Изобретение относится к технологии машиностроения, в частности к способам и устройствам для отделочно-упрочняющей обработки деталей из сталей и сплавов поверхностным пластическим деформированием (ППД) со статическим нагружением деформирующего пружинного инструмента.
Известен способ упрочнения цилиндрических валов поверхностным пластическим деформированием, включающий сообщение вращательного движения заготовке и движения подачи вдоль обрабатываемой заготовки деформирующему устройству, содержащему подпружиненный держатель и смонтированный в нем с возможностью свободного вращения деформирующий элемент, который выполнен в виде пружины с наружным диаметром, не кратным диаметру упрочняемой поверхности [1].
Известный способ и инструмент отличаются ограниченными возможностями управления в создании гетерогенных упрочненных слоев и регулярного микрорельефа обрабатываемой поверхности, низким КПД, недостаточно большой глубиной упрочненного слоя и недостаточно высокой степенью упрочнения обрабатываемой поверхности.
Известен способ и инструмент для отделочной обработки поверхностным пластическим деформированием, который содержит неподвижное основание, подвижный корпус и вал, установленный на подшипниках, на котором размещен деформирующий инструмент в виде винтовой пружины, при этом между корпусом и основанием установлен упругий элемент, создающий силу деформирования [2].
Известный способ и инструмент отличаются ограниченными возможностями управления в создании гетерогенных упрочненных слоев и регулярного микрорельефа обрабатываемой поверхности, низким КПД, недостаточно большой глубиной упрочненного слоя и недостаточно высокой степенью упрочнения обрабатываемой поверхности.
Задачей изобретения является расширение технологических возможностей упрочняющей обработки поверхностным пластическим деформированием за счет управления глубиной упрочненного слоя, степенью упрочнения и микрорельефом поверхности, при минимальной энергоемкости и трудоемкости изготовления оснастки путем использования упругого многоэлементного деформирующего инструмента в виде винтовой пружины с витками различного диаметра с впадинами и выступами на рабочей поверхности.
Поставленная задача решается с помощью предлагаемого способа упрочнения цилиндрических валов поверхностным пластическим деформированием, включающего сообщение вращательного движения заготовке и движения подачи вдоль обрабатываемой заготовки деформирующему устройству, причем используют деформирующее устройство, содержащее неподвижное основание, подвижный корпус, упругий элемент, создающий силу деформирования, установленный между корпусом и основанием, и установленный в корпусе на подшипниках вал с деформирующим элементом в виде изготовленной из трубы винтовой пружины, имеющей витки различного наружного диаметра и установленной на валу с помощью демпфирующей втулки с образованием вершинами наружных поверхностей витков пружины однополостного гиперболоида вращения, наружные поверхности витков пружины имеют впадины и выступы, при этом для подачи смазочно-охлаждающей жидкости выполнены отверстия на внутренних поверхностях витков пружины, радиальные отверстия в вале и соединенное с ними глухое центральное отверстие с одного торца вала, впадины на наружных поверхностях витков пружины соединены с отверстием трубы, из которой изготовлена винтовая пружина, а радиальные отверстия в вале совпадают с отверстиями, выполненными на внутренних поверхностях витков пружины, при этом располагают ось вала под углом относительно продольной оси заготовки и сообщают вращение валу с деформирующим элементом относительно его оси путем контактного трения с заготовкой. Кроме того, производят установку натяга, необходимого для упрочнения, прогибом и деформацией выступа наружной поверхности витков пружины.
Сущность способа упрочнения и конструкции устройства ППД поясняется чертежами.
