Изобретение относится к области машиностроения, в частности к конструкции гибких трубопроводов.
Целью изобретения является повышение работоспособности гибкого гофрированного трубопровода в условиях повышенных температур рабочей и окружающей сред.
На фиг.1 показано поперечное сечение спрофилированной полосы материала, образованное тремя базовыми зонами 1, представляющими из себя полуокружности, радиусы которых уменьшаются слева направо на величину, равную толщину стенки этой полосы, и двумя промежуточными зонами 2,3, представляющими из себя различ- ные синусоидальные кривые, причем высота промежуточной зоны 2 больше высоты расположения промежуточной зоны 3 на величину, необходимую для образования канала спиральной протяженности в составе трубопровода.
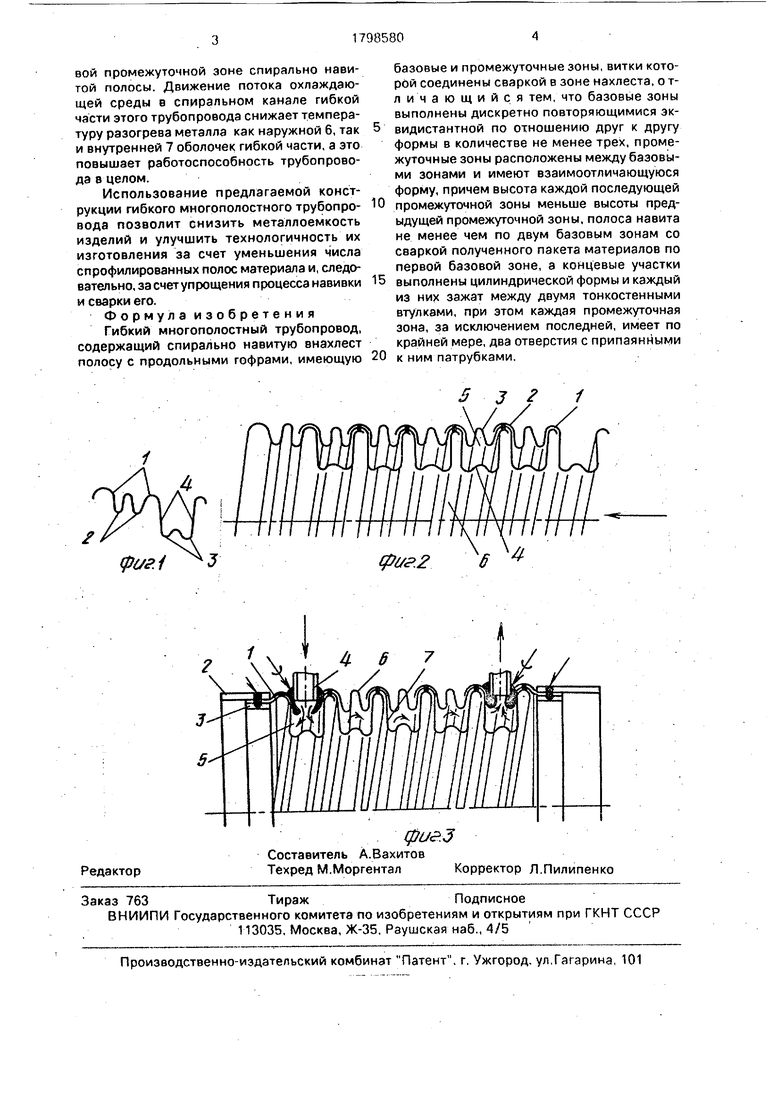
На фиг.2 дано осевое сечение гибкой части трубопровода с изображением (для ясности) начала и конца спрофилированной в соответствии с фиг.1 металлической полосы, спирально навитой внахлест снаружи по двум базовым зонам 1 со сваркой витков спирали в зоне 2, с образованием между промежуточными зонами 3, 4 спиральной полости 5, по которой возможна подача и отвод охлаждающей среды, и полости 6 для транспортирования рабочей среды.
На фиг.З представлено осевое сечение трубопровода с гибкой частью, изготовленной в соответствии с фиг.2, с развальцованными до цилиндрической формы концевыми участками, которые защемлены втулками 2, 3, герметично соединенными между собой кольцевым контактно-роликовым швом, с припаянными герметично цилиндрическими -патрубками 4 для подачи и отвода охлаждающей среды через отв ерстия 5 в наружной оболочке гибкой части, т.е. в пер(/)
С
sj О оо
ся
€0 О
вой промежуточной зоне спирально навитой полосы. Движение потока охлаждающей среды в спиральном канале гибкой части этого трубопровода снижает температуру разогрева металла как наружной 6, так и внутренней 7 оболочек гибкой части, а это повышает работоспособность трубопровода в целом.
Использование предлагаемой конструкции гибкого многополостного трубопровода позволит снизить металлоемкость изделий и улучшить технологичность их изготовления за счет уменьшения числа спрофилированных полос материала и, следовательно, за счет упрощения процесса навивки и сварки его.
