Изобретение относится к области производства синтетических нитей, а более конкретно к процессам производства шинного корда,
Цель изобретения - упрощение способа производства шинного корда, при одновременном улучшении физико-механических свойств корда и повышений производительности.
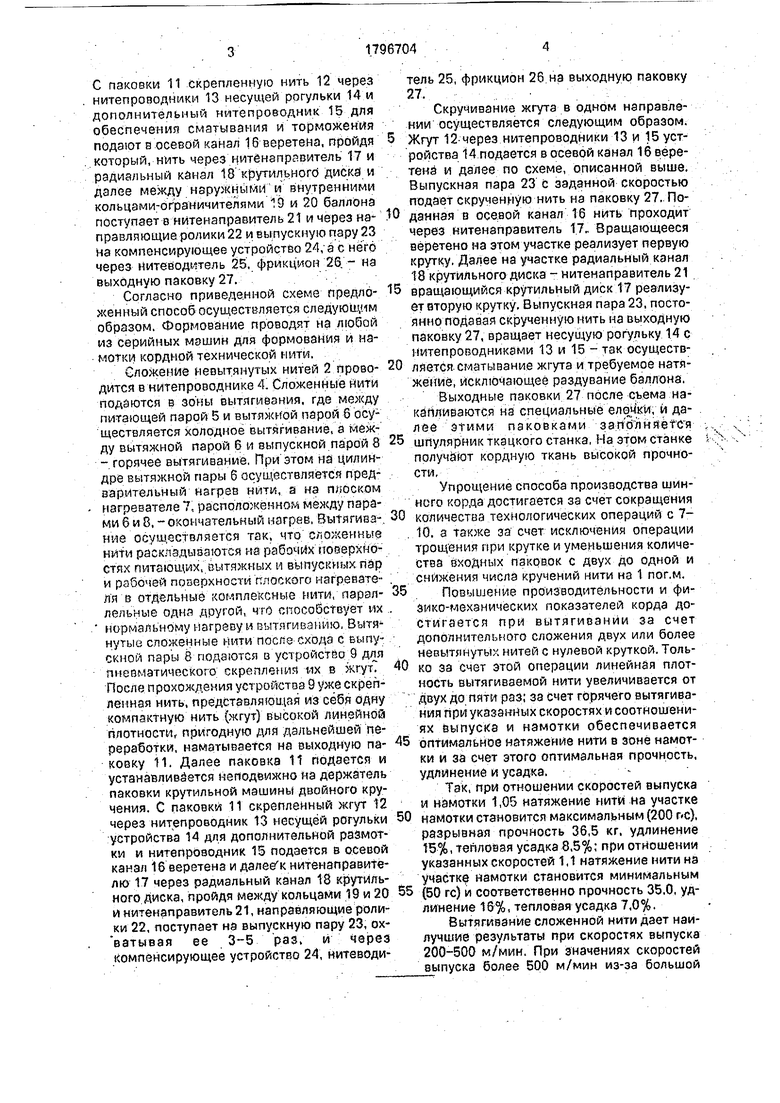
На чертеже представлена принципиал ь- ная схема осуществлений способа.
В соответствии со схемой паковки 1 невытянутых нитей, полученных на машине формования и намотки, устанавливают на шпулярнике вытяжной машины. Здесь нити 2 с двух или более входных паковок через нитепроеодники 3 попадают в нитепроводник 4. в котором осуществляют их сложение. Далее сложенную нить подают на питающую пару 5, состоящую из необогйеваемого цилиндра и раскладочного ролика, а с нее на вытяжную обогреваемую пару 6, состоящую из обогреваемого цилиндра и раскладочного ролика, и через плоский нагреватель 7 на выпускную пару 8, также состоящую из обогреваемого цилиндра и раскладочного ролика. Каждая пара опетливается 6 - 10 раз. Из выпускной пары нить подают в устройство 9 для скрепления нити и через компенсирующее устройство 10 на выходную паковку 11. являющуюся Промежуточной. Далее паковку 11, являющуюся промежуточной, устанавливают на Держатель паковки крутильной машины двойного кручения.
Ч
ю
I
паковки 11 скрепленную нить 12 через итепроводникм 13 несущей рогульки 14 и ополнительный нитепроводник 15 для беспечения сматывания и торможения подают в осевой канал 16 веретена, пройдя оторый, нить через нитенаправитель 17 и адиальный канал 1.8 крутильного диска и алее между наружными и внутренними колыдами оУраничителями 19 и 20 баллона поступает в нйтенаправитель 21 и через направляющие ролики 22 и выпускную пару 23 на компенсирующее устройство 24, а с него через нитеводитель 25, фрикцион 26. - на выходную паковку 27.
