Изобретение .относится к силоизмери- тельной технике и может быть использовано для определения усилий затяжки в резьбовых соединениях при. их эксплуатации.
Цель изобретения - повышение эффективности контроля за счет обеспечения возможности определения эксплуатационного усилия затяжки.
Указанная цель достигается тем, что предварительно при сборке между соединяемыми деталями размещают уплотнитель- ную прокладку из пластичного материала, а после нагружения резьбового разъемного соединения эксплуатационным усилием затяжки измеряют микротвердость на контак- тных поверхностях уплотнительной прокладки, по величине которой по тарировочной зависимости определяют эксплуатационное усилие затяжки.
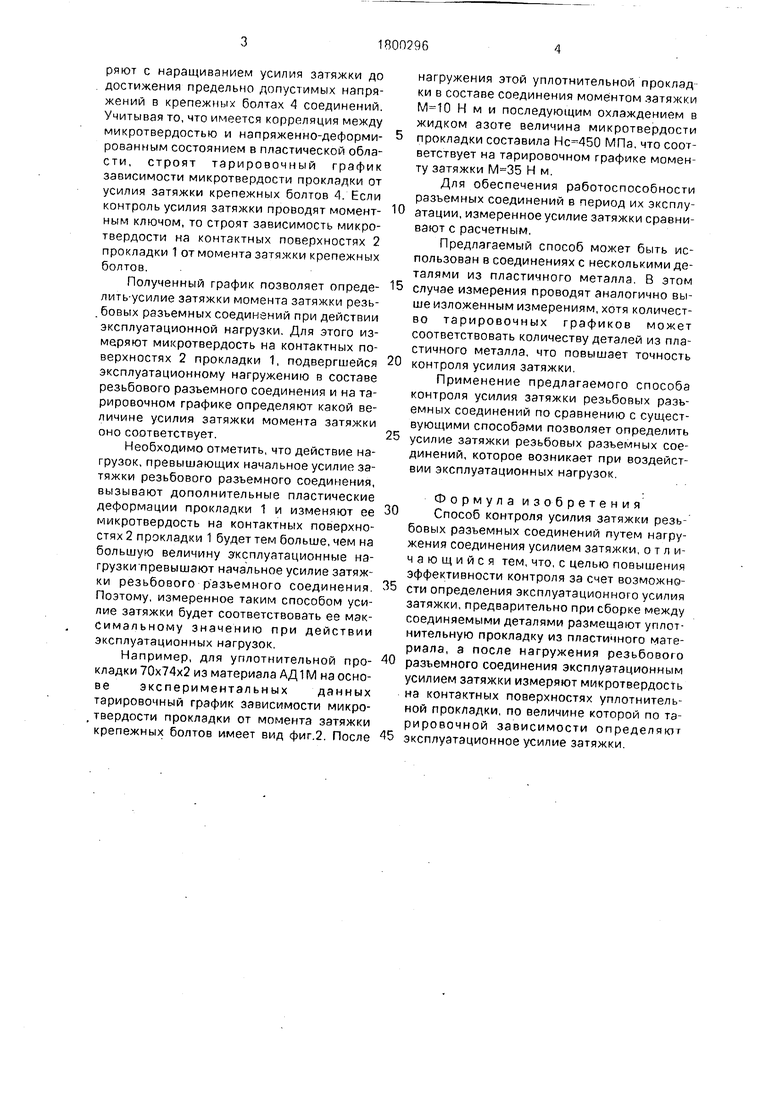
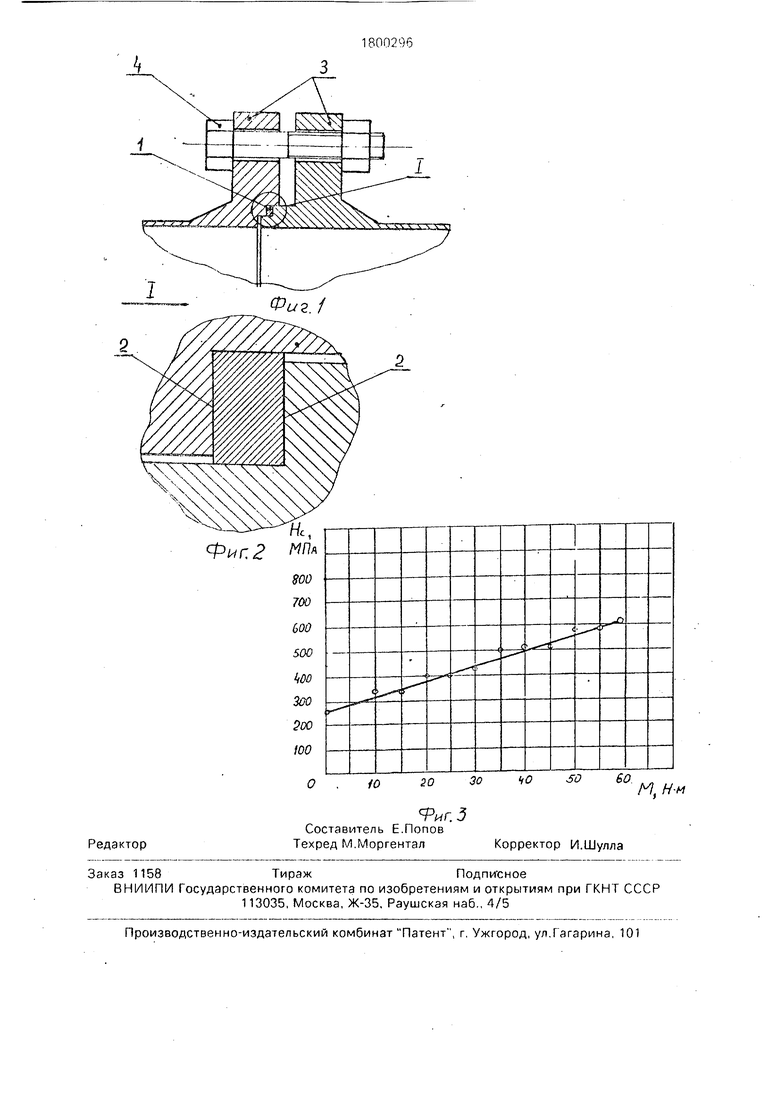
На фиг. 1 изображено резьбовое разъемное соединение с уплотнительной прокладкой из пластичного металла; на фиг. 2 - узел I на фиг. 1 (в увеличенном масштабе); на фиг.З - график зависимости микротвердости уплотнительной прокладки от момента затяжки.
Резьбовое разъемное соединение состоит из уплотнительной прокладки 1 из пластичного металла с контактными поверхностями 2, фланцев 3 и крепежных болтов 4.
Способ контроля усилия затяжки в резьбовых разъемных соединениях заключается в следующем.
Собирают резьбовое разъемное соединение с уплотнительной прокладкой 1 между фланцами 3, затягивают крепежные болты 4 до достижения на контактных поверхностях 2 напряжений, соответствующих началу ползучести материала уплотнительной прокладки, Затем соединение разбирают и измеряют микротвердость прокладки на контактных поверхностях 2, После замены и установки между фланцами 3 новой, прокладки соединение собирают вновь.
.Процессы сборки, нагружения, разборки и измерения микротвердости каждый раз с новой уплотнительной прокладкой повто« ,
fe
00
го о о
ряют с наращиванием усилия затяжки до достижения предельно допустимых напряжений в крепежных болтах А соединений. Учитывая то, что имеется корреляция между микротвердостью и напряженно-деформированным состоянием в пластической области, строят тарировочный график зависимости микротвердости прокладки от усилия затяжки крепежных болтов 4. Если контроль усилия затяжки проводят момент- ным ключом, то строят зависимость микротвердости на контактных поверхностях 2 прокладки 1 от момента затяжки крепежных болтов.