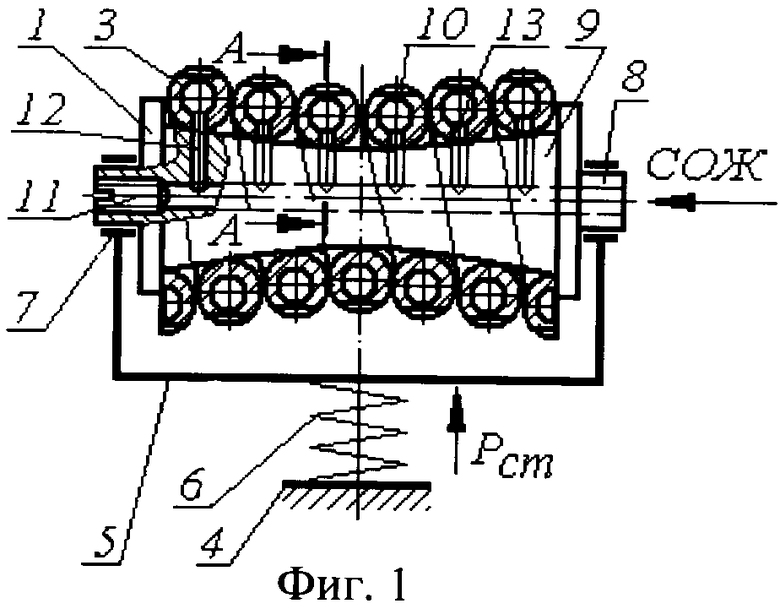
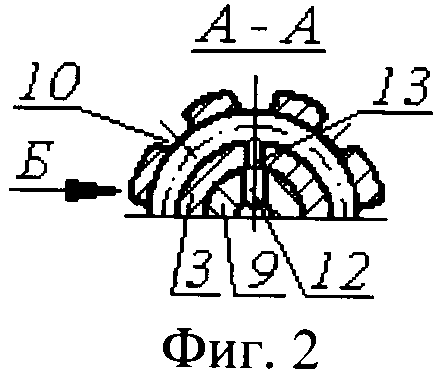
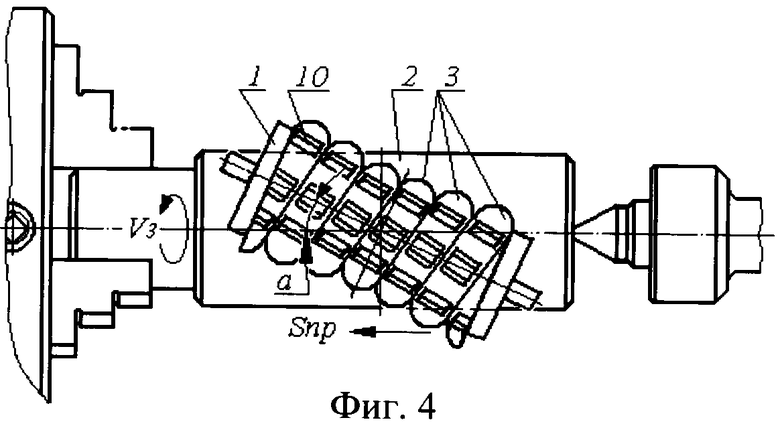
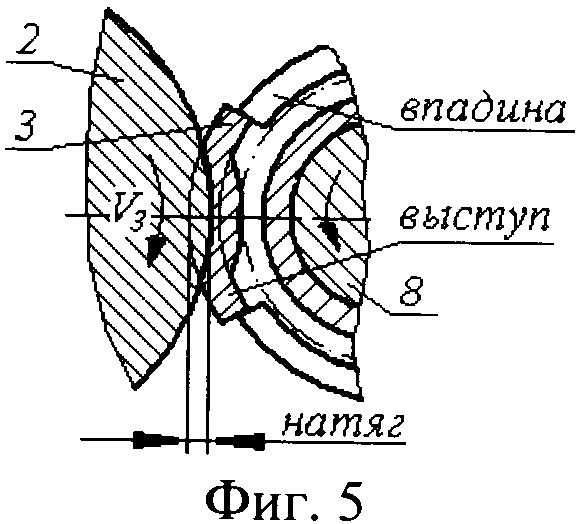
На фиг.1 показано пружинное упрочняющее устройство для отделочно-упрочняющей обработки цилиндрических поверхностей валов, продольный разрез; на фиг.2 - поперечный частичный разрез А-А на фиг.1; на фиг.3 - вид Б на фиг.2; на фиг.4 - схема чистовой и отделочно-упрочняющей обработки цилиндрической поверхности вала устройством; на фиг.5 - зона контакта выступа деформирующего элемента с заготовкой, поперечное сечение.
