а
А /Vл-З.
42 N
Сх
а

| название | год | авторы | номер документа |
|---|---|---|---|
| Способ дуговой сварки плавящимся электродом переменным током и устройство для его осуществления | 1990 |
|
SU1787722A1 |
| СПОСОБ ДУГОВОЙ СВАРКИ С УПРАВЛЯЕМЫМ ПЕРЕНОСОМ ЭЛЕКТРОДНОГО МЕТАЛЛА И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2008 |
|
RU2359796C1 |
| Источник питания для сварки модулированным током | 1988 |
|
SU1634415A1 |
| Источник сварочного тока | 1988 |
|
SU1574392A1 |
| Устройство для сварки на переменном токе плавящимся электродом со стабилизацией дуги | 1973 |
|
SU603521A1 |
| Способ для двухэлектродной сварки с короткими замыканиями дугового промежутка и устройство для его осуществления | 1981 |
|
SU998039A1 |
| ОДНОФАЗНЫЙ СВАРОЧНЫЙ ВЫПРЯМИТЕЛЬ | 1992 |
|
RU2086372C1 |
| Устройство для дуговой сварки плавящимся электродом | 1983 |
|
SU1098702A1 |
| СПОСОБ ВОЗБУЖДЕНИЯ СВАРОЧНОЙ ДУГИ ПЕРЕМЕННОГО ТОКА И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1993 |
|
RU2065344C1 |
| СПОСОБ ВОЗБУЖДЕНИЯ ЭЛЕКТРИЧЕСКОЙ ДУГИ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2011 |
|
RU2469826C1 |
(fiuff.i
Изобретение относится к устройствам для сварки переменным током со стабилизацией горения дуги и может найтк широкое применение при механи- зированной сварке черных сталей и их сплавов плавящимся электродом.
