Изобретение относится к транспорту и энергетике и может быть использовано в судо- и авиамоделизме, в маломерном флоте и вантиляторно-турбинных системах.
Известен способ изготовления крыльчаток, например, фена, заключающийся в вы- штамповке диска крыльчатки.
Недостаток данного способа в том, что этот способ является низкофункциональным.
Наиболее близким к заявленному является способ изготовления гребного винта, заключающийся в том, что на секторную ступицу приваривают лопасти, используя кондуктор.
Недостатком данного способа является низкая производительность, недостаточное качество изделий.
Цель изобретения - повышение производительности и качества изделий,
Указанная цель достигается тем, что в качестве исходной заготовки используют трубу с наружным диаметром, равным наружному диаметру ступицы, элементы лопастей выполняют на трубе в два этапа, на первом из которых на одном из торцов трубы вдоль или наклонно к,продольной оси выполняют расположенные равномерно по окружности и ограничивающие участки формирования элементов лопастей пазы, одна из стенок которых выполнена ступенчатой с выходом участка паза большей ширины на торец трубы и с одинаковой ориентацией ступеней от одного паза к другому, количество которых соответствует количеству элементов лопастей, а на втором этапе элементы лопастей отгибают в сторону от наружной поверхности ступицы по линии, соединяющей нижнюю границу плоской стенки каждого из пазов со ступенью смежного с ним паза, формируя при этом заданный профиль лопастей.
Кроме того, дополнительно получение лопастей заданного контура осуществляют до отгибания элементов лопастей, получение заданного контура осуществляют после
Ё
Х| 00
VI
00
о VJ
отгибания элементов лопастей, второй этап изготовления лопастей осуществляют штамповкой.
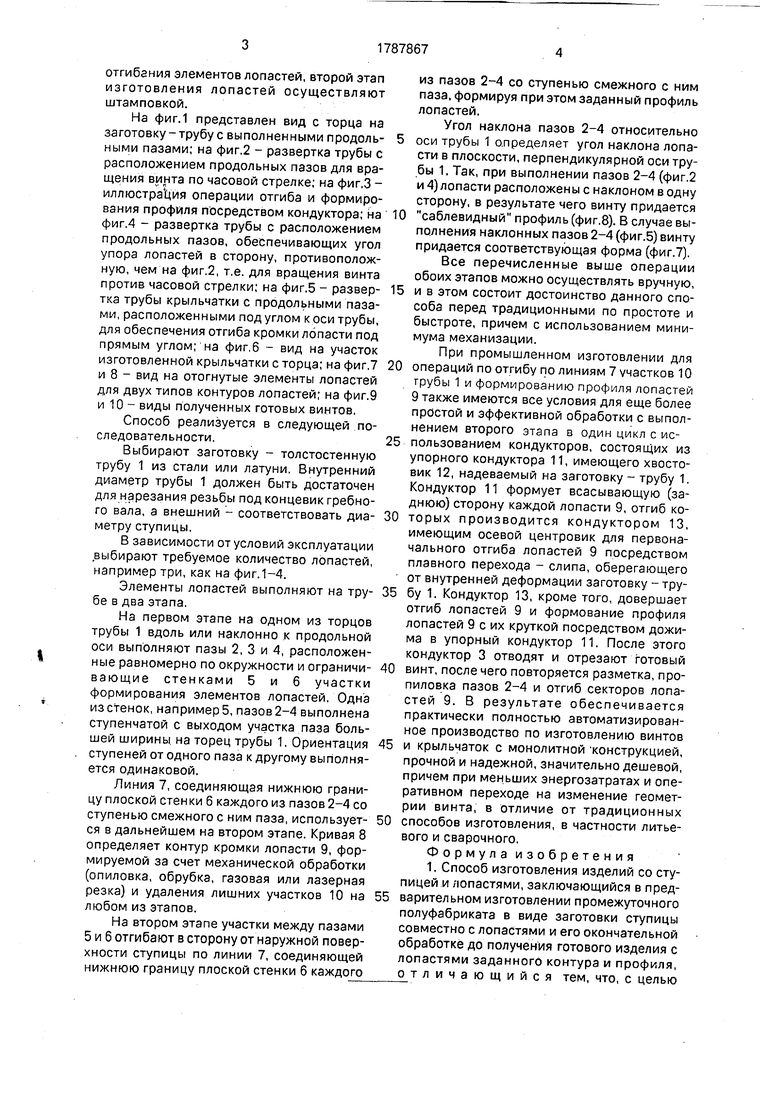
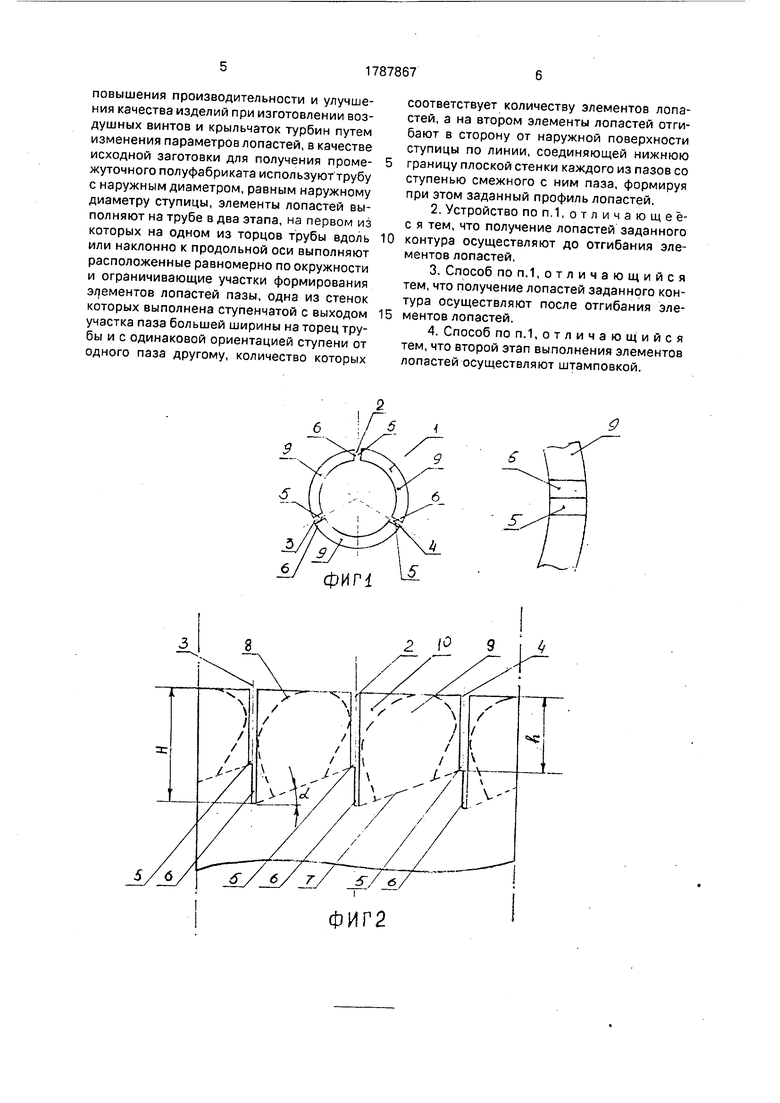
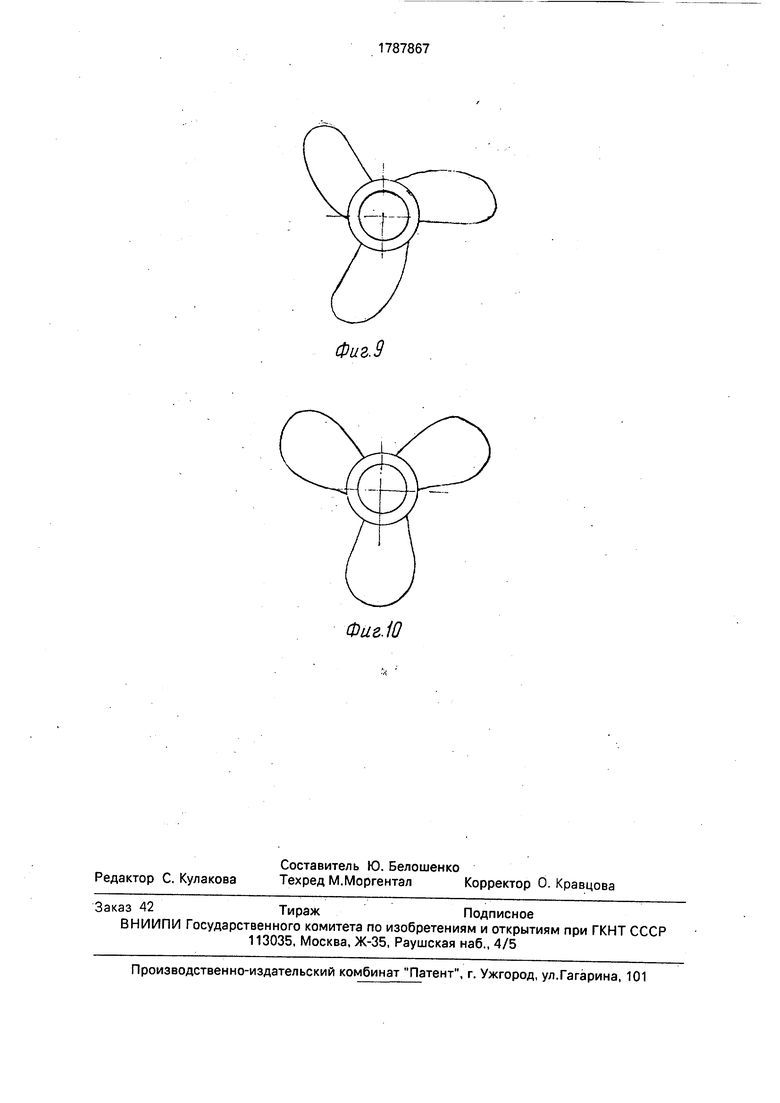
На фиг.1 представлен вид с торца на заготовку-трубу с выполненными продольными пазами; на фиг.2 - развертка трубы с расположением продольных пазов для вращения винта по часовой стрелке; на фиг.З - иллюстрация операции отгиба и формирования профиля посредством кондуктора; на фиг.4 - развертка трубы с расположением продольных пазов, обеспечивающих угол упора лопастей в сторону, противоположную, чем на фиг.2, т.