Предлагаемый способ и реализующее его устройство 1 предназначен для отделочной, чистовой и упрочняющей обработки цилиндрических поверхностей 2 заготовок валов специальным деформирующим элементом 3, изготовленным в виде пружины методом ППД. Для чего устройство деформирующим элементом 3 прижимают к обрабатываемой поверхности 2 заготовки с усилием Pст, создают натяг путем поперечного перемещения и сообщают продольную подачу Sпр, а заготовке сообщают вращательное движение V3. При этом вал устройства 1 с деформирующим элементом вращается относительно собственной оси за счет контактного трения с заготовкой.
Устройство 1 содержит неподвижное основание 4 и подвижный относительно основания корпус 5, между которыми установлен упругий элемент 6, создающий статическую силу деформирования Рст. В корпусе 5 на подшипниках 7 установлен вал 8, на центральной шейке 9 которого размещен деформирующий элемент в виде винтовой пружины 3. Наружная поверхность центральной шейки 9 и вершины наружных рабочих поверхностей витков 3 представляют собой однополостный гиперболоид вращения. Продольная ось вала 8 устройства расположена под углом скрещивания α относительно продольной оси заготовки 2. Витки деформирующего элемента 3 имеют различный наружный диаметр, однако они все контактируют с обрабатываемой поверхностью заготовки. Благодаря наклону деформирующего устройства на угол скрещивания α в зоне контакта возникает продольная составляющая сила трения, деформирующий элемент скользит вдоль заготовки, увеличивается площадь контакта и контактное трение с заготовкой, что увеличивает глубину упрочненного слоя.
Витки винтовой деформирующей пружины 3 изготовлены из трубы бесшовной холоднодеформируемой, например, с размерами и техническими условиями, принятыми по ГОСТ 8734-75. Наружные рабочие поверхности витков пружины имеют впадины 10, глубина которых больше толщины стенки трубы, поэтому впадины соединены с продольным отверстием трубы.
Для подачи смазочно-охлаждающей жидкости (СОЖ) вал 8 устройства выполнен полым и имеет глухое с помощью заглушки 11, установленной с одного торца, центральное отверстие, которое соединено с радиальными отверстиями 12. Радиальные отверстия 12 совпадают с отверстиями 13, изготовленными на внутренних поверхностях витков 3.
С целью увеличения глубины упрочненного слоя обрабатываемой поверхности заготовки 2 наружные рабочие поверхности витков пружины 3 имеют впадины и выступы, благодаря которым реализуется ударное воздействие, как более эффективное, чем статическая нагрузка.
Предлагаемый способ может быть реализован, например, на токарном станке (не показан), где устройство с деформирующим элементом 3 крепится на суппорте станка, а обрабатываемая заготовка вала 2 закрепляется в патроне шпинделя передней бабки и поджимается центром задней бабки.
Перед включением станка производят настройку на нужное усилие обкатывания путем поперечного перемещения основания 4. Упругий элемент 6, воздействуя на корпус 5, создает статическую силу деформирования Pст. Включают главное движение V3 - вращение заготовки 2 и одновременно устройству с деформирующим элементом сообщают поступательную продольную подачу Sпр. Свободно установленный с помощью подшипников 7 вал 8 с деформирующим элементом 3 получает вращение относительно собственной оси за счет контактного трения с заготовкой 2.
Сущность процесса заключается в том, что деформирующий элемент 3 устанавливается с некоторым натягом (см. фиг.5) относительно обрабатываемой заготовки. Статическая сила Рст деформирования создается упругим элементом 6, а импульсное воздействие осуществляется при набегании впадины витка деформирующего элемента на наружную поверхность заготовки, виток проваливается до дна впадины, а затем вновь выходит на выступ, все это сопровождается ударом. При контакте заготовки с выступом витка деформирующего элемента выступ прогибается, как показано на фиг.5, по причине того, что деформирующий элемент выполнен из трубы с тонкими стенками. Такая деформация выступа витка увеличивает площадь пятна контакта и интенсифицирует процесс упрочнения.