Целью изобретения является улучшение качества сварного соединения за счет надежного повторного зажига- ния дуги.
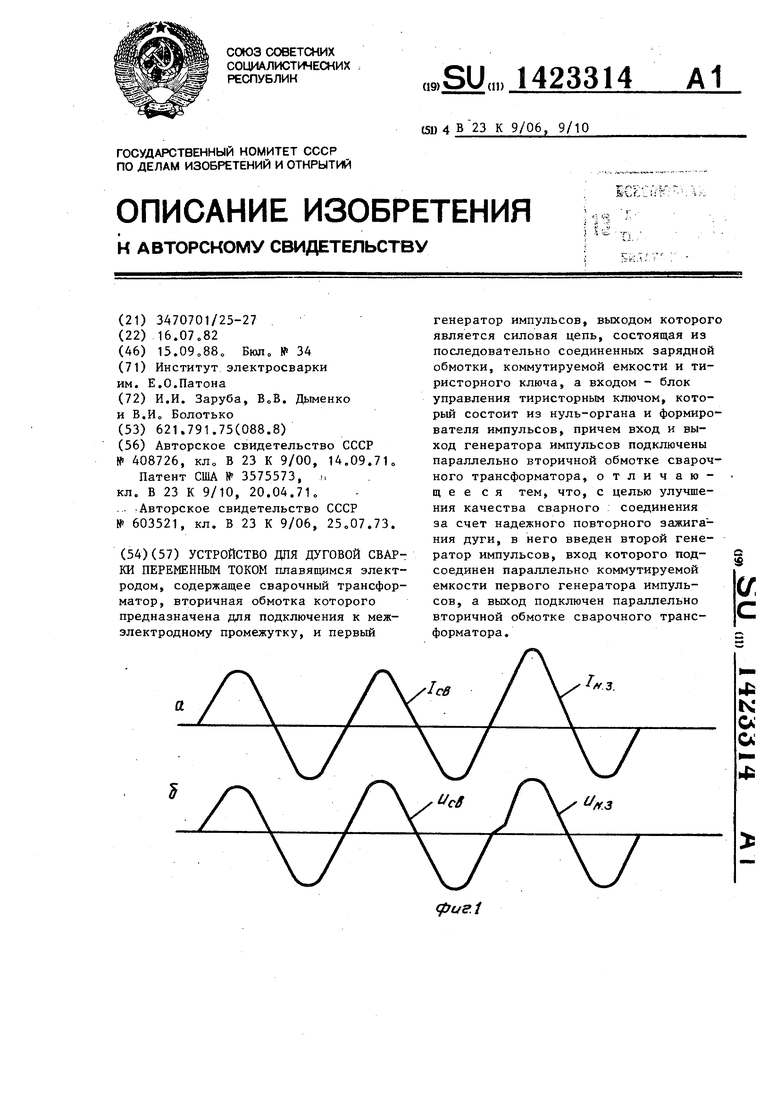
Поставленная цель достигается тем,, что в устройство для дуговой сварки, содержащее сварочный трансформатор, вторичная обмотка которого предназначена для подключения к дуговому промежутку и первый генератор импульсов, выходом которого является силовая цепь, состоящая из последовательно соединенных зарядной об-. мотки, коммутируемой емкости и тирис- торного ключа, а входом - блок управления тиристорным ключом, который . состоит из нуль-органа и формирователя импульсов, причем вход и выход генератора импульсов подключены параллельно вторичной обмотке сварочного трансформатора, введен второй генератор импульсов. Вход второго генератора подключен параллельно коммутируе- мой емкости первого генератора импульсов, а выход подключён параллельно вторичной обмотке трансформатора„
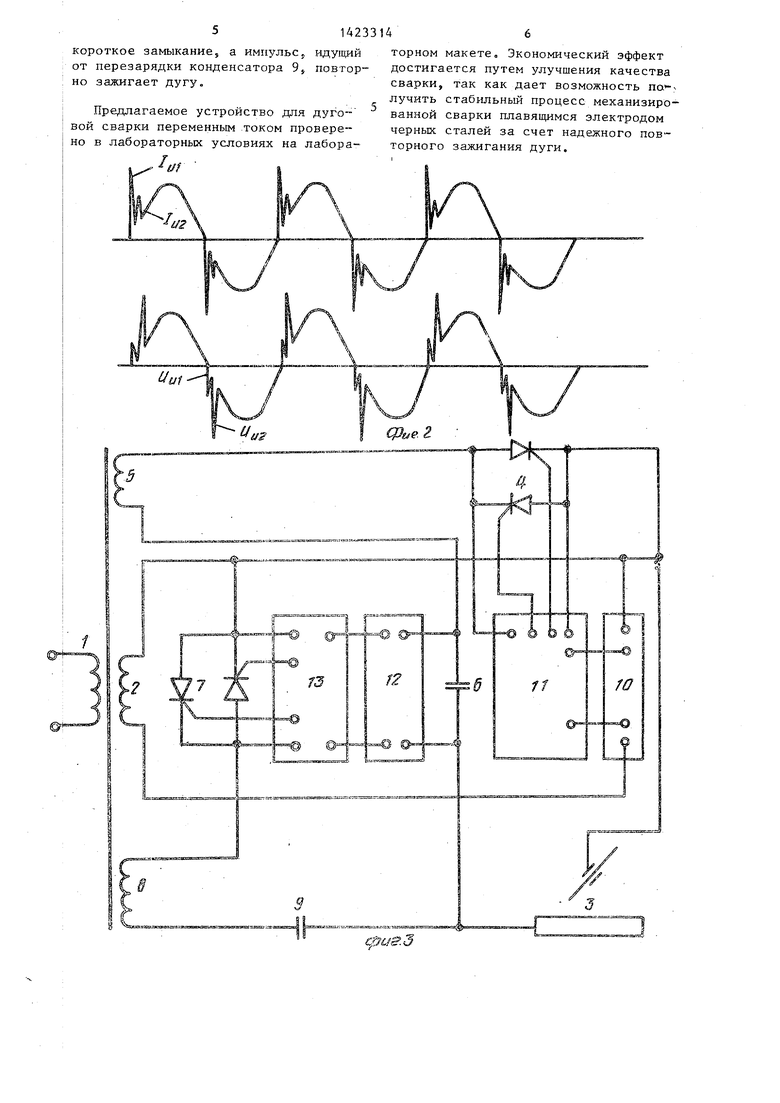
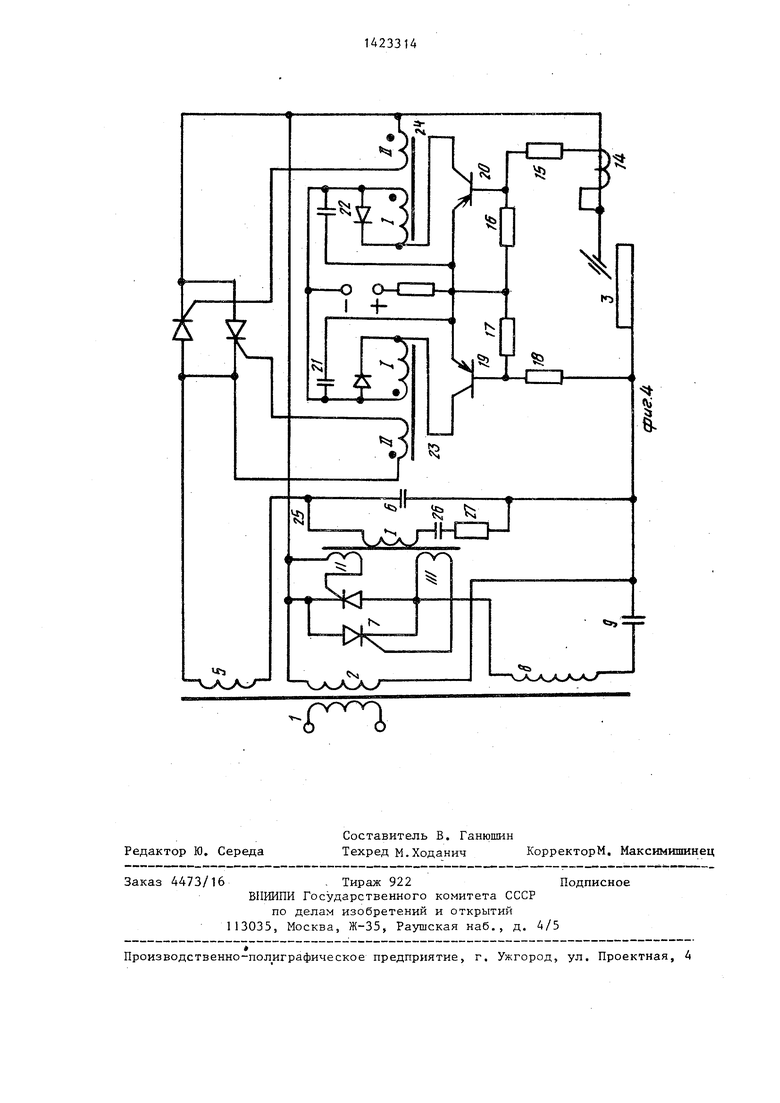
На фиг, 1 приведены эпюры тока (aV и напряжения (S) дуги, на. которых видны случаи закорачивания дугового промежутка в момент перехода свароч- ного тока через нуль ( ток и напряжение сварки; I. и Пц. - ток и напряжение короткого замыка- ния); на фиг, 2 - эпюры тока (ч) и напряжения (S) сварочного трансформатора и стабилизатора горения дуги с разрушением коротких замыканий в момент перехода сварочного тока чере нуль; на фиг„ 3 - блок-схема предлагаемого устройства5 на фиг о 4 - один из вариантов, реализации предлагаемог устройства,.
Устройство содержит сварочный , трансформатор 1, вторичная обмотка 2 которого подключена к дуговому промежутку 3, и два генератора иМпульсов каждый из которых состоит из силовой цепи, подключенной параллельно дуговому промежутку. Первый генератор включает в себя последовательно соединенные тиристорный ключ 4, зарядну обмотку 5 питания и коммутиругощз
g
5 0 5 0 с
5
0
5
емкость 6, второй генератор - тиристорный ключ 7, зарядную обмотку 8 питания , коммутируемую емкость 9 и блок управления тиристорным ключом, блок управления первого тиристорного ключа 4 содержит нуль-орган 10, вход которого подключен параллельно дуговому промежутку, а выход - к формирователю 11 импульсов, подающий импульсы управления на тиристорный ключ 4, блок управления второго тиристорного ключа 7 содержит нуль-орган 12, вход которого подключен параллельно коммутируемой емкости 6 первого генератора импульсов, а выход - к формирователю 13 импульсов, подающий импульсы управления на тиристорный ключ 1,
Устройство работает следующим образом.