Согласно приведенной схеме предложенный способ осуществляется следующим образом. Формование проводят на любой из серийных машин для формования и намотки кордной технической нити.
Сложение иевытянутых нитей 2 проводится в нитепроводнике 4. Сложенные нити подаются в зоны вытягивания, где между питающей парой 5 и вытяжкой парой 8 осуществляется холодное вытягивание, а меж- ду вытяжной парой 6 и выпускной парой 8 -горячее вытягивание, При этом на цилиндре вытяжной пары 6 осуществляется предварительный нагрев нити, а на плоском нагревателе 7, расположённом между парами 6 и 8, - окончательный нагрев, ВыТягивз-, ние осуществляется так, что сложенные нити раскладываются на рабочих поверхностях питающих, вытяжных и выпускных пар и рабочей поверхности плоского нагревателя в отдельные комплексные нити, параллельные одна другой, что способствует их . нормальному нагреву и вытягиванию, Вытя нутые сложенные нити nocrts схода с выпускной пары 8 подаются в устройство 9 для пневматического; скрепления ш в кгут. После прохождения устройства 9 уже скрепленная нить, представляющая из себя одну компактную нить (жгут) высокой линейной плотности, пригодную для дальнейшей переработки, наматывается на выходную паковку 11, Далее паковка 1t подается и устанавливается неподвижно на держатель паковки крутильной машины двойного кручения. С паковки 11 скрепленный жгут 12 через нитепроводник 13 несущей рогульки устройства 14 для дополнительной размотки и нитепроводник 15 подается в осевой канал 16 веретена и далее к нитенаправите- лю 17 через радиальный канал 18 крутильного диска, пройдя между кольцами 19 и 20 и нитенаправитель 21, направляющие ролики 22, поступает на выпускную пару 23, ох- ватывая ее 3-5 раз, и через компенсирующее устройство 24, нитеводитель 25, фрикцион 26 на выходную паковку
27... ; .. ... /. ,
Скручивание жгута в одном направлении осуществляется следующим образом.
Жгут 12 через нитепроводники 13 и 15 устройства 14 подается в осевой канал 16 веретена и далее по схеме, описанной выше. Выпускная пара 23 с заданной скоростью подает скрученную нить на паковку 27.. По0 данная в осевой канал 16 нить проходит через нитенаправитель 17.. Вращающееся веретено на этом участке реализует первую крутку. Далее на участке радиальный канал 18 крутильного диска нитенаправитель 21
5 вращающийся крутильный диск 17 реализует вторую крутку. Выпускная пара 23, постоянно подавая скрученную нить на выходную паковку 27, вращает несущую рогульку 14 с нитепроводниками 13 и 15 - так осуществ0 лйется-ематьшание жгута и требуемое натяжение, исключающее раздувание баллона. Выходные паковки 27 после съема накапливаются на специальные елочки, и да- . лее этими паковками за:Ио лняёт С я ,....
5 шпулярник ткацкого станка, На этом станке i . получают кордную ткань высокой прочности, :
Упрощение способа производства шинного корда достигается за счет сокращения
0 количества технологических операций с 7- .10, а также за счет исключения операции трощ ения при крутке и уменьшения количества входных паковок с двух до одной и
снижения числа кручений нити на 1 пог.м.
5 Повышение производительности и физико-механических показателей корда достигается при вытягивании за счет дополнительного сложения двух или более невытянутых нитей с нулевой круткой. Толь- 0 ко за счет этой операции линейная плотность вытягиваемой нити увеличивается от двух до пяти раз; за счет горячего вытягивания при указанных скоростях и соотношениях выпуска и намотки обеспечивается
5 оптимальное натяжение нити в зоне намотки и за счет этого оптимальная прочность, удлинение и усадка.
Так, при отношении скоростей выпуска и намотки 1,05 натяжение нити на участке
0 намотки становится максимальным (200 г.с), разрывная прочность 36,5 кг, удлинение 15%, тепловая усадка 8.5%; при отношении указанных скоростей 1,1 натяжение нити на участке намотки становится минимальным
5 (50 гс) и соответственно прочность 35,0, удлинение 1б%, тепловая усадка 7,0%.
