Изобретение относится к дуговой сварке и может быть использовано при производстве сварных конструкций в машиностроении, судостроении, приборостроении, строительстве, а также в других отраслях промышленности для приварки шпилек и стержней диаметром 2-10 мм к листам и другим деталям.
Цель изобретения - увеличение диаметра привариваемых шпилек, снижение трудоемкости их изготовления и увеличение длины сварочного кабеля.
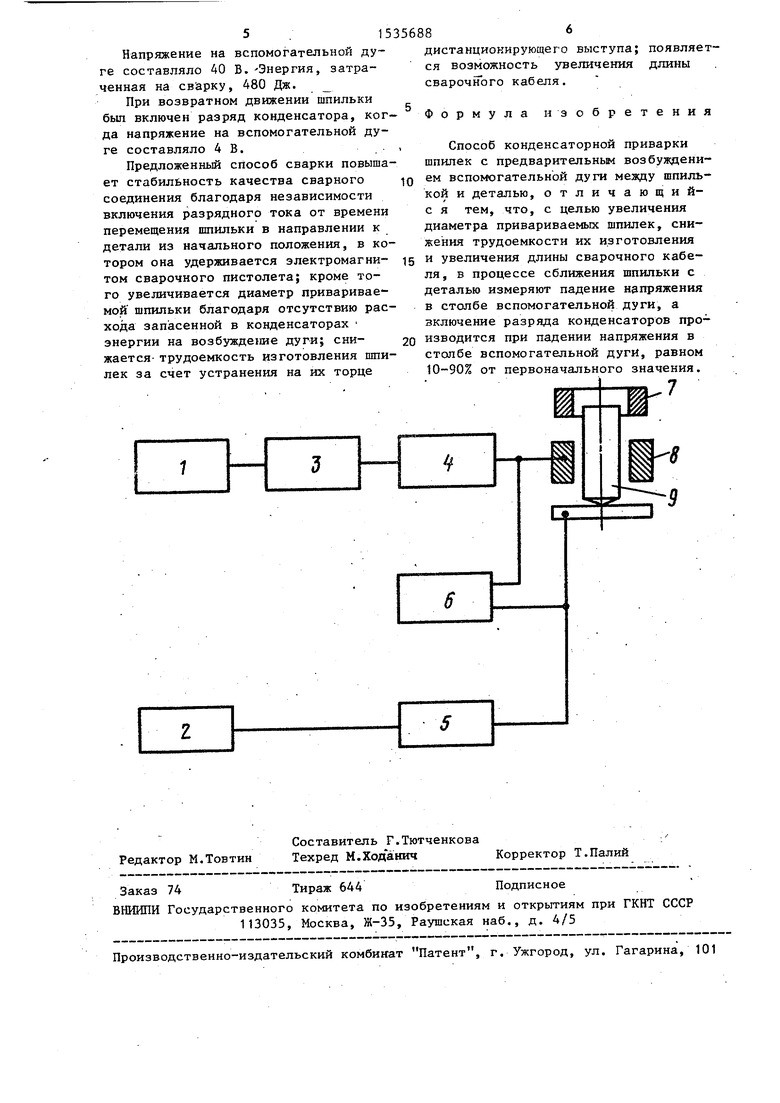
На чертеже показана блок-схема устройства, реализующего предлагаемый способ сварки шпилек.
Устройство, реализующее предлагаемый способ сварки шпилек, состоит
из выпрямителя 1, объединенного с источником тока вспомогательной дуги 2, батареи конденсаторов 3, тиристоров: разрядного 4 и вспомогательной дуги 5, измерителя напряжения на вспомогательной дуге 6, в который введен узел вычитания напряжения, равного сумме приэлектродных напряжений, сварочной головки 8 с электромагнитом 7.
Способ сварки выполняют следующим образом.
Шпилька 9, находящаяся в зажиме сварочной головки 8, приводится в контакт с пластиной, к которой она вспоследствии будет приварена.
СП
00 СЛ
00
00
31535688
С помощью электромагнита 7, встроенным в сварочную головку, шпильку отрывают от пластины. При этом между шпилькой и пластиной возбуждается вспомогательная низкоамперная дуга, ионизирующая дуговой промежуток шпильки - пластина.
В крайнем верхнем положении электромагнит 7 обесточивается и шпилька 9 под действием пружины осадки (не показана) начинает обратное движение при горящей вспомогательной дуге.
10
ны дугового промежутка и снижении расхода запасенной в конденсаторах энергии на возбуждение дуги. При способе сварки шпилек с выступом, роль выступа на торце шпильки двоякая.
С одной стороны, благодаря малому сечению и, соответственно, большей плотности тока выступ при касании с -. листом взрывается, возбуждая дуговую стадию разряда конденсаторов.
С другой стороны, длиной выступа определяется длина дугового промежутка, и, соответственно, время горения Учитывая, что области приэлектрод- 15 ДУГИ ПРИ ударной конденсаторной свар
ны дугового промежутка и снижении расхода запасенной в конденсаторах энергии на возбуждение дуги. При способе сварки шпилек с выступом, роль выступа на торце шпильки двоякая.
С одной стороны, благодаря малому сечению и, соответственно, большей плотности тока выступ при касании с -. листом взрывается, возбуждая дуговую стадию разряда конденсаторов.
