Изобретение относится к контактной сварке и может быть использовано преим щественно для приварки шпилек и стержней диаметром 3-10 мм. Известны аппараты для приварки шпилек, в которых шпилька, закрепленная в подвижной системе, удерживается до начала сварки электромагнитом, встроенным в корпус сварочного пистолета i. После сбесточивания электромагнита подвижный зажим с шпилькой подается к месту сварки пружиной, силой сжатия которой регулируется скорость и усилие соударения. Однако в этих аппаратах привариваемый торец шпильки имеет сложную кокфигура цию. Известны также аппараты для ударной конденсаторной приварки шпилек, сооержашие источник питания и сварочный пистолет с эпеткромагнитным взвсщом зажима шпильки Возбуждение дугсюого р ряда конденсаторной батареи производится путем отрыва шпильки после предварительного касания ее со второй свариваемой деталью и электромагнитом, включенным последовательно в сварочную цепь. При такой схеме включения сердечй ик электромагнита сжимает упругую шайбу, величина деформации которой определяет начальную длину дугкжого промежутка. В процессе разряда конденсаторной батареи уменьшается сварочный ток и усилие электромагнита, сжимаюшего упругую шайбу, вследствие чего сокращается длина дугсвого промежутка. Таким образом, стабильность сварки зависит от толщины и материала упругой шайбы, что при эксплуатации чрезвычайно неудобно. Цель изобретения - повьтшеиие производительности процесса приварки шпилек и надежности аппарата в работе. Это достигается тем, что аппарат снабжен импульсным трансформатором и включенным параллельно обмотке электромагнита канденсаторс переменной емкости, прн этом первичная обмотка трансформатора подключена между сварочным пистолетом н одним из полюссю источника питания к