Формула изо бретени я Гибкий многополостный трубопровод, содержащий спирально навитую внахлест полосу с продольными гофрами, имеющую
базовые и промежуточные зоны, витки которой соединены сваркой в зоне нахлеста, о т- ли чающийся тем, что базовые зоны выполнены дискретно повторяющимися эквидистантной по отношению друг к другу формы в количестве не менее трех, промежуточные зоны расположены между базовыми зонами и имеют взаимоотличающуюся форму, причем высота каждой последующей
промежуточной зоны меньше высоты предыдущей промежуточной зоны, полоса навита не менее чем по двум базовым зонам со сваркой полученного пакета материалов по первой базовой зоне, а концевые участки
выполнены цилиндрической формы и каждый из них зажат между двумя тонкостенными втулками, при этом каждая промежуточная зона, за исключением последней, имеет по крайней мере, два отверстия с припаянными
к ним патрубками.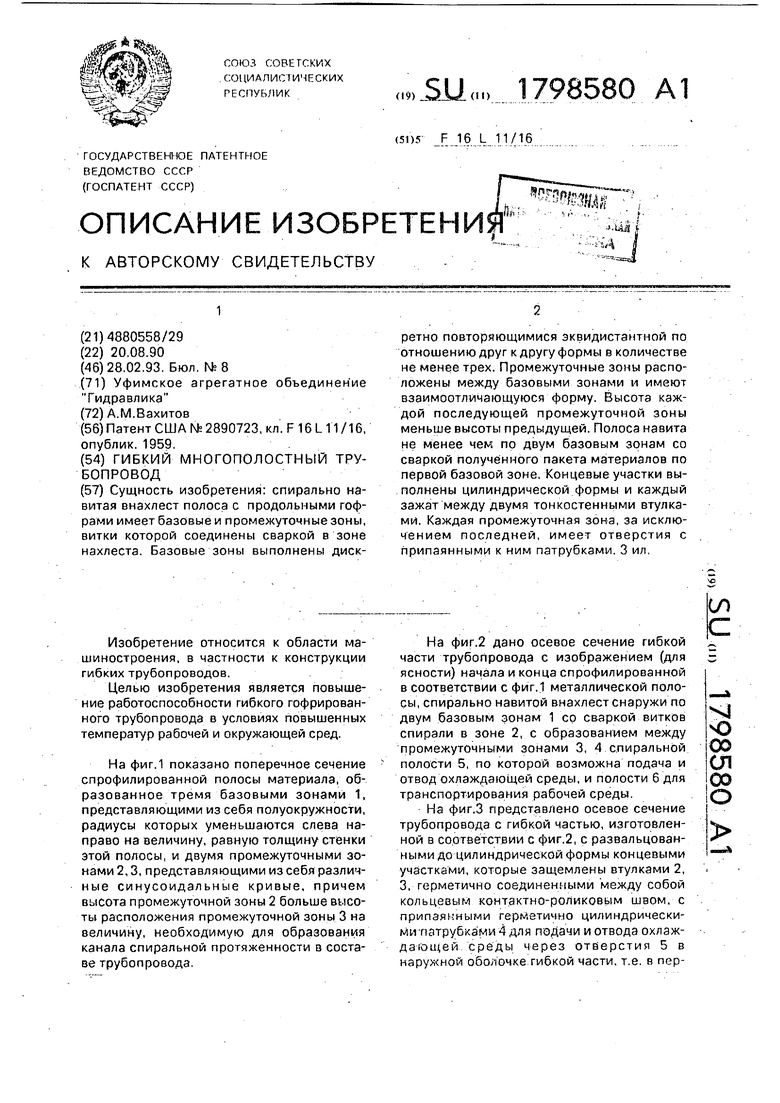
| название | год | авторы | номер документа |
|---|---|---|---|
| Гофрированная труба | 1989 |
|
SU1740847A1 |
| ГОФРИРОВАННАЯ ТРУБА | 1992 |
|
RU2065119C1 |
| ГОФРИРОВАННАЯ ТРУБА | 1992 |
|
RU2031298C1 |
| Гофрированная труба | 1989 |
|
SU1733815A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ МНОГОСЛОЙНЫХ ОБЕЧАЕК | 1991 |
|
RU2009747C1 |
| СЛОИСТАЯ ЦИЛИНДРИЧЕСКАЯ ОБОЛОЧКА И СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ | 1990 |
|
RU1751939C |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТРУБЫ | 2004 |
|
RU2272953C1 |
| ОТВОД ИЗ КОМПОЗИЦИОННОГО МАТЕРИАЛА И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2000 |
|
RU2201550C2 |
| СТЕКЛОПЛАСТИКОВАЯ СЕКЦИЯ ТРУБОПРОВОДА | 2004 |
|
RU2278314C1 |
| ВОДОСТОЧНАЯ СЕКЦИОННАЯ ТРУБА (ВАРИАНТЫ), СЕКЦИЯ ВОДОСТОЧНОЙ ТРУБЫ (ВАРИАНТЫ) И СОЕДИНЕНИЕ СЕКЦИЙ ВОДОСТОЧНОЙ ТРУБЫ (ВАРИАНТЫ) | 2013 |
|
RU2531010C1 |
Сущность изобретения: спирально навитая внахлест полоса с продольными гофрами имеет базовые и промежуточные зоны, витки которой соединены сваркой в зоне нахлеста. Базовые зоны выполнены дискретно повторяющимися эквидистантной по отношению друг к другу формы в количестве не менее трех. Промежуточные зоны расположены между базовыми зонами и имеют взаимоотличающуюся форму. Высота каждой последующей промежуточной зоны меньше высоты предыдущей. Полоса навита не менее чем по двум базовым зонам со сваркой полученного пакета материалов по первой базовой зоне. Концевые участки выполнены цилиндрической формы и каждый зажат между двумя тонкостенными втулками. Каждая промежуточная зона, за исключением последней, имеет отверстия с припаянными к ним патрубками. 3 ил.
| Патент США № 2890723, кл | |||
| Устройство для электрической сигнализации | 1918 |
|
SU16A1 |
| Автоматический сцепной прибор американского типа | 1925 |
|
SU1959A1 |
