Изобретение относится к обработке металлов давлением и может применяться для разделения проката на мерные заготовки.
Известны способы ломки проката, включающие нанесение на прокат концент- ратора.напряжений в виде надреза и приложение к нему посредством ломателей по обе стороны относительно плоскости концентратора напряжений изгибающих нагрузок
1.
Недостатком здесь являются дефекты получаемых заготовок в виде скошенных торцов, утяжины и т.п. Кроме того, требуется значительное усилие ломки.
Способ ломки проката отличается приложением изгибающих нагрузок с противоположным смещением направлений их действия относительно продольной оси проката для создания крутящих моментов. Этот способ принят за прототип 2.
Недостатком прототипа является наличие дефектов ломки в виде нестабильной косины торцов получаемых заготовок. Причиной является поворот проката в горизонтальной плоскости под действием момента
сил из-за смещения направлений действия нагрузок от плоскости хода ломзтелей.
Цель изобретения - повышение качества получаемых изделий.
Цель достигается тем, что приложение к прокату изгибающих нагрузок осуществляют в плоскости, проходящей через продольную ось проката, а смещение направлений действия изгибающих нагрузок для создания крутящих моментов осуществляют в процессе его изгиба путем выполнения в ломателях в плоскости, перпендикулярной направлению приложения изгибающих нагрузок, противоположно направленных сквозных прорезей, в которых размещены упругие вставки.
Анализ патентной и научно-технической литературы не выявил решений сходных по технической сущности с предлагаемым. Не установлены также правила или другие сведения, на основании которых предлагаемое становится очевидным На этом основании сделано заключение о наличии существенной новизны заявленного изобретения.
со
с
Ч О
О 00
ю
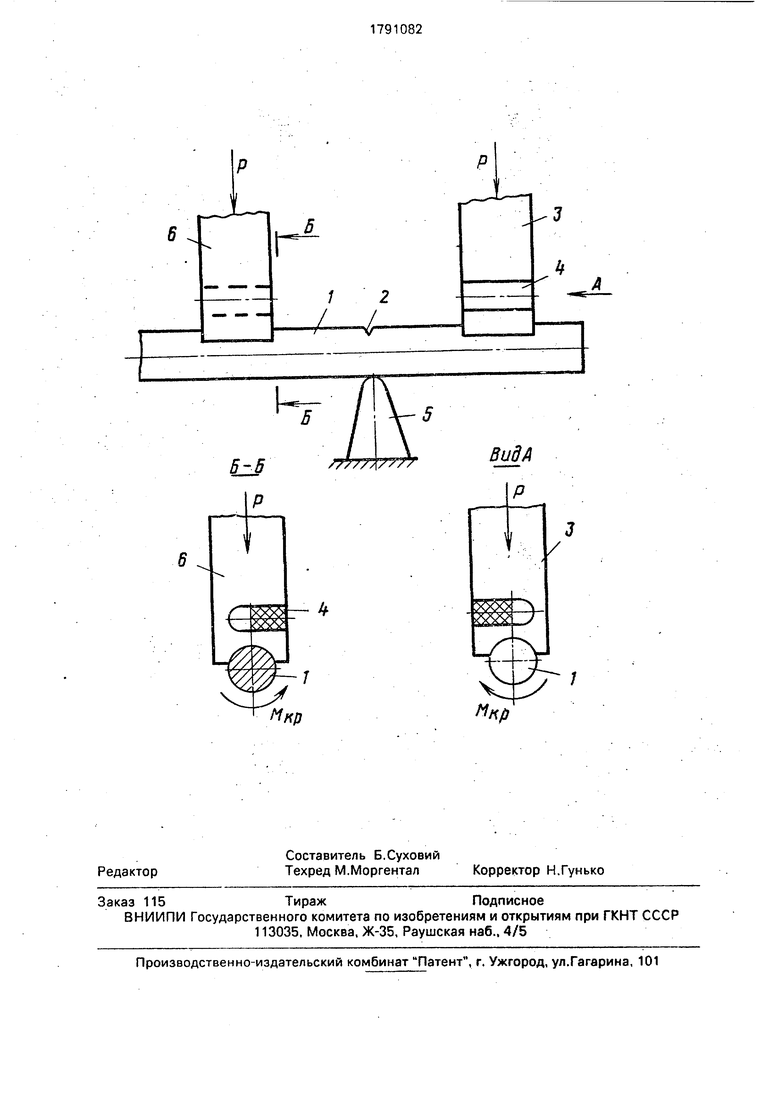
На чертеже показана схема ломки проката по предлагаемому способу.
