Изобретение относится к области электроакустики и может быть использовано при изготовлении электродинамических громкоговорителей.
Известен способ сборки электродинамического громкоговорителя, по которому тгрижимная прокладка изготавливается в виде секторов, на воротник диффузора наносится клей, затем укладывают секторы, зажимают в приспособлении и выдерживают при температуре в течение 5-10 мин.
Такой способ сопряжен с большой трудоемкостью сборки громкоговорителя, а изготовление секторов - с низким коэффициентом использования материала.
Известен способ изготовления подвеса диффузора для громкоговорителя, заключающийся в формовании в полости формы собственного гофра, после чего в кольцевую формовочную часть матрицы вводят смолу и на верхней поверхности края подвеса формуют кольцо. Отформованный подвес склеивают с конусом диффузора; центрирующей шайбой и звуковой катушкой, а затем всю подвижную систему собирают с магнитной цепью на диффузородержателе с применением клея.
К недостаткам известного способа следует отнести высокую трудоемкость процесса изготовления подвеса с прокладкой,
Процесс требует предварительного изготовления кольцевой заготовки, затем формования ее под давлением при температуре, после чего необходимо время на полимеризацию материала, введенного через инжекционный канал в формовочную часть матрицы.
Далее следуют традиционные операции по сборке подвижной системы -приклейка к конусу диффузора подвеса, центрирующей шайбы, звуковой катушки, а затем всю подвижную систему приклеивают по периферийной кольцевой поверхности к диффузородержателю. Операции по изгоXI00 00
ел о ю
товлению кольцевой прокладки и сборке подвижной системы на диффузородержателе выполняются на разных рабочих местах с применением операционной оснастки, что обуславливает длительный технологический цикл.
Целью изобретения является снижение трудоемкости изготовления громкоговорителя.
Поставленная цель достигается тем, что в известном способе сборки громкоговорителя прижимную прокладку и ушки крепления отливают из пластмассы, тем самым закрепляют подвижную систему на диффузородержателе, имеющем по наружному контуру отбортовку высотой меньшей, чем толщина прокладки.
Изобретение поясняется фиг. 1 и 2.