При прохождении сварочного тока через нуль срабатывает нуль-орган Ю и формирователь 11 импульсов запускает один из тиристоров ключа 4, представляя возможность конденсатору 6 зарядиться от зарядной обмотки 5, Низковольтный импульс заряда емкости 6 с пиковыми значениями напряжения Ujj, и тока lot (фиго 2) проходит через дуговой промежуток и разрушает короткое замыкание (отталкивает металл ванны от торца электрода)„ Возникшее напряжение на конденсаторе 6 запускает нуль-орган 12 и форми рователь 13 импульсов открывает один из тиристоров ключа 7 давая возможность зарядиться емкости 9 через зарядную обмотку 8 и дуговой промежуток 3, возбуждая горение дуги. Высоковольтный импульс заряда емкости 9 характеризуется пикрвыми значениями напряжения U и тока Хад (фиг, 2),
Сварка плавящимся электродом как постоянныму так и переменным током, характеризуется переносом металла, через дуговой промежуток Перенос может осуществляться путем свободного полета капель через дуговой проме- jsyToK без закорачивания его, или путем закорачивания промежутка каплями металла с последующим их переходом с электрода в ванну. Опыты показали, что при сварке переменным током очень большая вероятность закорачивания дугового промежутка в момент перехода сварочного тока через нуль. Это происходит потому, что в момент перехода сварочного тока через нуль
на расплавленную каплю и ванну прекращают действовать электромагнитные силы, связанные с прохождением сварочного тока. Капля под действием сил гравитации свисает по оси электрода, а ранее выдавленный из-под дуги жидкий металл выравнивается и приближается к капле. Более того, дуговой промежуток может закоротить- ся, даже если на конце электрода капля будет малая или вообще ее не будет, в связи с тем, что расплавленный металл ванны с прекращением сварочно- fro тока поднимается к погруженному в нее электроду и соприкасается с торцом электрода, В зависимости от режима сварки, диаметра электрода и прочего количество замыканий дугового промежутка в момент перехода сва- рочного тока через нуль может быть разным. Такие короткие замыкания могут стать причиной нарушения процесса сварки (особенно при механизированной сварке с принудительной пода- чей сварочной проволоки), так как поступление энергии от сварочного трансформатора в этот момент отсутствует и короткое замыкание может затянуться и нерасплавленный торец элект- рода погрузиться в ванну или упрется в ее дно. При достижении максимальной величины тока короткого замыкания электрод может обгореть со значительным выбросом металла из ванны и зачастую с обрывом дуги и нарушением про- сварки,
L В предлагаемом устройстве для дуговой сварки переменным током в начале каждого полупериода сварочного то- ка в межэлектродный промежуток посылаются две различные группы импульсов (или два различных импульса) энергии, причем каждый из них в зависимости от режима сварки, диаметра электрода и других параметров процесса выбирается такой величины,- и с такой начальной фазой по отношению к наступающей полуволне тока, чтобы первая группа импульсов, или импульс (сравнительно низкого напр.яжения 50-20 В, но большого тока 100-500 А) обеспечила разрушение жидкой перемычки, которая как правило замыкает межэлектродный промежуток при переходе тока через нул.ь, а вторая группа или импульс энергии (более высокого напряжения 200-1000 Б но сравнительно слаботочная 20-200 А) следующая после первой группы, обес
5 0 5 о
о g ,,
5
печила надежное повторное зажигание дуги„
На фиг, 4 приведен один из вариантов реализации предлагаемого устройства. Первые девять элементов устройства на фиг. 4 идентичны элементам на фиг. 3, Отличие заключается только в .том, что раскрыты схемы управления. Нуль-орган схемы управления первого генератора (тиристорный ключ 4) следит за напряжением дугового промежутка, которое принимает различные значения: на холостом ходу - синусоида, при сварке - почти прямоугольный меандр; но имеет пики зажигания, короткие замыкания и пр. Поэтому требования к нуль-органу первого генератора импульсов повьппенные. При сварке первый нуль-орган должен реагировать на ток дуги, а на холостом ходу - на напряжение дугового промежутка, Эта цель достигается включением на вход первого нуль-органа трансформатора 14 тока и омического делителя 15-18, В зависимости от знака дугового напряжения срабатывают поочередно транзисторы 19 и 20 и конденсаторы 21 и 22 разряжаются через первичные, обмотки трансформаторов 23 и 24, а на вторичныхобмотках этих трансформаторов формируются импульсы запуска тиристорного ключа 4, давая возможность конденсатору 6 в момент включения заряжаться, а в последующие моменты перезаряжаться от обмотки 5 через дуговой промежуток, разрушая возникшие на нем короткие замыкания. Таким образом, первый импульс приходит на дуговой промежуток в момент изменения полярности сварочного тока (напряжения) на дуговом промежутке.
Вход второго нуль-органа (первичная обмотка трансформатора 25, конденсатор 26, резистор 27) подключен параллельно конденсатору 6, на котором строго прямоугольный меандр напряжения, а поэтому нуль-орган схемы управления вторым тирисТорным ключом 7 значительно упростился. При смене напряжения на конденсаторе 6 во .вторичных обмотках трансформатора 25 формируются импульсы запуска тиристоров ключа 7. Таким образом, второй тиристорньй ключ срабатывает после перезарядки конденсатора 6, т.е, конденсатор 6,перезаряжаясь через дуговой промежуток 3, сначала разрушает
короткое замыкание, а импульсj идущий от перезарядки конденсатора 9 повторно зажигает дугу.
Предлагаемое устройство для дуго- вой сварки переменным током проверено в лабораторных условиях на лабора1А233146
торном макете. Экономический эффект достигается путем улучшения качества сварки, так как дает возможность лучить стабильный процесс механизированной сварки плавящимся электродом черных сталей за счет надежного повторного зажигания дуги.
-r
| 0 |
|
SU408726A1 | |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| .. | |||
| Устройство для сварки на переменном токе плавящимся электродом со стабилизацией дуги | 1973 |
|
SU603521A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