Таким образом, помимо статического воздействия Рст на обрабатываемую поверхность 2 деформирующие элементы 3 с впадинами и выступами оказывают импульсное ударное воздействие. При определенном (рабочем) усилии Рст и ударном воздействии в зоне контакта деформирующих элементов и заготовки интенсивность напряжений превышает предел текучести, в результате чего происходит пластическая деформация микронеровностей, изменяются физико-механические свойства и структура поверхностного слоя (например, увеличивается микротвердость или возникают остаточные напряжения в поверхностном слое).
Каждый деформирующий виток передает импульс силы в радиальном направлении к заготовки с определенной частотой, зависящей от V3 и длины выступа. Различный диаметр витков деформирующей пружины позволяет поочередно передавать импульс силы на обрабатываемую поверхность.
Благодаря наклону инструмента на угол скрещивания α изменяется траектория движения пятна контакта деформирующего элемента с заготовкой, т.е. расширяются технологические возможности процесса ППД.
Подача СОЖ в зону контакта осуществляется через центральное отверстие вала 8, радиальные отверстия 12 вала, радиальные отверстия 13, изготовленные на внутренних поверхностях деформирующих витков 3, отверстие трубчатого деформирующего элемента 3 и его впадины 10.
Объемная деформация заготовки незначительна.
Частота ударов выступов витков деформирующего элемента по заготовке зависит от его частоты вращения V3, расстояния между выступами, шага пружины деформирующего элемента 3.
При действии на витки деформирующего элемента только статической нагрузки Рст внедрение их в обрабатываемую поверхность происходит на меньшую величину, чем при импульсной ударной нагрузке. Внедрение деформирующих элементов в обрабатываемую поверхность под действием удара происходит на большую величину.
Глубина упрочненного слоя обработанного предлагаемым способом с помощью прерывистого деформирующего элемента достигает 1,6…2,4 мм, что значительно (в 3…4 раза) больше, чем при традиционном статическом упрочнении. Наибольшая степень упрочнения составляет 15…30%. В результате данной статической ударной обработки по сравнению с традиционным обкатыванием эффективная глубина слоя, упрочненного на 20% и более, возрастает в 2…2,5 раза, а глубина слоя, упрочненного на 10% и более, - в 1,7…2,2 раза.
В результате пластической деформации микронеровностей и поверхностного слоя параметр шероховатости поверхности повышается до Ra=0,1…0,4 мкм при исходном значении Ra=0,8…3,2 мкм. Твердость поверхности увеличивается на 30…80% при глубине наклепанного слоя 0,3…3 мм. Остаточные напряжения сжатия достигают на поверхности 300…700 МПа.
Предварительная обработка заготовки: шлифование до значения параметра шероховатости Ra=0,4…1,6 мкм, а также чистовое точение поверхностей с шероховатостью Ra=3,2 мкм. Упрочнение предлагаемым способом применяют при изготовлении заготовок из цветных металлов и сплавов, чугуна и стали твердостью до HRC 56…60.
Деформирующие элементы 3 изготовляют из сталей: легированных ШХ15, ХВГ, 9Х, 5ХНМ, углеродистых инструментальных У10А, У12А, быстрорежущих Р6М5, Р9. Твердость рабочей поверхности витков из сталей HRC 62…65. Параметр шероховатости рабочего профиля витков пружины Ra=0,32 мкм.
Производительность процесса упрочнения предлагаемым способом определяется радиусом витка деформирующего элемента, размерами выступов и впадин, а также диаметром трубки, из которой изготовлен деформирующий элемент.
Устройство с большим радиусом витка деформирующего элемента и диаметром трубки позволяет вести обработку с большой подачей (до 3 мм/об), однако для получения высокого качества поверхности необходимо создавать большие рабочие усилия. От значения допустимого рабочего усилия зависят параметры деформирующего элемента.