е. для вращения винта против часовой стрелки; на фиг.5 - развертка трубы крыльчатки с продольными пазами, расположенными под углом к оси трубы, для обеспечения отгиба кромки лопасти под прямым углом; на фиг.6 - вид на участок изготовленной крыльчатки с торца; на фиг.7 и 8 - вид на отогнутые элементы лопастей для двух типов контуров лопастей; на фиг.9 и 10 - виды полученных готовых винтов.
Способ реализуется в следующей последовательности.
Выбирают заготовку - толстостенную трубу 1 из стали или латуни. Внутренний диаметр трубы 1 должен быть достаточен для нарезания резьбы под концевик гребного вала, а внешний - соответствовать диаметру ступицы.
В зависимости от условий эксплуатации выбирают требуемое количество лопастей, например три, как на фиг.1-4.
Элементы лопастей выполняют на трубе в два этапа.
На первом этапе на одном из торцов трубы 1 вдоль или наклонно к продольной оси выполняют пазы 2, 3 и 4, расположенные равномерно по окружности и ограничивающие стенками 5 и 6 участки формирования элементов лопастей. Одна из стенок, например 5, пазов 2-4 выполнена ступенчатой с выходом участка паза большей ширины, на торец трубы 1. Ориентация ступеней от одного паза к другому выполняется одинаковой.
