Изобретение относится к области технологии машиностроения, в частности, к способам финишной, отделочно-упрочняю- щей обработки поверхностным пластическим деформированием деталей из сталей, цветных металлов и сплавов.
Целью изобретения является обеспечение высокой производительности и расширение технологических возможностей процесса поверхностного пластического деформирования благодаря нанесению регулярного микрорельефа на обрабатываемую поверхность.
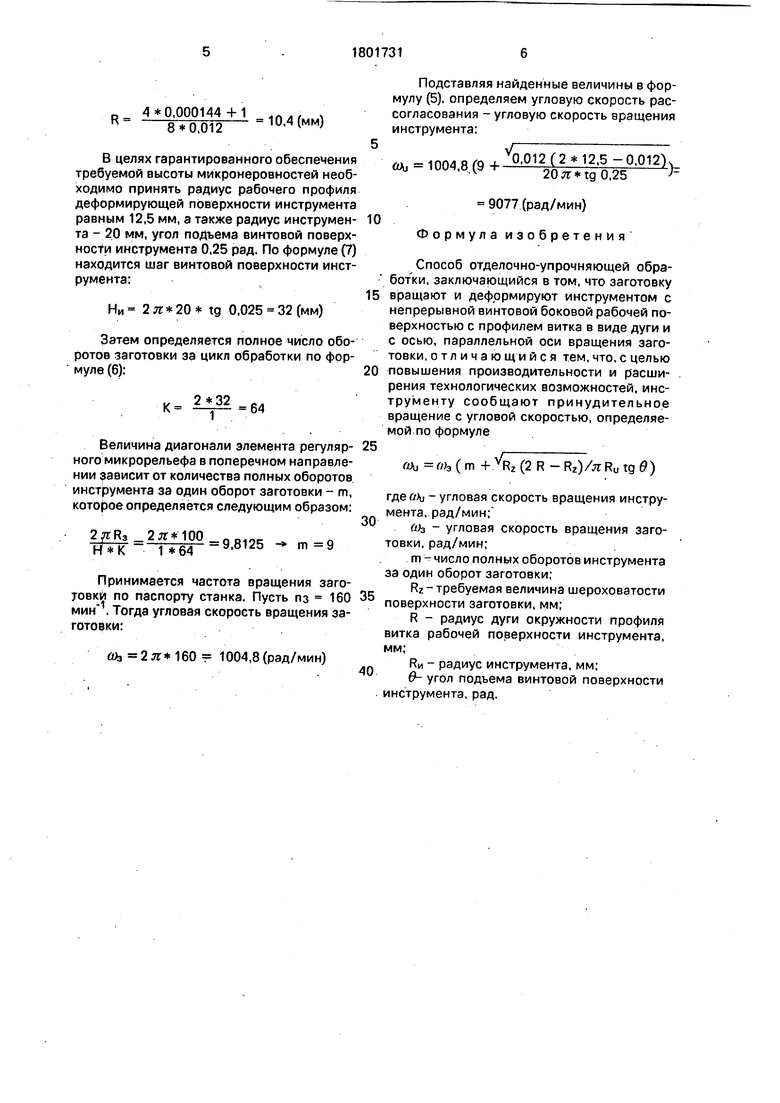
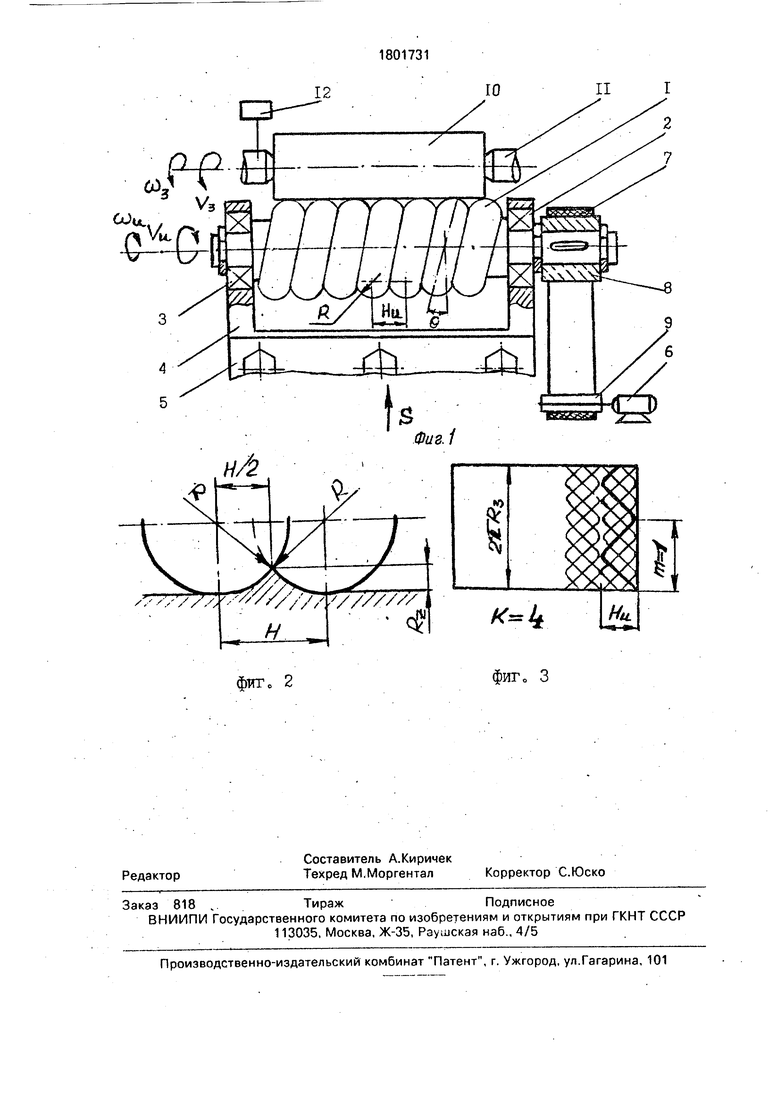
На фиг.1 представлена схема отделоч- но-упрочняющей обработки по предлагаемому способу; на фиг.2-схема образования единичной микронеровности; на фиг.З-схема образования микрорельефа обрабатываемой поверхности.
Способ отделочно-упрочняющей обработки наружных поверхностей тел вращения осуществляется следующим образом. Инструмент 1 (фиг.1) с напрессованными на его шейки подшипниками 2, 3 закрепляется в приспособлении 4 так, что обеспечивается параллельность осей инструмента и заготовки. Приспособление 4 закрепляется на
00
о
vj
Сл)