Предлагаемый способ, осуществляемый деформирующим элементом с большим количеством выступов и впадин, обеспечивает необходимое усилие контакта деформирующих элементов с обрабатываемой поверхностью.
Изменение размера поверхности при ударном упрочнении связано со смятием микронеровностей и пластической объемной деформацией заготовки. Таким образом, точность обработанной заготовки будет зависеть от ее конструкции и конструкции устройства для ударного упрочнения, режимов обработки, а также от точности размеров, формы и качества поверхности заготовки, полученной при обработке на предшествующем переходе.
При этом точность размеров существенно не меняется. Неблагоприятные условия обработки заготовки вблизи торцов приводят к увеличенной пластической деформации заготовки на участках длиной 3…15 мм.
Наиболее целесообразно ударным упрочнением обрабатывать исходные поверхности 7…11-го квалитетов.
При поверхностном пластическом деформировании предлагаемым ударным упрочнением практически достигаются параметры шероховатости Ra=0,2…0,8 мкм при исходных значениях этих параметров 0,8…6,3 мкм. Степень уменьшения шероховатости поверхности зависит от материала, рабочего усилия или натяга, подачи, исходной шероховатости, конструкции деформирующего элемента и т.д.
Предлагаемый способ ударного упрочнения следует проводить так, чтобы заданные результаты достигались за один проход. Не следует использовать обратный ход в качестве рабочего хода, так как повторные проходы в противоположных направлениях могут привести к излишнему деформированию и отслаиванию поверхностного слоя.
Скорость заготовки оказывает влияния на результаты обработки и выбирается с учетом требований производительности, конструктивных особенностей заготовки и оборудования.
Обычно скорость заготовки составляет 10…50 м/мин. Значение усилия ударного упрочнения выбирают в зависимости от цели обработки. Оптимальное усилие Pст (H), соответствующее максимальному пределу выносливости, определяют по формуле Рст=500+1,66 D2, где D - диаметр упрочняющей поверхности заготовки.
Продольную подачу при ударном упрочнении принимают 0,2…3 мм/об. Оптимальная продольная подача Sпр в на один виток деформирующего элемента не должна превышать 0,1…0,5 мм/об. Подачу на один оборот заготовки определяют по формуле: Sпр=k Sпр в, где k - число деформирующих витков.
Смазочно-охлаждающей жидкостью (СОЖ) при ударном упрочнении служат машинное масло, смесь машинного масла с керосином (по 50%), сульфофрезол (5%-ная эмульсия). Обработку чугуна рекомендуется вести без охлаждения.
При подачи СОЖ через отверстия деформируемого элемента расход СОЖ должен быть примерно 3…5 г/мин на каждый виток деформирующего элемента. При таком подводе СОЖ уменьшается температура в зоне обработки не только вследствие лучшего подвода СОЖ, но и меньшего трения. Упрочнение проводят через 3…6 мин после подачи СОЖ обязательно во вращающийся деформируемый элемент и прекращают подачу СОЖ в него за 5 мин до выключения станка.
Пример. Для оценки параметров качества поверхностного слоя, упрочненного предлагаемым способом, проведены экспериментальные исследования обработки вала на токарном станке. Значения технологических факторов (длина выступов, длина и глубина впадин, величина подачи) выбирались таким образом, чтобы обеспечить кратность ударного воздействия на элементарную площадку обрабатываемой поверхности в диапазоне 6…10. Дальнейшее увеличение кратности деформирующего воздействия ведет к разупрочнению.
Величина силы статического поджатия деформирующих элементов к обрабатываемой поверхности составляла Рст≥25…40 кН. Заготовки из стали 40Х; исходная твердость «сырых» образцов - HV 270…280. Глубина упрочненного слоя в 3…4 раза выше, чем при традиционном обкатывании.
Упрочненный слой при традиционном статическом обкатывании формируется в условиях длительного действия больших статических усилий. Предлагаемым ударным упрочнением аналогичная глубина упрочненного слоя достигается в результате кратковременного воздействия на очаг деформации удара. При близких степенях упрочнения поверхностного слоя величина статической составляющей нагрузки при ударном упрочнении значительно меньше.