Линия 7, соединяющая нижнюю границу плоской стенки 6 каждого из пазов 2-4 со ступенью смежного с ним паза, используется в дальнейшем на втором этапе. Кривая 8 определяет контур кромки лопасти 9, формируемой за счет механической обработки (опиловка, обрубка, газовая или лазерная резка) и удаления лишних участков 10 на любом из этапов.
На втором этапе участки между пазами 5 и 6 отгибают в сторону от наружной поверхности ступицы по линии 7, соединяющей нижнюю границу плоской стенки 6 каждого
из пазов 2-4 со ступенью смежного с ним паза, формируя при этом заданный профиль лопастей,
Угол наклона пазов 2-4 относительно
оси трубы 1 о.пределяет угол наклона лопасти в плоскости, перпендикулярной оси трубы 1. Так, при выполнении пазов 2-4 (фиг.2 и 4) лопасти расположены с наклоном в одну сторону, в результате чего винту придается
0 саблевидный профиль (фиг.8). В случае выполнения наклонных пазов 2-4 (фиг.5) винту придается соответствующая форма (фиг.7). Все перечисленные выше операции обоих этапов можно осуществлять вручную,
5 ив этом состоит достоинство данного способа перед традиционными по простоте и быстроте, причем с использованием минимума механизации.
При промышленном изготовлении для
0 операций по отгибу по линиям 7 участков 10 грубы 1 и формированию профиля лопастей 9 также имеются все условия для еще более простой и эффективной обработки с выполнением второго этапа в один цикл с ис5 пользованием кондукторов, состоящих из упорного кондуктора 11, имеющего хвостовик 12, надеваемый на заготовку - трубу 1. Кондуктор 11 формует всасывающую (заднюю) сторону каждой лопасти 9, отгиб ко0 торых производится кондуктором 13, имеющим осевой центровик для первоначального отгиба лопастей 9 посредством плавного перехода - слипа, оберегающего от внутренней деформации заготовку - тру5 бу 1. Кондуктор 13, кроме того, довершает отгиб лопастей 9 и формование профиля лопастей 9 с их круткой посредством дожи- ма в упорный кондуктор 11. После этого кондуктор 3 отводят и отрезают готовый
0 винт, после чего повторяется разметка, про- пиловка пазов 2-4 и отгиб секторов лопастей 9. В результате обеспечивается практически полностью автоматизированное производство по изготовлению винтов
5 и крыльчаток с монолитной конструкцией, прочной и надежной, значительно дешевой, причем при меньших энергозатратах и оперативном переходе на изменение геометрии винта, в отличие от традиционных
0 способов изготовления, в частности литьевого и сварочного.
Ф о р м у л а и з о б р е те н и я 1. Способ изготовления изделий со ступицей и лопастями, заключающийся в пред5 варительном изготовлении промежуточного полуфабриката в виде заготовки ступицы совместно с лопастями и его окончательной обработке до получения готового изделия с лопастями заданного контура и профиля, отличающийся тем, что, с целью
повышения производительности и улучшения качества изделий при изготовлении воздушных винтов и крыльчаток турбин путем изменения параметров лопастей, в качестве исходной заготовки для получения промежуточного полуфабриката используют трубу с наружным диаметром, равным наружному диаметру ступицы, элементы лопастей выполняют на трубе в два этапа, на первом из которых на одном из торцов трубы вдоль или наклонно к продольной оси выполняют расположенные равномерно по окружности и ограничивающие участки формирования элементов лопастей пазы, одна из стенок которых выполнена ступенчатой с выходом участка паза большей ширины на торец трубы и с одинаковой ориентацией ступени от одного паза другому, количество которых
соответствует количеству элементов лопастей, а на втором элементы лопастей отгибают в сторону от наружной поверхности ступицы по линии, соединяющей нижнюю границу плоской стенки каждого из пазов со ступенью смежного с ним паза, формируя при этом заданный профиль лопастей.
2. Устройство по п. 1, о т л и ч а ю щ е ё- с я тем, что получение лопастей заданного контура осуществляют до отгибания элементов лопастей,
3. Способ по п. 1,отличающийся тем, что получение лопастей заданного контура осуществляют после отгибания эле- ментов лопастей.