Полученный график позволяет опреде- лить-усилие затяжки момента затяжки резь- . бовых разъемных соединений при действии эксплуатационной нагрузки. Для этого измеряют микротвердость на контактных поверхностях 2 прокладки 1, подвергшейся эксплуатационному нагружению в составе резьбового разъемного соединения и на та- рировочном графике определяют какой величине усилия затяжки момента затяжки оно соответствует.
Необходимо отметить, что действие нагрузок, превышающих начальное усилие затяжки резьбового разъемного соединения, вызывают дополнительные пластические деформации прокладки 1 и изменяют ее микротвердость на контактных поверхностях 2 прокладки 1 будет тем больше, чем на большую величину эксплуатационные нагрузки превышают начальное усилие затяжки резьбового разъемного соединения. Поэтому, измеренное таким способом усилие затяжки будет соответствовать ее мэк- симальному значению при действии эксплуатационных нагрузок.
Например, для уплотнительной прокладки 70x74x2 из материала АД1М на основе экспериментальных данных тарировочный график зависимости микро- ,твердости прокладки от момента затяжки крепежных болтов имеет вид фиг.2. После
нагружения этой уплотнительной прокладки в составе соединения моментом затяжки Ими последующим охлаждением в жидком азоте величина микротвердости
прокладки составила МПа, что соответствует на тарировочном графике моменту затяжки Н м.
Для обеспечения работоспособности разъемных соединений в период их эксплуатации, измеренное усилие затяжки сравнивают с расчетным.
Предлагаемый способ может быть использован в соединениях с несколькими деталями из пластичного металла. В этом
случае измерения проводят аналогично выше изложенным измерениям, хотя количество тарировочных графиков может соответствовать количеству деталей из пластичного металла, что повышает точность
контроля усилия затяжки.
Применение предлагаемого способа контроля усилия затяжки резьбовых разъемных соединений по сравнению с существующими способами позволяет определить
усилие затяжки резьбовых разъемных соединений, которое возникает при воздействии эксплуатационных нагрузок.
Формула изобретения
Способ контроля усилия затяжки резьбовых разъемных соединений путем нагружения соединения усилием затяжки, отличающийся тем, что, с целью повышения эффективности контроля за счет возможности определения эксплуатационного усилия затяжки, предварительно при сборке между соединяемыми деталями размещают уплот- нительную прокладку из пластичного материала, а после нагружения резьбового
разъемного соединения эксплуатационным усилием затяжки измеряют микротвердость на контактных поверхностях уплотнительной прокладки, по величине которой по тэ- рировочной зависимости определяют
эксплуатационное усилие затяжки.
30
30
40
so
во.