С другой стороны, длиной выступа определяется длина дугового промежут
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ДУГОКОНТАКТНОЙ ПРИВАРКИ КРЕПЕЖНЫХ ДЕТАЛЕЙ | 1999 |
|
RU2191099C2 |
| Способ ударной конденсаторной сварки шпилек | 1987 |
|
SU1555083A1 |
| Аппарат для тавровой приварки стержней | 1990 |
|
SU1757817A1 |
| Способ ударной конденсаторной сварки | 1986 |
|
SU1547997A1 |
| Аппарат для ударной конденсаторной приварки шпилек | 1975 |
|
SU575825A1 |
| СПОСОБ ЭЛЕКТРОДУГОВОЙ ПРИВАРКИ ШПИЛЕК | 1987 |
|
SU1570160A1 |
| УПОР ГИБКИЙ | 2000 |
|
RU2166675C1 |
| Устройство для управления процессом дуговой приварки шпилек | 1988 |
|
SU1606277A1 |
| СПОСОБ ДУГОВОЙ СВАРКИ ПОД ФЛЮСОМ ЗАКЛАДНЫХ ДЕТАЛЕЙ | 2012 |
|
RU2508971C1 |
| Способ дуговой приварки полых стержней | 1978 |
|
SU770694A1 |
Изобретение относится к дуговой сварке и может быть использовано при производстве сварных конструкций в машино-, судо- и приборостроении, а также др. отраслях промышленности для приварки шпилек и стержней диаметром 2-10 мм к листам и др. деталям. Целью изобретения является увеличение диаметра привариваемых шпилек, снижение трудоемкости их изготовления и увеличение длины сварочного кабеля. В процессе сближения шпильки с деталью производят измерение напряжения в столбе вспомогательной дуги, горящей с момента возвратного движения шпильки. Разряд конденсаторов производят при снижении напряжения в столбе вспомогательной дуги до 10-90% его первоначального значения. При таком выполнении способа стабильность качества сварного соединения повышается благодаря независимости включения разрядного тока от времени перемещения шпильки в направлении к детали из начального положения. 2 ил.
ных падений напряжений изменяют длину, пренебрежительно малую по сравнению с длиной столба дуги, величина напряжения на дуге (за вычетом катодного и анодного падений напряжения) дает информацию о длине дуги или, другими словами - о расстоянии между дугой и шпилькой. Поскольку при сближении электродов под действием предварительно сжатой пружины время горе- 25 ктически) до 2-3 мм (в зависимости от
ния дуги пропорционально расстоянию между ними, длительностью горения дуги можно регулировать, изменяя расстояние между шпилькой и деталью, на
котором включается разряд конденсате- эд конденсаторов, и степень выделения
ров.Информацию о расстоянии между деталями можно получить, измеряя напряжение в столбе вспомогательной дуги.
При снижении напряжения на вспомогательной дуге на 10-90% значения, которое было при максимальном растяжении вспомогательной дуги, производится разряд рабочей батареи конденсаторов на ионизированный дуговой промежуток. При этом сварочная дуга развивается по всей торцовой поверхности шпильки, оплавляя ее.
Когда давление паров дуги становится меньше усилия сжатия рабочей пружины пистолета, происходит осадка и приварка шпильки к листу. На фиг.2 показана осциллограмма напряжения на дуге, где t - время перемещения шпильки из крайнего установочного положения по направлению к свариваемой детали без включения сварочного тока, участок t,;, - время горения сварочной дуги; нижняя кривая - апряжение на исполнительном узле, включающем разряд конденсаторов.
Увеличение диаметра привариваемых шпилек в предлагаемом способе сварки происходит за счет возрастания времени горения дуги при увеличении длике.
Длина выступа диаметром 0,8-1,0 мм обычно не превышает 1,0-1,2 мм, при большем размере он не оплавляется по всей длине, и протяженность дугового промежутка практически не возрастает. Предложенный способ позволяет возбуждать дугу при расстоянии между свариваемыми поверхностями от 0 (пратока вспомогательной дуги).
Таким образом, значительно возрастает длительность горения дуги, т.е. длительность дуговой стадии разряда
5
0
5
0
5
энергии в этой стадии. Нужно заметить, что при ударной конденсаторной сварке полезно используется лишь энергия, выделяемая в дуговой стадии разряда.
Пределы снижения напряжения на вспомогательной дуге выбраны, исходя из следующих соображений.
.Падение напряжения в дуге при заданном токе в зависимости от ряда парпметров может изменяться в пределах 15-40 В. При этом нижний предел близок к сумме анодного и катодного падений напряжений (12 В) и поэтому максимальная величина его уменьшения не может превысить 10%, так как в этом случае возможно короткое замыкание промежутка без возбуждения ДУГИ.
Чем выше напряжение горения вспомогательной дуги, тем больше глубина .снижения его допускается перед включением разряда конденсаторов.
Пример. Проводилась сварка шпилек диаметром 3 мм и пластины толщиной 3 мм, выполненных из стали Ст.З.
| Патент США № 3319039, кл | |||
| Прибор для записи звуковых волн | 1920 |
|
SU219A1 |
