луча в световод контроля целостности детали.
Признаки, указывающие, что входное и выходное сечение световода выполняют «с возможностью подачи и приема светового потока», обеспечивают возможность светового зондирования целостности световода, в процессе тестирования целостности детали.
Признаки, указывающие, что «первичное тестирование целостности детали осуществляют по завершению процесса ее формования, предпочтительно до начала ее обработки до заданных размеров» позволяют выполнить первичный контроль работоспособности системы оптического тестирования.
Совокупность признаков дополнительных пунктов формулы изобретения позволяет контролировать целостность детали на этапах ее обработки и эксплуатации.
На фиг.1 показана схема осуществления способа, где 1 - контролируемый объект (деталь), 2 - световод, 3 световой луч, 4 дефекты, входное 5 и выходное 6 сечение световода 2.
В композицию, используемую для формирования контролируемого объекта 1, вводят стекловолокно 2, выполненное с возможностью его использования для канализации светового луча 3. Использование стекловолокна как материала, аналогичного используемому в качестве наполнителя для формирования каркасной матрицы детали, не приводит к ослаблению детали, но придает ей возможность оптического тестирования. Используют цельные отрезки стекловолокна 2, предпочтительно, длиной многократно большей длины детали, что позволяет повысить чувствительность системы в связи с уменьшением размеров контролируемого (пересекаемого) сечения. При этом стекловолокно 2 размещают с пересечением траекторий вероятного формирования дефектов 4, в объеме детали 1 не подвергающемся обработке.
Входное 5 и выходное 6 сечение световода 2 располагают, предпочтительно, на поверхности контролируемого объекта 1 и выполняют с возможностью подачи и приема светового луча 3 в полость световода 2. Для тестирования целесообразно использовать полупроводниковый лазер или светодиодный источник света, предпочтительно цветной, т.е. не белый и пластину белого цвета (на чертежах не показаны).
Способ осуществляется следующим образом. Через входное сечение 5 в световод 2 вводят световой луч 3, а к выходному сечению 6 световода 2 приставляют пластину белого цвета, на которой отчетливо видно цветное пятно выходящего светового луча. Дефекты 4 при этом выявляются немедленно, поскольку при появлении трещины, происходит разрыв световода 2 и прекращение движения светового луча 3 или снижение яркости светового пятна из-за полного или частичного отражения светового луча от зоны излома.
При этом первичное тестирование целостности детали 1 осуществляют по завершению процесса ее формирования, предпочтительно до начала ее обработки до заданных размеров и тестирование целостности детали 1 осуществляют по завершению процесса ее обработки до заданных размеров. Кроме того тестирование целостности детали 1 повторяют в процессе эксплуатации.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ неразрушающего контроля конструкций из композиционного материала | 2019 |
|
RU2726038C1 |
| ИСТОЧНИК ИЗЛУЧЕНИЯ И СВЕТОПРОВОДЯЩЕЕ УСТРОЙСТВО | 2012 |
|
RU2606933C2 |
| СПОСОБ ДИАГНОСТИКИ КОНТАКТНОЙ СВАРКИ | 1998 |
|
RU2133179C1 |
| СПОСОБ НЕРАЗРУШАЮЩЕГО КОНТРОЛЯ УЗЛОВ ТЕЛЕЖЕК ЖЕЛЕЗНОДОРОЖНЫХ ВАГОНОВ И УСТРОЙСТВО ДЛЯ ЕГО РЕАЛИЗАЦИИ | 2011 |
|
RU2480741C1 |
| СИСТЕМА И СПОСОБ ДЛЯ ОБНАРУЖЕНИЯ ПОВЕРХНОСТНЫХ ДЕФЕКТОВ УДЛИНЕННОГО ПРУТКА, ПЕРЕМЕЩАЕМОГО В НАПРАВЛЕНИИ ЕГО ПРОДОЛЬНОЙ ОСИ | 2003 |
|
RU2320958C2 |
| СПОСОБ ДИАГНОСТИКИ ИНДУКЦИОННОЙ ПАЙКИ | 1998 |
|
RU2132262C1 |