зашунтирована сварочным кабелем, а вторичная обмотка подк/тючена к катоду и управляющему электроду дополнительно установленного тиристора, подключенного последовательно к конденсатору.
Кроме того, с целью регулирования мо мента начала возвратного движения зажима шпилек параллетьно вторичной обмотке импульсного трансформатора подключен конденсатор переменной емкости.
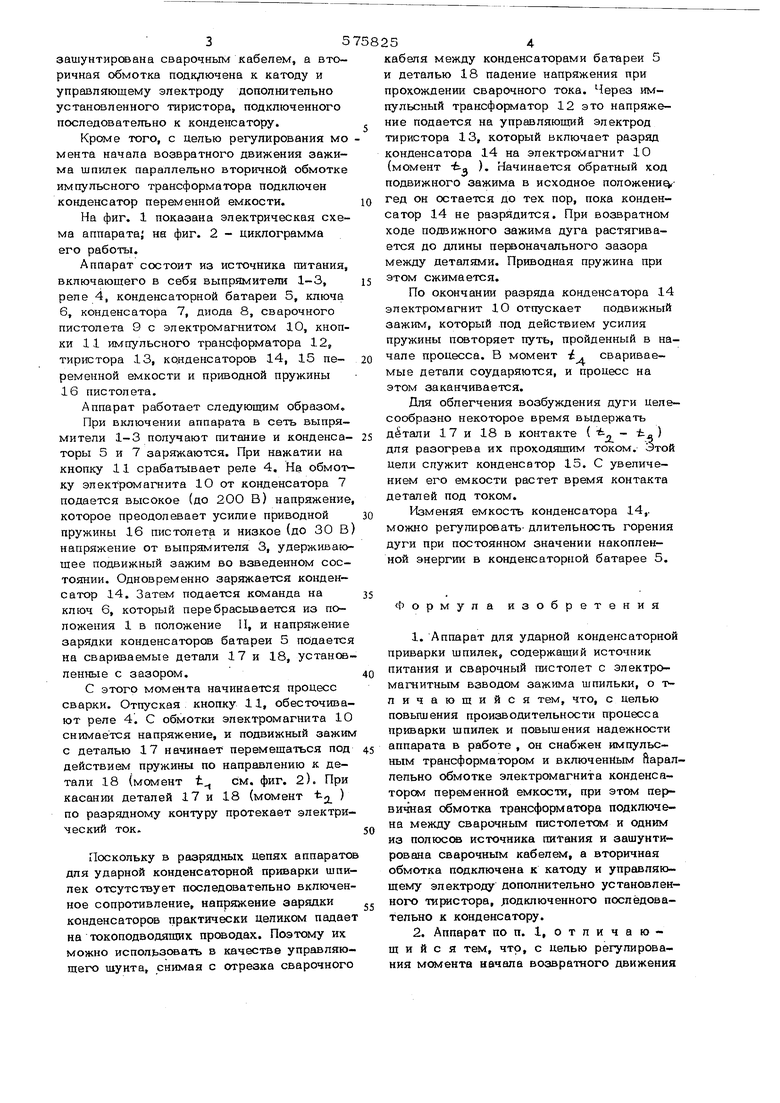
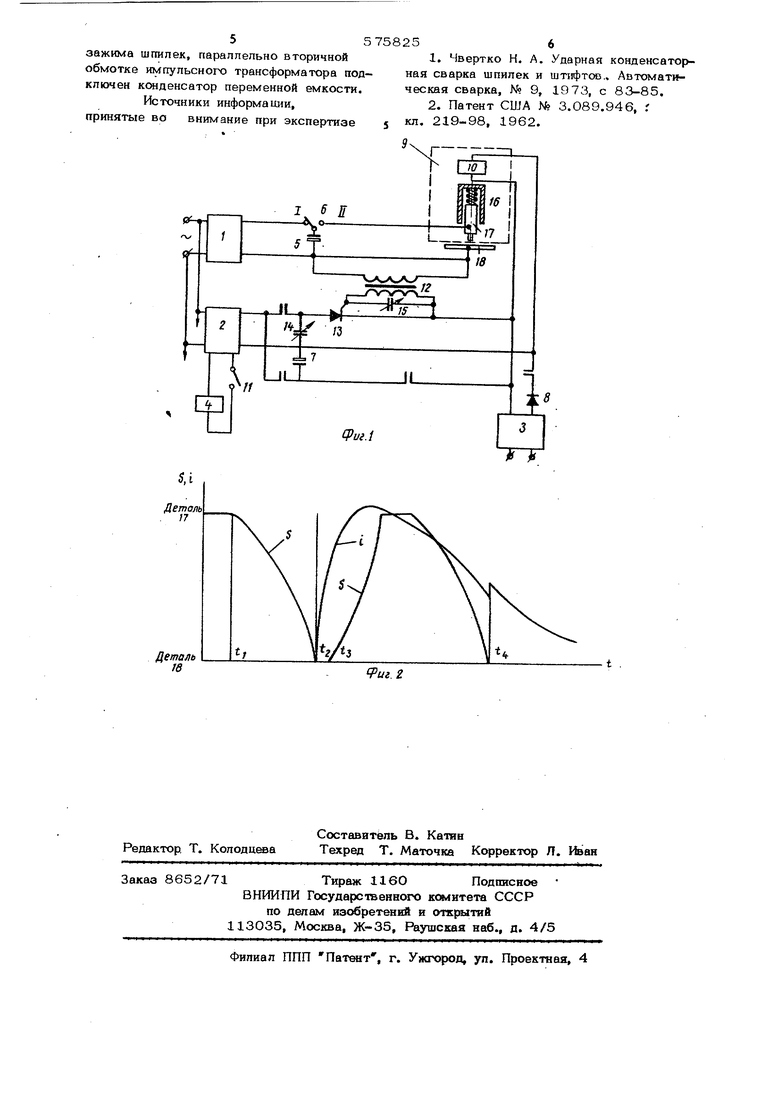
На фиг. 1 показана электрическая схема аппарата; на фиг. 2 - циклограмма его работы.
Аппарат состоит из источника питания, включающего в себя выпрямители 1-3,
реле 4, конденсаторной батареи 5, ключа 6, конденсатора 7, диода 8, сварочного пистолета 9 с электромагнитом 10, кнопки 11 импульсного трансформатора 12, тиристора 13, конденсаторов 14, 15 переменной емкости и приводной пружины 16 пистолета.
Аппарат работает следующим образом.
При включении аппарата в сеть выпрямители 1-3 получают питание и конденсаторы 5 и 7 заряжаются. При нажатии на кнопку 11 срабатывает реле 4. На обмо-рку электромагнита Ю от конденсатора 7 подается высокое (до 200 В) напряжение которое преодолевает усилие приводной пружины 16 пистолета и низкое (до 30 В напряжение от выпрямителя 3, удерживающее подвижный зажим во взведенном состоянии. Одновременно заряжается конденсатор 14. Затем подается команда на ключ 6, который перебрасьшается из положения 1 в положение И, и напряжение зарядки конденсаторов батареи 5 подается на свариваемые детали 17 и 18, установленные с зазором.