уппорте токарного станка 5. Инструменту 1 от электродвигателя 6 посредством приодного ремня 7 и шкивов 8, 9 придается вращение. От привода станка придается вращение заготовке 10, закрепленной в центрах 11, После этого инструмент и загоовка вводятся в контакт с заданной нзгруз- кой, Время обработки ограничивается необходимым числом полных оборотов заготовки, отнесенным к частоте вращения заготовки. По окончании обработки счетчик оборотов 12 автоматически отключает приводы станка м инструмента.
В процессе обработки за один оборот заготовки инструмент поворачивается на m полных оборотов и дополнительный угол рассогласования а , смещая зону контакта вдоль образующей заготовки на величину Н, которая при известных геометрических размерах инструмента определяет остаточную шероховатость поверхности детали,
Расчетная величина шероховатости по Rz (фиг.2) определяется известным соотношением
R
z R- 2-H2/4,
(1),
где -угловая скорость вращения инструмента, рад/мин;
(Оз - угловая скорость вращения заготовки, рад/мин;
m - количество полных оборотов инст- румента за один оборот заготовки;
RZ - требуемая величина шероховатости, мм;
Ри - радиус инструмента, мм; R - радиус дуги окружности профиля витка рабочей поверхности инструмента, мм;
0-угол подъема винтовой поверхности инструмента, рад.