4. Способ по п.1,отличающийся тем, что второй этап выполнения элементов лопастей осуществляют штамповкой.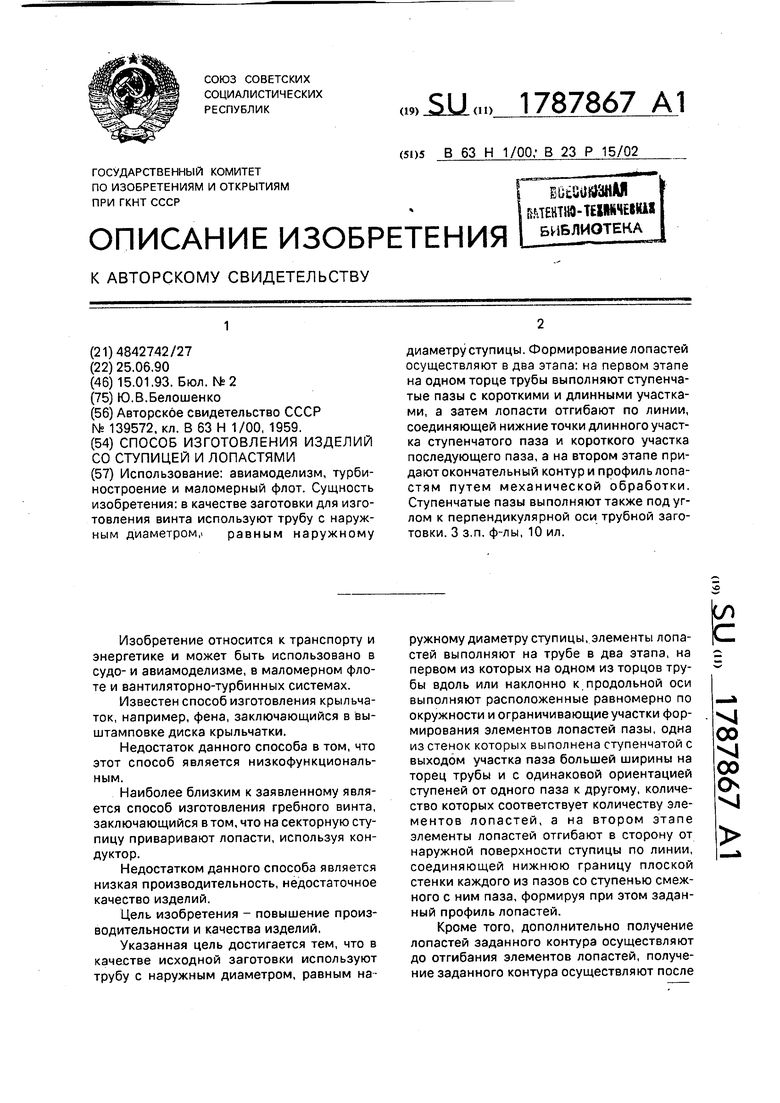


Использование: авиамоделизм, турби- ностроение и маломерный флот. Сущность изобретения: в качестве заготовки для изготовления винта используют трубу с наружным диаметром, равным наружному диаметру ступицы. Формирование лопастей осуществляют в два этапа: на первом этапе на одном торце трубы выполняют ступенчатые пазы с короткими и длинными участками, а затем лопасти отгибают по линии, соединяющей нижние точки длинного участка ступенчатого паза и короткого участка последующего паза, а на втором этапе придают окончательный контур и профиль лопастям путем механической обработки. Ступенчатые пазы выполняют также под углом к перпендикулярной оси трубной заготовки. 3 з.п. ф-лы, 10 ил.
ФИГЗ
ФИГ 4
Фи 2.7
Фт8
Фиг. 9
Фиг.10
| Способ изготовления гребного винта | 1958 |
|
SU139572A1 |
| Способ приготовления сернистого красителя защитного цвета | 1915 |
|
SU63A1 |