| УСТРОЙСТВО КОНТРОЛЯ НАПРЯЖЕНИЙ В МОНОЛИТНОМ ПОЛИМЕРНОМ МАТЕРИАЛЕ | 2020 |
|
RU2736345C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КРЫШКИ ЛЮКА И КРЫШКА ЛЮКА, ПОЛУЧЕННАЯ ТАКИМ СПОСОБОМ | 2011 |
|
RU2582396C2 |
| Способ определения структурных характеристик изделий из полимерных композиционных материалов и устройство для его осуществления | 2023 |
|
RU2809932C1 |
| СПОСОБ НЕРАЗРУШАЮЩЕГО КОНТРОЛЯ МЕХАНИЧЕСКОЙ ДЕТАЛИ | 2009 |
|
RU2518288C2 |
Изобретение относится к способам оперативного диагностирования деталей из полимерных композиционных материалов (ПКМ) в эксплуатации и может быть использовано для выявления появляющихся дефектов изделий, агрегатов, узлов и деталей в авиакосмической, авиационной, судостроительной и других отраслях машиностроения. Сущность: в композицию, используемую для формирования контролируемого объекта, вводят стекловолокно как материал, аналогичный используемому в качестве наполнителя для формирования каркасной матрицы детали, выполненное с возможностью канализации через него светового луча. При этом используют цельные отрезки стекловолокна длиной, большей длины детали, которые размещают с пересечением траекторий вероятного формирования дефектов, в объеме детали, не подвергающемся обработке. О наличии дефекта судят по отсутствию прохождения светового луча или снижению яркости исходящего светового потока. Технический результат: обеспечение оперативного выявления дефектов. 5 з.п. ф-лы, 1 ил.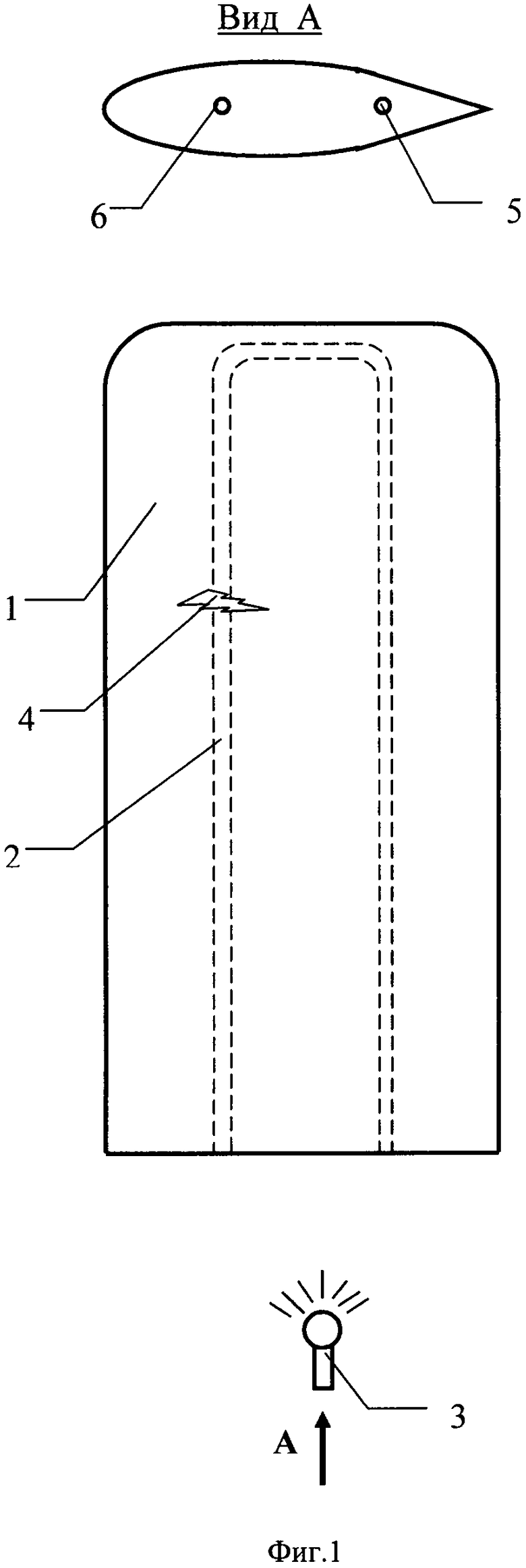
1. Способ неразрушающего контроля деталей из полимерных композиционных материалов, включающий обследование детали с целью выявления присутствия-отсутствия трещин в ее конструкции, посредством пропускания светового потока по стекловолоконному световоду с использованием в качестве информационного сигнала исходящего светового сигнала, отличающийся тем, что в композицию, используемую для формирования контролируемого объекта, вводят стекловолокно, как материал аналогичный используемому в качестве наполнителя для формирования каркасной матрицы детали, выполненное с возможностью канализации через него светового луча, при этом используют цельные отрезки стекловолокна длиной, большей длины детали, которые размещают с пересечением траекторий вероятного формирования дефектов в объеме детали, не подвергающемся обработке, при этом о наличии дефекта судят по отсутствию прохождения светового луча или снижению яркости исходящего светового потока.
2. Способ по п.1, отличающийся тем, что входное и выходное сечение световода располагают предпочтительно на поверхности детали и выполняют с возможностью подачи и приема светового потока.
3. Способ по п.1, отличающийся тем, что первичное тестирование целостности детали осуществляют по завершению процесса ее формования, предпочтительно до начала ее обработки до заданных размеров.
4. Способ по п.1, отличающийся тем, что тестирование целостности детали осуществляют по завершению процесса ее обработки до заданных размеров.
5. Способ по п.1, отличающийся тем, что тестирование целостности детали повторяют в процессе эксплуатации.
6. Способ по п.1, отличающийся тем, что используют полупроводниковый лазер или светодиодный источник света, не белый и пластину белого цвета.
| СПОСОБ ИЗМЕРЕНИЯ ДЕФОРМАЦИИ КОНСТРУКЦИИ ИЗ КОМПОЗИЦИОННОГО МАТЕРИАЛА | 2009 |
|
RU2427795C1 |
| ТРУБА, СПОСОБ И УСТРОЙСТВО ДЛЯ ПОВЫШЕНИЯ НАДЕЖНОСТИ ТРУБОПРОВОДОВ | 1998 |
|
RU2246068C2 |
| Способ определения деформаций в конструкции из слоистого композиционного материала | 1989 |
|
SU1619019A1 |
| US 20040074307 A1, 22.04.2004. | |||