Вытягивание сложенной нити дает наилучшие результаты при скоростях выпуска 200-500 м/мин. При значениях скоростей выпуска более 500 м/мин из-за большой
величины линейной плотности нить не успевает прогреться на нагревателях, вследствие чего увеличивается обрывность. Кроме того, при прохождении нагретой нити по выпускному цилиндру она нагревает ци- линдр до ™120°С, что резко меняет процесс, приближая его к режиму вытягивания и термофиксации. При значениях скоростей ниже 200 м/мин процесс становится экономически нецелесообразным из-за низкой производительности.
Скрепление вытянутых нитей в жгут позволяет скрепить 2-5 отдельных комплексных нитей с нулевой круткой а один компактный жгут и подготовить его к намот- ке и крутке, избегая при этом распушива- ния, зацепов элементарных нитей за .гарнитуру, подмотов, колец, петель, обрывов, т.е. обеспечить высокое качество нити и паковок.
Высокое качество скрепления нитей в жгут обеспечивается именно в диапазоне натяжений нити 50-200 гс. При натяжении выше 200 re воздушный поток уже не способен эффективно скреплять шти, при натя- жении менее 50 гс скрепление уже чрезмерное, ухудшающее компактность жгута, его качество и способность к крутке.
При крутке повышение производительности и физико-механических показателей достигается за счет скручивания жгута в одном направлении методом двойного круче- ния с применением дополнительной принудительной размотки его с неподвижной паковки. Этот прием позволяет по срав- нению с прототипом за счет меньшего числа кручений (115± Т5) кр/м увеличить скорость выпуска в 5-7 раз, упростить обслуживание (одна входная паковка вместо двух), получить однокруточную нить нового ассорти- мента с прочностью на 25% выше лучшей серийной двухкруточной нити.
Повышение производительности при производстве однокруточного корда по предложенному способу достигается и на стадии ткачества за счет увеличения массы паковки, получаемой на стадии крутки с 2,85 до 6-12 кг.
Пример. Паковки сформованной капроновой технической нити линейной плотностью 1075 текс из полимера с относительной вязкостью 3,33 подаются на шпу- лярник вытяжной машины. Здесь две нити складываются в одну, подаются на питаю- щее устройство, вытягиваются, скрепляются в жгут и наматываются.
Условия вытягивания:
Линейная плотность
сложенной нити, текс2150
Скорость вытягива1,02
1.5
3,52
1,4
130
185
ния, м/мин .560
Отношение скорости .
выпуска к скорости
намотки
Давление воздуха в
системе пневмоскрепления, эти
Кратность вытягивания
в первой зоне
Кратность вытягивания
во второй зоне
Температура рабочей
поверхности вытяжного
цилиндра, °С
Температура рабочей
поверхности плоского
нагревателя, °С
Температура рабочей
поверхности выпускного
цилиндра, °С80
Физико-механические показатели вытянутой нити:
Линейная плотность
вытянутой нити, текс450 ; Разрывная прочность, кгс 34,5
Относительное разрыв-
ное удлинение, %13
Количество скреплений
нити Hia длине 1 м1
Количество обрывов
на 9 кг нити: 3
Далее паковка скреплённой нити устанавливается на основание веретена двойного кручения крутильной машины.
Условия крутки: :
Число обрывов хрутильного диска, об/мин3200
Число кручений.
нити на 1 м .. 130 Скорость выпуска
крученой нити, м/мин50 ; Масса выходной паковки, кг б
Натяжение «ити в :,
баллоне.кгс0,9
Физико-механические показатели круеной нити:.
Линейная плотность, текс480
Разрывная прочность, кгс 34,3
Относительное удлинение, % 19
Количество обрывов
на б кг нити, шт.2
П р и м е р 2, Паковки сформованной ейытянутой капроновой нити линейной лотностью 1075 текс/- состоящей из 280 лементарных нитей из полимера с относиельной вязкостью 3,33, подаются на шпу- ярник вытяжной машины. Здесь две нити кладываются в одну, подаются на питаюее устройство, вытягиваются в двух зонах,
крепляются в жгут и наматываются на выодную паковку.
Условия вытягивания:
Линейная плотность
сложенной нити, текс2150
Скорость вытягивания, м/мин300
Кратность вытягива
ни в. первой зоне3,62
Кратность вытягивания
во второй зоне1,4
Отношение скорости
выпуска к скорости
намОтки1,05 . Температура рабочей
поверхности вытяжного
цилиндра, °С130
Температура рабочей
поверхности плоского нагревателя, °С 185
Температура рабочей
поверхности выпускного
цилиндра, С
80
Количество охватов ,
нити питающей, вытяжной и выпускной пары,
шт. соответственно7,6,8
Давление воздуха в
системе гжевмоскрепления, ати3,5
Физико-механические показатели выянутой нити:
Линейная плотность
вытянутой нити, текс460
Разрывная проч-. . .