Количество полных оборотов заготовки за весь цикл обработки (фиг.З) находят по формуле;
20
К 2Н-И/Н,
(6)
где К- количество полных оборотов заготовки за цикл обработки;
Ни - шаг винтовой поверхности инструмента, мм. Учитывая, что:
Ни 2ttRutg#,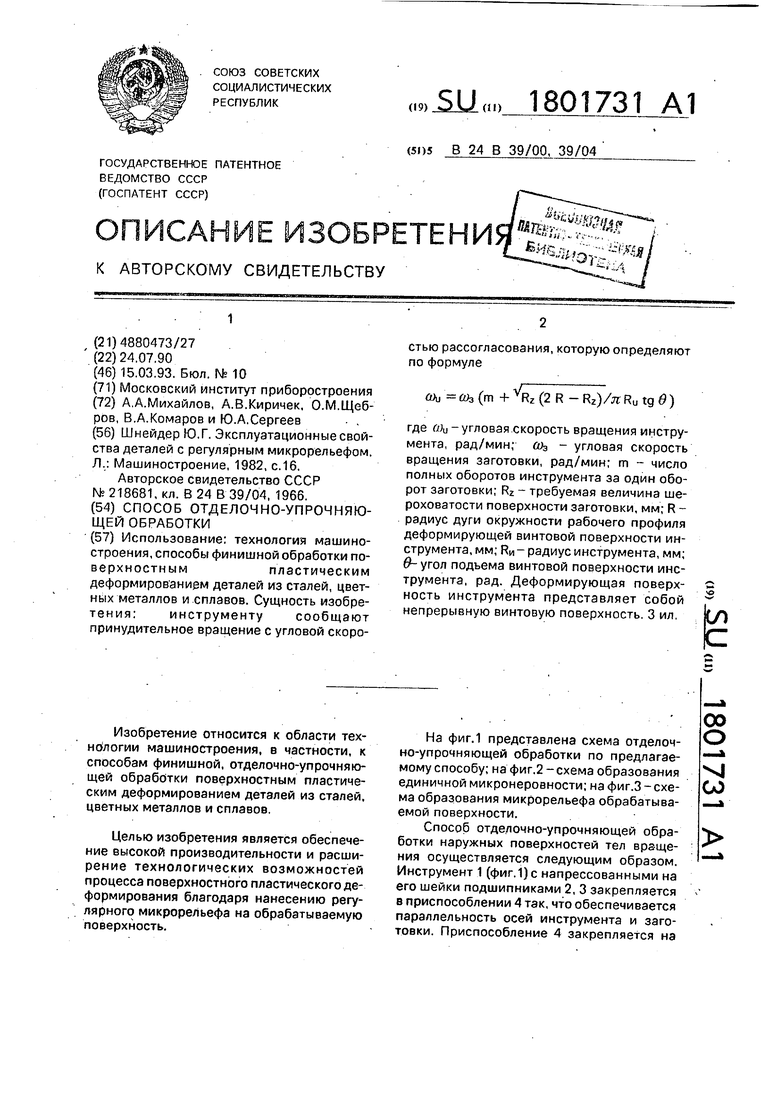

| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ УПРОЧНЕНИЯ ВИНТОВ | 2008 |
|
RU2367564C1 |
| УСТРОЙСТВО ДЛЯ УПРОЧНЕНИЯ ВИНТОВ С НЕБОЛЬШОЙ ВЫСОТОЙ ПРОФИЛЯ | 2008 |
|
RU2362665C1 |
| ИНСТРУМЕНТ ДЛЯ ПОВЕРХНОСТНОГО ПЛАСТИЧЕСКОГО ДЕФОРМИРОВАНИЯ СФЕРЫ | 2006 |
|
RU2325262C1 |
| СПОСОБ ОТДЕЛОЧНО-УПРОЧНЯЮЩЕЙ ОБРАБОТКИ | 2008 |
|
RU2361713C1 |
| ОТДЕЛОЧНО-УПРОЧНЯЮЩИЙ ИНСТРУМЕНТ | 2008 |
|
RU2361714C1 |
| СПОСОБ ПОВЕРХНОСТНОГО ПЛАСТИЧЕСКОГО ДЕФОРМИРОВАНИЯ СФЕРЫ | 2006 |
|
RU2324583C1 |
| ПРУЖИННОЕ УПРОЧНЯЮЩЕЕ УСТРОЙСТВО | 2008 |
|
RU2367563C1 |
| СПОСОБ ОТДЕЛОЧНО-УПРОЧНЯЮЩЕЙ ОБРАБОТКИ УСТРОЙСТВОМ С ПРУЖИННЫМ ВИБРАТОРОМ | 2006 |
|
RU2317884C1 |
| СПОСОБ УПРОЧНЕНИЯ | 2008 |
|
RU2367562C1 |
| ВИБРАЦИОННОЕ УСТРОЙСТВО ДЛЯ ОТДЕЛОЧНО-УПРОЧНЯЮЩЕЙ ОБРАБОТКИ | 2006 |
|
RU2314906C1 |
Использование: технология машиностроения, способы финишной обработки по- верхностнымпластическим деформиров анием деталей из сталей, цветных металлов и сплавов. Сущность изобретения: инструменту сообщают принудительное вращение с угловой скоростью рассогласования, которую определяют по формуле (Ои СОз (т + MRz (2 R - RZ)/JI Ru tg в ) где ftju -угловая.скорость вращения инструмента, рад/мин; (Оз - угловая скорость вращения заготовки, рад/мин; m - число полных оборотов инструмента за один оборот заготовки; Rz - требуемая величина шероховатости поверхности заготовки, мм; R - радиус дуги окружности рабочего профиля деформирующей винтовой поверхности инструмента, мм; RM - радиус инструмента, мм; в- угол подъема винтовой поверхности инструмента, рад. Деформирующая поверхность инструмента представляет собой непрерывную винтовую поверхность. 3 ил. у Ё
где RZ - расчетная величина шероховатости, мм;.