Подвижная система 1 примыкает к диф- фузородержателю 2 магнитной цепи 3 по кольцевой периферийной поверхности 4. Отбортовка 5 диффузородержателя 2 обеспечивает закрепление на последнем прижимной прокладки 6, которая в свою очередь, фиксирует положение и закрепляет подвижную систему 1 на диффузородержателе 2. Высота отбортовки 5 должна быть меньше толщины прокладки б на величину, обеспечивающую технологические условия отливки прокладки 6. Конфигурацией прокладки 6 предусматривают отливку необходимого для закрепления громкоговорителя в аппаратуре количества ушек 7.
Порядоксборки полредложенному способу следующий.
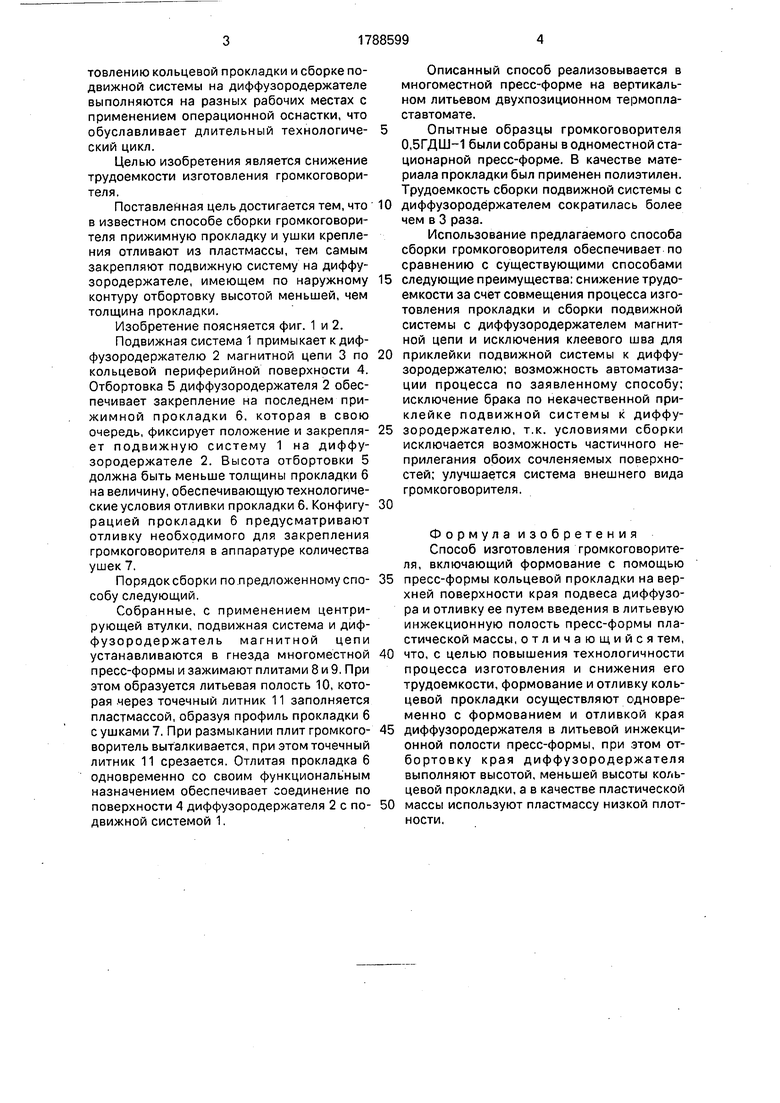
Собранные, с применением центрирующей втулки, подвижная система и диф- фузородержатель магнитной цепи устанавливаются в гнезда многоместной пресс-формы и зажимают плитами 8 и 9. При этом образуется литьевая полость 10, которая через точечный литник 11 заполняется пластмассой, образуя профиль прокладки 6 с ушками 7. При размыкании плит громкоговоритель выталкивается, при этом точечный литник 11 срезается. Отлитая прокладка 6 одновременно со своим функциональным назначением обеспечивает соединение по поверхности 4 диффузородержателя 2 с подвижной системой 1.
Описанный способ реализовывается в многоместной пресс-форме на вертикальном литьевом двухпозиционном термопла- ставтомате.
Опытные образцы громкоговорителя 0,5ГДШ-1 были собраны в одноместной стационарной пресс-форме. В качестве материала прокладки был применен полиэтилен. Трудоемкость сборки подвижной системы с
диффузородёржателем сократилась более чем в 3 раза.
Использование предлагаемого способа сборки громкоговорителя обеспечивает по сравнению с существующими способами
следующие преимущества: снижение трудоемкости за счет совмещения процесса изготовления прокладки и сборки подвижной системы с диффузородёржателем магнитной цепи и исключения клеевого шва для
приклейки подвижной системы к диффу- зородержателю; возможность автоматизации процесса по заявленному способу; исключение брака по некачественной приклейке подвижной системы к диффузородержателю, т.к. условиями сборки исключается возможность частичного неприлегания обоих сочленяемых поверхностей; улучшается система внешнего вида громкоговорителя.
Ф о р м у л а и з о б р е т е н и я Способ изготовления громкоговорителя, включающий формование с помощью