Исследования напряженного состояния упрочненного поверхностного слоя ударной обработкой показали, что максимальные остаточные напряжения находятся близко к поверхности, как при чеканке, что благоприятно для большинства сопрягаемых деталей механизмов и машин.
Сравнение глубины напряженного и упрочненного слоя, градиента напряжений и градиента наклепа показывает, что глубина напряженного слоя в 1,1…1,3 раза больше, чем глубина наклепанного слоя, что согласуется с теорией поверхностного пластического деформирования.
Достигаемая в процессе обработки предлагаемым ударным упрочнением предельная величина шероховатости составляет Rа=0,1 мкм, возможно снижение исходной шероховатости в 4 раз.
Микровибрации в процессе благоприятно сказываются на условиях работы деформирующего элемента. Наложение удара приводит к более равномерному распределению нагрузки на элемент, вызывает дополнительные циклические перемещения контактных поверхностей элемента и заготовки, облегчает формирование упрочняемой поверхности.
Удары способствуют лучшему проникновению СОЖ в зону обработки.
При наложении удара деформирующая поверхность элемента периодически «отдыхает», что способствует увеличению ее стойкости.
Обработка в условиях удара резко увеличивает эффективность охлаждающего, диспергирующего и пластифицирующего действия СОЖ вследствие облегчения ее доступа в зону контакта элемента и заготовки.
Упрочнение по предлагаемому способу расширяет технологические возможности обработки поверхностным пластическим деформированием, позволяет управлять глубиной упрочненного слоя и микрорельефом поверхности, повышает параметр шероховатости обработанной поверхности, увеличивает ее твердость на значительную глубину, повышает производительность за счет увеличения пятна контакта большого количества деформирующих элементов с обрабатываемой поверхностью, а также снижает себестоимость процесса и расходы на изготовление оснастки.
Источники информации
1. А.с. СССР 218681, МПК В24В 39/00. Инструмент для чистовой и упрочняющей обработки цилиндрической поверхности. Б. М. Браславский. 1052441/25-8. 01.02.1966 - прототип.
2. Никифоров А.В., Сахаров В.В. Технологические возможности и перспективы чистовой и упрочняющей обработки упругим инструментом. - М., 1991. - 56 с., 26 ил. (Машиностроит. пр-во. Сер. Прогрессивные технол. процессы в машиностроении: Обзорн. информ./ВНИИТЭМР. Вып.5). С.29-32.
| название | год | авторы | номер документа |
|---|---|---|---|
| ПРУЖИННОЕ УПРОЧНЯЮЩЕЕ УСТРОЙСТВО | 2008 |
|
RU2367563C1 |
| СПОСОБ ОТДЕЛОЧНО-УПРОЧНЯЮЩЕЙ ОБРАБОТКИ | 2008 |
|
RU2361713C1 |
| СПОСОБ УПРОЧНЕНИЯ ВИНТОВ | 2008 |
|
RU2367564C1 |
| УСТРОЙСТВО ДЛЯ УПРОЧНЕНИЯ ВИНТОВ С НЕБОЛЬШОЙ ВЫСОТОЙ ПРОФИЛЯ | 2008 |
|
RU2362665C1 |
| ОТДЕЛОЧНО-УПРОЧНЯЮЩИЙ ИНСТРУМЕНТ | 2008 |
|
RU2361714C1 |
| СПОСОБ СТАТИКО-ИМПУЛЬСНОГО УПРОЧНЕНИЯ ВАЛОВ | 2008 |
|
RU2366562C1 |
| УСТРОЙСТВО ДЛЯ СТАТИКО-ИМПУЛЬСНОГО УПРОЧНЕНИЯ ВАЛОВ | 2008 |
|
RU2366561C1 |
| ЭЛЕКТРИЧЕСКАЯ ВИБРОГОЛОВКА ДЛЯ ОБКАТЫВАНИЯ | 2009 |
|
RU2421320C2 |
| СПОСОБ ВИБРООБКАТЫВАНИЯ | 2009 |
|
RU2421321C2 |
| УСТРОЙСТВО ДЛЯ СТАТИКО-ИМПУЛЬСНОГО ОБКАТЫВАНИЯ ОХВАТЫВАЮЩЕЙ ПРУЖИНОЙ | 2006 |
|
RU2324586C1 |