R - радиус дуги окружности профиля витка рабочей поверхности инструмента, мм;
Н - шаг смещения точки контакта вдоль образующей заготовки за один оборот заготовки:
Н a Ru tg в,
(2)
где RH - радиус инструмента, мм;
в - угол подъема винтовой поверхности инструмента, рад;
а - угол рассогласования, рад, непосредственно зависящий от соотношения угловых скоростей инструмента и заготовки. Исходя из соображения, что:
Oh f - 2л и ШиГ 2л:т4-а (3)
где т - количество полных оборотов инструмента за один оборот заготовки; т-время, мин,
а 2 л (uAj/ftb - т)
Выражение для определения угловой скорости инструмента непосредственно вытекает из выражений (1), (2), (3), (4):
iu ajsOn + VRz(2R-Rz)/ rRutg#), (5
30
К - m
(7)
35
40
50
55
Варьируя угловыми скоростями вращения инструмента и заготовки, количеством оборотов заготовки за цикл обработки, одним и тем же инструментом получают раз- личные по форме, размеру и взаиморасположению микрорельефы на поверхности детали.
Пример. Пусть требуется подвергнуть отделочно-упрочняющей обработке поверхностным пластическим деформированием шейку вала 0200 мм и длиной 50 мм, причем на обработанной поверхности обеспечить сетчатый регулярный микрорельеф (фиг.З) с величиной единичной ячейки микрорельефа по диагонали Н 1 мм, и высотой микронеровностей по Rz- не более 0,012 мм.
Величина диагонали элемента регулярного микрорельефа в осевом направлении и. величина микронеровностей по Rz обеспечиваются размером деформирующей поверхности инструмента и числом оборотов заготовки за цикл обработки. Из формулы (1) определяется величина радиуса дуги окружности профиля витка рабочей поверхности инструмента.
R (2Rz2 + H2)/8Rz
R
.000144 + 1 ,012
10,4 (мм)
В целях гарантированного обеспечения требуемой высоты микронеровностей необходимо принять радиус рабочего профиля деформирующей поверхности инструмента равным 12,5 мм, а также радиус инструмента - 20 мм, угол подъема винтовой поверхности инструмента 0,25 рад. По формуле (7) находится шаг винтовой поверхности инструмента:
Ни 2 л: 20 tg 0,025 32 (мм)
Затем определяется полное число оборотов заготовки за цикл обработки по формуле (6):
К
1
64
Величина диагонали элемента регулярного микрорельефа в поперечном направлении зависит от количества полных оборотов инструмента за один оборот заготовки - т, которое определяется следующим образом:
2flR3 „«„юс: ТГТк --ПГ64--9 8125
m 9
Принимается частота вращения заготовки по паспорту станка. Пусть пз 160 . Тогда угловая скорость вращения заготовки:
Oh -2 л 160 1004,8 (рад/мин)
Подставляя найденные величины в формулу (5), определяем угловую скорость рассогласования - угловую скорость вращения инструмента:
ел 1004 8 Г9 I 0.012(.5-0.012). GA, - юич.й (У .25 F
9077 (рад/мин) Формула изобретения
Способ отделочно-упрочняющей обработки, заключающийся в том, что заготовку вращают и деформируют инструментом с непрерывной винтовой боковой рабочей поверхностью с профилем витка в виде дуги и с осью, параллельной оси вращения заготовки, отличаю щи и с я тем, что. с целью повышения производительности и расширения технологических возможностей, инструменту сообщают принудительное вращение с угловой скоростью, определяемой по формуле
. dh ( m -KMRz (2 R - RZ)/TT RU tg в)
- угловая скорость вращения инструмента, рад/мин;
(Оз - угловая скорость вращения заготовки, рад/мин;
m - число полных оборотов инструмента за один оборот заготовки;
Rz-требуемая величина шероховатости поверхности заготовки, мм;
R - радиус дуги окружности профиля витка рабочей поверхности инструмента, мм;
RM - радиус инструмента, мм;
в- угол подъема винтовой поверхности инструмента, рад.
фит с 2
фиг о 3
| Шнейдер Ю.Г | |||
| Эксплуатационные свойства деталей с регулярным микрорельефом | |||
| Л.: Машиностроение, 1982, с.16 | |||
| ИНСТРУМЕНТ ДЛЯ ЧИСТОВОЙ и УПРОЧНЯЮЩЕЙ ОБРАБОТКИ ЦИЛИНДРИЧЕСКИХ ПОВЕРХНОСТЕЙ | 0 |
|
SU218681A1 |
| Пишущая машина для тюркско-арабского шрифта | 1922 |
|
SU24A1 |
