Известны способы дуговой кондеисаториой сварки неилавящимся электродом с возбуждеиием дугового разряда между деталью п электродом.
Предлагаемый способ отличается от известных тем, что расстояние между электродом н деталью сохраияется неизменным в процессе сварки, а возбуждение дугового разряда обеспечивают при ПОМОИ1И ионизации дугового промежутка, благодаря чему локализуется зона нагрева для осуществления соединений из очень тонкого металла.
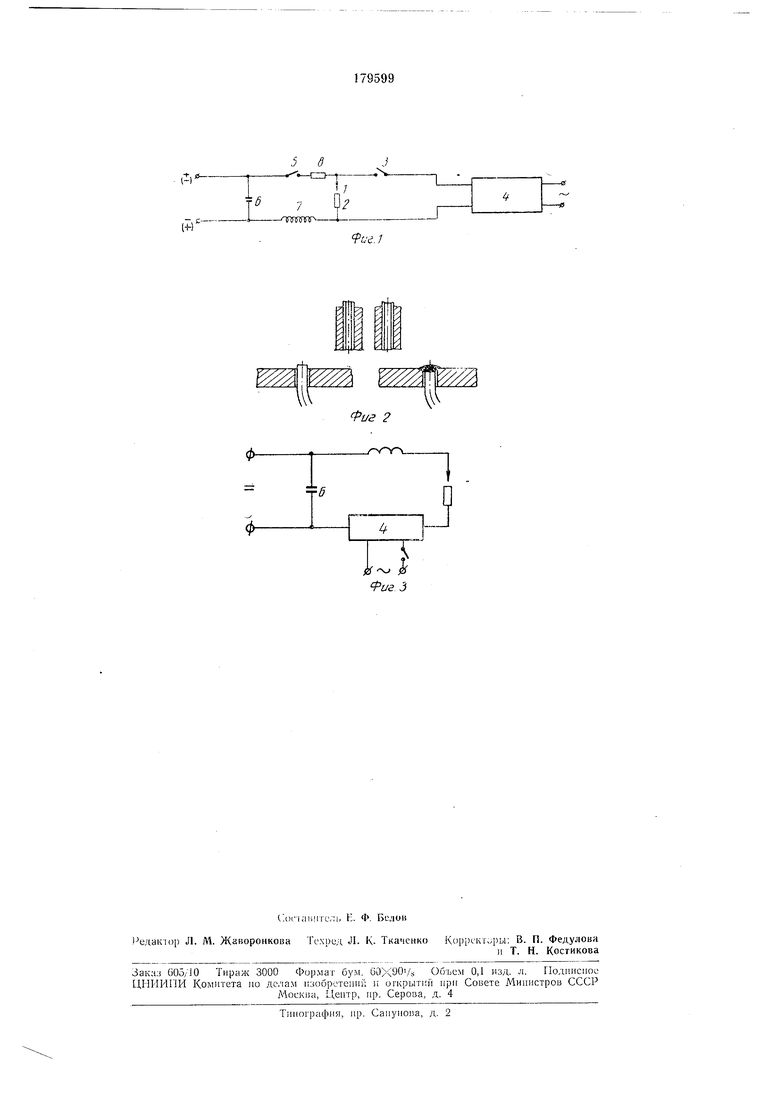
На фиг. 1 изображе а принципиальная электрическая схема для осуществления описываемого способа; иа фиг. 2 - виды соединений, которые могут быть иолучены способом дуговой конденсаторной сварки; на фнг. 3 - последовательное включение генератора в разрядную цепь.
Перед началом сварки устанавливают небольшой зазор между тугоплавким (неплавящимся) электродом / и изделием (деталью) 2. Ключом 3 иа этот зазор накладывают напряжение от генератора 4 высокой частоты. После ионизации пробойного промежутка (зазора между электролчом н изделием) к нему нодключают ключом 5 рабочую батарею конденсаторов 6, заряженную до выбранного напряжения. Происходит мощный дуговой разряд конденсаторов через индуктивность 7 и разрядное сопротивление 5, в результате которого плавится верхний конец изделия и прилегающий к нему участок металла пластнны, в отверстие которой вставлена проволока, при этом происходит сварка изделий. Возбуждается дуговой разряд между деталью и электродом с помоидью геиератора высокой частоты, включенного нараллельно дуговому промежутку (фиг. 1) или последовательно в разрядную цепь (фиг. 3), просвечиванием коротковолновым излучением любого типа.
Способ применим в процессе образовання непрерывного сварного шва теплом душ, горящей за счет нернодических повторений импульсов разрядного тока конденсаторов, коммутируемых, например, источником напряжения высокой частоты, включенным последовательно в сварочный контур.
20
Предмет изобретения
Снособ дуговой конденсаторной сварки неи.тавящимся электродом с возбуждением дугового разряда между деталью и электродом,
отличающийся тем, что, с целью локализации зоны нагрева для осуществления соединений из очень тонкого металла, расстояние между электродом н деталью сохраняют неизменным в процессе сварки, а возбуждение дугового
Д
1/ 2
-Ттеплг -u
и. 1
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ВОЗБУЖДЕНИЯ ЭЛЕКТРИЧЕСКОЙ ДУГИ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2011 |
|
RU2469826C1 |
| УСТРОЙСТВО для АВТОМАТИЧЕСКОГО УПРАВЛЕНИЯ ВКЛЮЧЕНИЕМ СВАРОЧНОЙ ЦЕПИ | 1969 |
|
SU245232A1 |
| Аппарат для ударной конденсаторной приварки шпилек | 1975 |
|
SU575825A1 |
| Сварочный осциллятор | 1972 |
|
SU437584A1 |
| ЭЛЕКТРОРАЗРЯДНЫЙ ЛАЗЕР (ВАРИАНТЫ) | 1996 |
|
RU2107366C1 |
| ДВУХИМПУЛЬСНАЯ КОНДЕНСАТОРНАЯ СВАРОЧНАЯ МАШИНА | 1969 |
|
SU237299A1 |
| Устройство для возбуждения ультракоротких электромагнитных волн | 1932 |
|
SU42505A1 |
| Способ конденсаторной приварки шпилек | 1985 |
|
SU1535688A1 |
| УСТРОЙСТВО И СПОСОБ ДЛЯ СПЕКАНИЯ ПОРОШКОВОГО МАТЕРИАЛА | 2014 |
|
RU2646518C2 |
| Способ импульсной сварки | 1989 |
|
SU1660901A1 |
Фие 2