MtH-M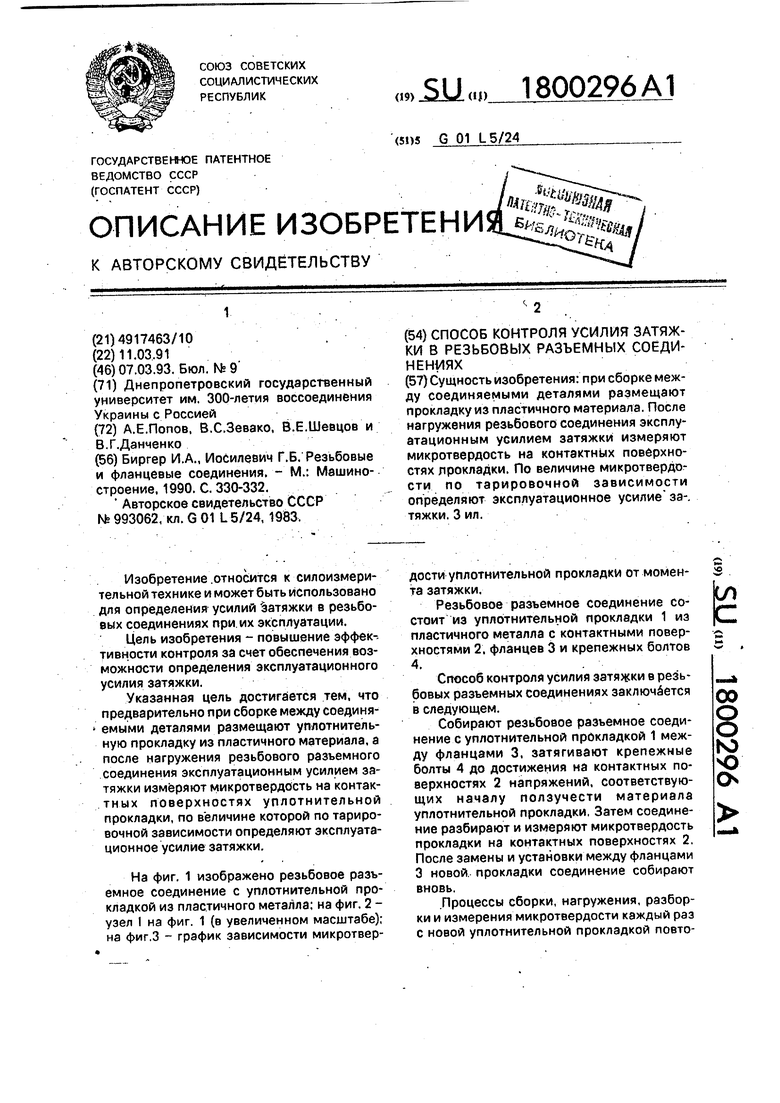
| название | год | авторы | номер документа |
|---|---|---|---|
| Разъемное герметичное фланцевое соединение | 1990 |
|
SU1754961A1 |
| Способ затяжки резьбового соединения | 1989 |
|
SU1737173A1 |
| Прокладка-уплотнитель, передающая информацию о своем состоянии | 2018 |
|
RU2738289C2 |
| РАЗЪЕМНОЕ СОЕДИНЕНИЕ | 2005 |
|
RU2280209C1 |
| РАЗЪЕМНОЕ СОЕДИНЕНИЕ ДЛЯ ТРУБОПРОВОДОВ | 2010 |
|
RU2440534C1 |
| Крупногабаритное разъмное уплотнительное устройство высокого давления | 1986 |
|
SU1399551A1 |
| СПОСОБ КОНТРОЛЯ УСИЛИЯ ЗАТЯЖКИ РЕЗЬБОВЫХ СОЕДИНЕНИЙ | 2009 |
|
RU2401423C1 |
| УСТАНОВКА ДЛЯ ИЗУЧЕНИЯ ТРЕНИЯ В РЕЗЬБЕ | 1993 |
|
RU2087038C1 |
| Разъемное неподвижное уплотнительное устройство | 1988 |
|
SU1536115A1 |
| КОНТРОЛЬНО-ДИАГНОСТИЧЕСКИЙ СТЕНД | 2006 |
|
RU2337336C2 |
Сущность изобретения: при сборке между соединяемыми деталями размещают прокладку из пластичного материала. После нагружения резьбового соединения эксплуатационным усилием затяжки измеряют микротвердость на контактных поверхностях прокладки. По величине микротвердости по тарировочной зависимости определяют эксплуатационное усилие за-, тяжки. 3 ил.
Редактор
Фиг.З
Составитель Е.Попов Техред М.Моргентал
Корректор И.Шулла
| Биргер И.А., Иосилевич Г.Б | |||
| Резьбовые и фланцевые соединения | |||
| - М.: Машиностроение, 1990 | |||
| С | |||
| Катодная трубка Брауна | 1922 |
|
SU330A1 |
| Способ контроля усилия затяжки резьбовых соединений | 1981 |
|
SU993062A1 |
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