Пруток 1;подрезанный канавкой 2, установлен на опоре 5, по обе стороны от которой ломателями 3 и 6 производится приложение изгибающей нагрузки. Вид по А и разрез Б-Б показывают, что ломатели 3 и б охватывают пруток 1 симметрично, предотвращая смещение прутка в горизонтальной плоскости, но под .действием нагрузки Р из-за прорезей 4 с упругой вставкой способны, деформируясь, смещать равнодействующую по направлению из плоскости их хода. Прорези 4 имеют противоположную ориентацию, что вместе с изгибом позволяет скручивать прокат. Такое устройство наиболее просто реализует способ ломки,
Примером применения предлагаемого способа ломки для разделения круглого проката диаметром 40 мм из качественных конструкционных сталей установлено, что по сравнению с известным способом заметно повышается качество заготовок: косина уменьшается не менее чем на 2 мм, а шероховатость излома - на 0,2-0,3 мм. На этом основание отклонение заготовок по массе не превысит 5%, что обусловливает перспективу способа.
Применение предложенного способа способствует внедрению закрытой штамповки без технологического отхода. Кроме
того, точные торцы мерных заготовок, полученных ломкой настоящим способом, исключает применение металлорежущего оборудования для их подрезки. Поэтому предложенный способ позволяет решать существенные проблемы производства заготовок в машиностроении.
ф о р м у л а и з о б р ет е н и я
Способ ломки проката, включающий нанесение на прокат концентратора напряжений в виде надреза и приложение к нему посредством ломателей по обе стороны относительно плоскости концентратора напряжений изгибающих нагрузок с противоположным смещением направлений их действия относительно продольной оси проката для создания крутящих моментов, отличающийся тем, что, с целью
повышения качества получаемых изделий, приложение к прокату изгибающих нагрузок осуществляют в плоскости, проходящей через продольную ось проката, а смещение направлений действия изгибающих нагрузок для создания крутящих моментов осуществляют в процессе его изгиба путем выполнения .в ломателях в плоскости, перпендикулярной направлению приложения изгибающих нагрузок, противоположно направленных сквозных прорезей, в которых размещены упругие вставки.
r
/ 2
J-4J k
A
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ЛОМКИ ПРОКАТА | 1991 |
|
RU2025232C1 |
| Установка для разделения проката | 1989 |
|
SU1733203A1 |
| СПОСОБ ЛОМКИ МАТЕРИАЛОВ НА ЗАГОТОВКИ В УСТАНОВКЕ ДЛЯ РАЗРУШЕНИЯ МАТЕРИАЛОВ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1996 |
|
RU2096141C1 |
| Устройство для разделения проката | 1978 |
|
SU831430A1 |
| УСТАНОВКА ДЛЯ УПРАВЛЯЕМОГО ТЕХНОЛОГИЧЕСКОГО РАЗРУШЕНИЯ МАТЕРИАЛОВ | 1995 |
|
RU2074792C1 |
| Установка для ломки проката | 1979 |
|
SU1049202A1 |
| Способ ломки проката и устройстводля ЕгО ОСущЕСТВлЕНия | 1978 |
|
SU810402A1 |
| Способ ломки проката | 1989 |
|
SU1687389A1 |
| Устройство для ломки проката | 1985 |
|
SU1303293A1 |
| СПОСОБ ЛОМКИ МАТЕРИАЛА НА ЗАГОТОВКИ | 1995 |
|
RU2074793C1 |
Использование: в заготовительном производстве для получения мерных заготовок ломкой проката. Сущность изобретения: прокат нагружают по обе стороны от опоры так, что направление действия изгибающих нагрузок в процессе ломки меняется от плоскости хода ломателей, Смещение направлений действия изгибающих нагрузок для создания крутящих моментов осуществляют в процессе изгиба проката путем выполнения в ломателях в плоскости, перпендикулярной направлению приложения изгибающих нагрузок, противоположно направленных сквозных прорезей, в которых размещены упругие встав к и. 1 ил.
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Устройство для отрезки концов стыкуемых полос к машине для контактной сварки листов | 1973 |
|
SU479570A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Горный компас | 0 |
|
SU81A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