пресс-формы кольцевой прокладки на верхней поверхности края подвеса диффузора и отливку ее путем введения в литьевую инжекционную полость пресс-формы пластической массы, отличающийся тем,
что, с целью повышения технологичности процесса изготовления и снижения его трудоемкости, формование и отливку кольцевой прокладки осуществляют одновременно с формованием и отливкой края
диффузородержателя в литьевой инжекци- онной полости пресс-формы, при этом отбортовку края диффузородержателя выполняют высотой, меньшей высоты кольцевой прокладки, а в качестве пластической
массы используют пластмассу низкой плотности,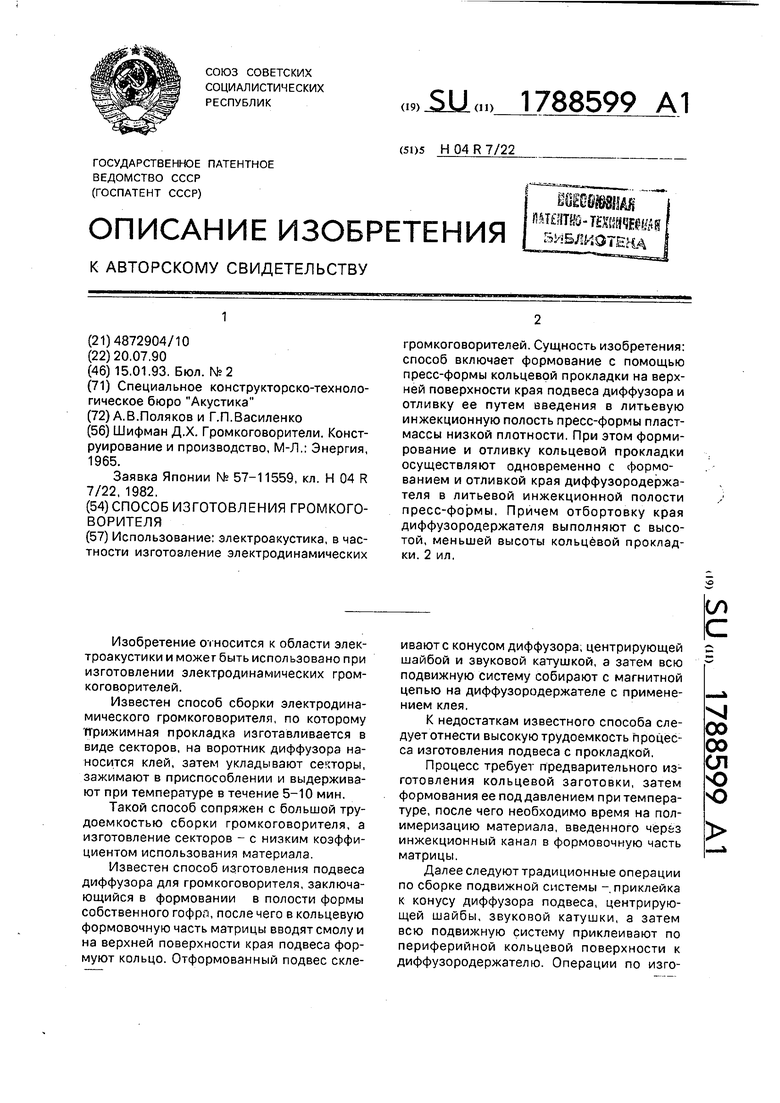
| название | год | авторы | номер документа |
|---|---|---|---|
| ЭЛЕКТРОДИНАМИЧЕСКИЙ ГРОМКОГОВОРИТЕЛЬ | 2004 |
|
RU2272366C2 |
| Динамический громкоговоритель | 1984 |
|
SU1275791A1 |
| СПОСОБ СБОРКИ ГРОМКОГОВОРИТЕЛЯ | 1996 |
|
RU2098926C1 |
| Способ сборки электродинамического громкоговорителя | 1987 |
|
SU1700772A1 |
| ЭЛЕКТРОДИНАМИЧЕСКИЙ ГРОМКОГОВОРИТЕЛЬ | 2001 |
|
RU2213431C2 |
| ДИНАМИЧЕСКИЙ ГРОМКОГОВОРИТЕЛЬ С ПЛОСКОЙ ГОФРОВОЙ И ЯЧЕИСТОЙ МЕМБРАНОЙ | 2015 |
|
RU2597656C1 |
| Динамический громкоговоритель | 1987 |
|
SU1716623A1 |
| Электродинамический громкоговоритель | 1990 |
|
SU1753625A1 |
| Электродинамический громкоговоритель с легкосъемным модулем подвижной части | 2021 |
|
RU2769304C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ДИФФУЗОРА ГРОМКОГОВОРИТЕЛЯ | 1991 |
|
RU2006184C1 |
Использование: электроакустика, в частности изготовление электродинамических громкоговорителей. Сущность изобретения: способ включает формование с помощью пресс-формы кольцевой прокладки на верхней поверхности края подвеса диффузора и отливку ее путем введения в литьевую инжекционную полость пресс-формы пластмассы низкой плотности. При этом формирование и отливку кольцевой прокладки осуществляют одновременно с формованием и отливкой края диффузородержа- теля в литьевой инжекционной полости пресс-формы. Причем отбортовку края диффузородержателя выполняют с высотой, меньшей высоты кольцевой прокладки. 2 ил,
| Шифман Д.Х | |||
| Громкоговорители | |||
| Конструирование и производство, М-Л.: Энергия, 1965 | |||
| Способ получения на волокне оливково-зеленой окраски путем образования никелевого лака азокрасителя | 1920 |
|
SU57A1 |
| Очаг для массовой варки пищи, выпечки хлеба и кипячения воды | 1921 |
|
SU4A1 |