С этого момента начинается процесс сварки. Отпуская кнопку 11, обесточивают реле 4. С обмотки электромагнита 10 снимается напряжение, и подвижный зажим с деталью 17 начинает перемещаться под действием пружины по направлению к детали 18 (момент t см. фиг. 2). При касании деталей 17 и 18 (момент Ьд. ) по разрядному контуру протекает электрический ток.
Поскольку в разрядных цепях аппарате для ударной конденсаторной приварки шпилек отсутствует последовательно включенное сопротивление, напряжение зарядки конденсаторов практически целиком падает на токоподводящих прсюодах. Поэтому их можно использовать в качестве управляющего шунта, снимая с отрезка сварочного
кабеля между конденсаторами батареи 5 и деталью 18 падение напряжения при прохождении сварочного тока. Через импульсный трансформатор 12 это напряжение подается на управляющий электрод тиристора 13, который включает разряд конденсатора 14 на электромагнит 10 (момент -fc ) Начинается обратный ход подвижного зажима в исходное положениегед он остается до тех пор, пока конденсатор 14 не разрядится. При возвратном ходе подвижного зажима дуга растягивается до длины первоначального зазора между деталями. Приводная пружина при этом сжимается.
По окончании разряда конденсатора 14 электромагнит 1О отпускает подвижный зажим, который под действием усилия пружины повторяет путь, пройденный в начале процесса. В момент -t. свариваемые детали соударяются, и процесс на этом заканчивается.
Для облегчения возбуждения дуги целесообразно некоторое время выдержать детали 17 и 18 в контакте ( -t, - t ) для разогрева их проходящим током. 5той Цели служит конденсатор 15. С увеличением его емкости растет время контакта деталей под током.
Изменяя емкость конденсатора 14,. можно регулировать- длительность горения дуги при постоянном значении накопленной энергии в конденсаторной батарее 5.
Формула изобретения
1.Аппарат для ударной конденсаторной приварки шпилек, содержащий источник питания и сварочный пистолет с электромагнитным взводом зажима шпильки, о т личающийся тем, что, с целью повышения производительности процесса приварки шпилек и повышения надежности аппарата в работе , он снабжен импульсным трансформатором и включенным параллельно обмотке электромагнита конденсаторсм переменной емкости, при этом первичная обмотка трансформатора подключена между сварочным пистолетам и одним из полюсе источника питания и зашунтирована сварочным кабелем, а вторичная обмотка подключена к катоду и управляющему электроду дополнительно установленногчэ тиристора, IOдключeннoгo последовательно к конденсатору.
2.Аппарат по п. 1, о т л и ч а ю щ и и с я тем, что, с целью регулирования момента начала возвратного движения зажима шпилек, параллельно вторичной обмотке импульсного трансформатора подключен конденсатор переменной емкости. Источники информаш1и. принятые во внимание при экспертизе 5
, 1, Чвертко Н. А, Ударная конденсаторная сварка шпилек и штифтсж.. Автоматическая сварка, № 9, 1973, с 83-85. 2. Патент CUJA № 3.089.946, . кл. 219-98, 1962.
| название | год | авторы | номер документа |
|---|---|---|---|
| Аппарат для ударной конденсаторной приварки шпилек | 1987 |
|
SU1430211A1 |
| Пистолет для приварки шпилек | 1985 |
|
SU1299734A1 |
| Аппарат для тавровой приварки стержней | 1990 |
|
SU1757817A1 |
| Способ конденсаторной приварки шпилек | 1985 |
|
SU1535688A1 |
| Пистолет для приварки шпилек | 1974 |
|
SU486879A1 |
| Устройство для управления процессом дуговой приварки шпилек | 1988 |
|
SU1606277A1 |
| Способ ударной конденсаторной сварки | 1986 |
|
SU1547997A1 |
| Способ ударной конденсаторной сварки шпилек | 1987 |
|
SU1555083A1 |
| Конденсаторная машина для точечной сварки | 1972 |
|
SU448101A1 |
| СПОСОБ ДУГОКОНТАКТНОЙ ПРИВАРКИ КРЕПЕЖНЫХ ДЕТАЛЕЙ | 1999 |
|
RU2191099C2 |
fui.Z