Изобретение относится к технологии машиностроения, в частности к способам отделочно-упрочняющей обработки цилиндрических валов. Сообщают вращательное движение заготовке и движение подачи вдоль обрабатываемой заготовки деформирующему устройству. Используют деформирующее устройство, содержащее неподвижное основание, подвижный корпус, упругий элемент, создающий силу деформирования, установленный между корпусом и основанием, и установленный в корпусе на подшипниках вал с деформирующим элементом. Деформирующий элемент выполнен в виде изготовленной из трубы винтовой пружины, имеющей витки различного наружного диаметра и установленной на валу с образованием вершинами наружных поверхностей витков пружины однополостного гиперболоида вращения. Наружные поверхности витков пружины имеют впадины и выступы. Для подачи смазочно-охлаждающей жидкости выполнены отверстия на внутренних поверхностях витков пружины, радиальные отверстия в вале и соединенное с ними глухое центральное отверстие с одного торца вала. Впадины на наружных поверхностях витков пружины соединены с отверстием трубы, из которой изготовлена винтовая пружина. Радиальные отверстия в вале совпадают с отверстиями, выполненными на внутренних поверхностях витков пружины. При этом располагают ось вала под углом относительно продольной оси заготовки и сообщают вращение валу с деформирующим элементом относительно его оси путем контактного трения с заготовкой. В результате расширяются технологические возможности. 1 з.п. ф-лы, 5 ил.
1. Способ упрочнения цилиндрических валов поверхностным пластическим деформированием, включающий сообщение вращательного движения заготовке и движения подачи вдоль обрабатываемой заготовки деформирующему устройству, отличающийся тем, что используют деформирующее устройство, содержащее неподвижное основание, подвижный корпус, упругий элемент, создающий силу деформирования, установленный между корпусом и основанием, и установленный в корпусе на подшипниках вал с деформирующим элементом в виде изготовленной из трубы винтовой пружины, имеющей витки различного наружного диаметра и установленной на валу с помощью демпфирующей втулки с образованием вершинами наружных поверхностей витков пружины однополостного гиперболоида вращения, наружные поверхности витков пружины имеют впадины и выступы, при этом для подачи смазочно-охлаждающей жидкости выполнены отверстия на внутренних поверхностях витков пружины, радиальные отверстия в вале и соединенное с ними глухое центральное отверстие с одного торца вала, впадины на наружных поверхностях витков пружины соединены с отверстием трубы, из которой изготовлена винтовая пружина, а радиальные отверстия в вале совпадают с отверстиями, выполненными на внутренних поверхностях витков пружины, при этом располагают ось вала под углом относительно продольной оси заготовки и сообщают вращение валу с деформирующим элементом относительно его оси путем контактного трения с заготовкой.
2. Способ по п.1, отличающийся тем, что производят установку натяга, необходимого для упрочнения, прогибом и деформацией выступа наружной поверхности витков пружины.
| ИНСТРУМЕНТ ДЛЯ ЧИСТОВОЙ и УПРОЧНЯЮЩЕЙ ОБРАБОТКИ ЦИЛИНДРИЧЕСКИХ ПОВЕРХНОСТЕЙ | 0 |
|
SU218681A1 |
| НАКЛЕПЫВАЮЩИЙ ИНСТРУМЕНТ С ДЕФОРМИРУЮЩЕЙ ПРУЖИНОЙ | 2005 |
|
RU2294824C1 |
| СПОСОБ ФРИКЦИОННОГО ПОВЕРХНОСТНОГО УПРОЧНЕНИЯ ВИНТОВ | 2005 |
|
RU2288832C1 |
| УСТРОЙСТВО ДЛЯ ОБКАТКИ ФАСОННЫХ ПОВЕРХНОСТЕЙ | 1973 |
|
SU430173A1 |
| JP 61103721 А, 22.05.1986. | |||