ность, кгс36,5
Относительное разрывное удлинение, %15
-Количество скреплений
нити на длине 1 м10
Количество обрывов
на 9 кг нити0,2
После вытягивания паковка скрепленой нити устанавливается на основание веетена двойного кручения крутиле чой машины с принудительной размоткой нити
Условия крутки:
Частота вращения
крутильного диска, минЗ ОО
Число кручений нити на 1 м 130
Скорость выпуска
крученой нити, м/мин50
Натяжение нити в
баллоне, кгс0,7
Масса выходной
паковки,кг6
Физико-механические показатели кру- ченой нити:
Линейная плотность, текс495
Разрывная прочность, кгс36,3
Относительное разрывное удлинение, %22
Количество обрывов
на 6 кг нити 0,1 5 П р и м е р 3. При приведенных в примере 2 условиях подачи паковок невытянутой капроновой нити на шпулярник, складывания нитей, вытягивания, скрепления в жгут и намотки, а также условиях крутки за иск- 0 пючением отношения скорости выпуска к ско рОсти намотки нити 1,07, давления воздуха в системе пневмоекрепления нити 4 ати, получены следующие физико-механические показатели ориентированной скрепленной 5 и крученной нити:
Ориентированной скрепленной нити:
Пинёйная плотность, текс460
Разрывная прочность, кгс36,7
Относительное разрывное 0 удлинение, %15.5
Количество скреплений
нити на длине 1 м11
Количество обрывов
на 9 кг нити0,2 5 Крученой нити:
Линейная плотность. текс 495
Разрывная прочность кгс 36,5
Относительное разрывное удлинение, %22 0 Количество обрывов
на 6 кг нити0,1
П р и м е р 4. Паковки сформованной невытянутой аниднои технической нити ли нойной плотностью 430 текс, состоящей из 35 140 элементарных нитей, подаются на шпулярник вытяжной машины. Здесь четыре нити складываются в одну, подаются на питающее устройство, вытягиваются в двух зонах, скрепляются в жгут и наматываются 40 на выходную паковку.
Условия вытягивания:
Линейная плотность
сложенной нити, текс1720
Скорость вытягива- 45 ний, м/мин400
Кратность вытягивания
в первой зоне3,5
Кратность вытягивания
во второй зоне1.48 50 Отношение скорости
выпуска к скорости
намотки 1.09
Температура рабочей
поверхности вытяж- 55 ного цилиндра, °С130
Температура рабочей
поверхности плоского
нагревателя, °С195
Температура рабочей поверхности выпускного цилиндра, °С80 Количество охватов нити питающей, вытяжной и выпускной пар соответственно 7, б, 8 Физико-механические показатели сложенной вытянутой нити;
Линейная плотность, текс374 Разрывная прочность, кгс 28,5 Относительное разрывное удлинение, % 16 Количество скреплений нити на длине 1 м 12 Количество обрывов на 9 кг нити О После вытягивания паковки скрепленной вытянутой нити устанавливаются на основание веретена двойного кручения крутильной машины с принудительной размоткой нити.
Условий крутки: Частота вращения
крутильного диска, мин 13200 Число кручений
на длине 1м132 Скорость выпуска крученой нити, м/мин 50 Натяжение нити
в баллоне, кгс0,6 Масса выходной
паковки, кг9 Физико-механические показатели крученой нити:
Линейная плотность, текс400 Разрывная прочность, кгс 28,4 Относительное разрывное удлинение, % 22 Количество обрывов на 6 кг нити О Л р и м е р 5. При приведенных в примере 2 условиях подачи паковок невытянутой капроновой нити на шпулярник, складывания нитей, вытягивания, скрепления в жгут и намотки, а также условиях крутки, за исключением отношения скорости выпуска к скорости намотки нити 1,13 и натяжения нити в баллоне 0,4 кгс получены следующие
физико-механические показатели ориентированной скрепленной и крученной нити: . Ориентированной скрепленной нити Линейная плотность, текс480 5 Разрывная прочность, кгс 33,5 Относительное разрывное удлинение, % 18 Количество скреплений нити на 1 м 5 0 Количество обрывов
на 9 кг нити2 Крученой нити
Линейная плотность, текс525 Разрывная прочность, кгс 33.1 5 Относительное разрывное удлинение, % 25 Количество обрывов на б кг нити 7 8 примере 1 из-за незначительной вели- 0 чины отношения скоростей выпуска и намотки (1,02) существенно увеличивается натяжение нити в зоне намотки. Это приводит к перераспределению натяжений в зоне вытягивания, перевытягиванию нити во вто- 5 рой зоне вытягивания, снижению величины разрывной прочности и удлинения, а также к увеличению обрывности. Увеличение натяжения в зоне вытягивания, кроме того, резко уменьшает количество скрепления 0 нити после вытягивания, ухудшающее процесс кручения.
В примере 5 из-за слишком большой величины отношения скорости выпуска к
5 скорости намотки нити резко уменьшается натяжение нити в зоне намотки. Такое уменьшение приводит к уменьшению общей фактической кратности вытягивания, к существенному увеличению линейной плот0 ности вытянутой нити, снижению разрывной прочности, увеличению разрывного удлинения. Кроме того, резкое уменьшение натяжения пропорционально увеличивает и количество подмотов. подхлестов нити к по5 верхности цилиндра и к увеличении обрывности. Практически в обоих случаях процесс вести невозможно.



| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПОЛУЧЕНИЯ КРУЧЕНОЙ АРМИРОВАННОЙ НИТИ | 2005 |
|
RU2286412C1 |
| СПОСОБ ФОРМИРОВАНИЯ ПРЯЖИ В ПОЛЕ ДВУХЗОННОГО КРУЧЕНИЯ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2005 |
|
RU2309203C2 |
| Устройство для получения пряжи | 1991 |
|
SU1786204A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СПЛАВЛЕННОЙ ШВЕЙНОЙ НИТИ (ВАРИАНТЫ) И СПОСОБ ПОЛУЧЕНИЯ КРУЧЕНОЙ НИТИ | 1992 |
|
RU2093621C1 |
| Способ трощения нитей | 1986 |
|
SU1467099A1 |
| Способ получения крученой нити | 1989 |
|
SU1707102A1 |
| БИКОМПОНЕНТНАЯ НИТЬ ДЛЯ КОРДНЫХ ТКАНЕЙ, СПОСОБ ЕЕ ПОЛУЧЕНИЯ, КОРДНАЯ ТКАНЬ | 2001 |
|
RU2175694C1 |
| СПОСОБ ПОЛУЧЕНИЯ ПОЛИАМИДНОЙ КОМБИНИРОВАННОЙ ОБЪЕМНОЙ НИТИ | 1991 |
|
RU2011705C1 |
| Крутильно-мотальное устройство | 1992 |
|
SU1831524A3 |
| Полиамидная кордная ткань для каркаса многослойных шин | 2020 |
|
RU2731702C1 |

Сущность изобретения: способ производства шинного корда содержит операции формования нити, намотку ее на паковки, сматывания, вытягивания в двух последующих зонах, сложения нитей, скручивания и ткачество, Сматывание нити осуществляют одновременно по меньшей мере с двух паковок с последующим сложением их при равном натяжении, после совместного вытягивания нити скрепляют в жгут пневмопе- репутыванием. скручивание нитей осуществляют путем двойного кручения в одном направлении при принудительном сматыванйи жгута под натяжением 0.5- 0,8 кгс с промежуточных паковок. Вытягивание производят со скоростью выпуска 200-500 м/мин при отношении скоростей выпуска и намотки 1,05-1,10.1 з. п. ф-лы. 1 ил.
Формула изобретен и я 1. Способ производства шинного корда, характеризующийся формованием нити, намоткой ее на паковки с последующим сма- тыеанием, вытягиванием в двух последующих зонах, сложением, скручиванием и ткачеством, отличающийся тем, что, с целью упрощения способа при одновременном улучшении физико-механических свойств корда и повышении произаодительности, сметывание нити осуществляют по меньшей мере одновременно с двух паковок с последующим сложением нитей при равном натяжении, после совместного вытягивания осуществляют скрепление нитей в жгут и намотку на промежуточные паковки, при этом скручивание осуществляют путем двойного кручения в одном направлении при принудительном сметывании жгута под натяжением 0,5-0,8 кгс с промежуточных паковок, вытягивание производят со
скоростью выпуска 200-500 м/мин при соотношении скоростей выпуска и намотки
.lQ.: -:- ;--:-:: :...- ..-1;.-;.
2, Способпоп. 1, отл ич ающийся тем, что скрепление нитей в жгут осуществляют путем пневмоперепутывания.
| Кудрявцева Г.И, и др | |||
| Полиамидные во- локна | |||
| ЧЯ: Химия, 1976, с | |||
| Шкив для канатной передачи | 1920 |
|
SU109A1 |
