Изобретение относится к средствам печати на движущемся материале, например на ткани, нетканых материалах, обоях, с использованием пенной технологии.
Известен способ изготовления изделий из пористых материалов, который может быть использован и для изготовления устройства для нанесения пены на движущийся материал, основанный на получении пористого материала спеканием порошка. Однако, известный способ не обеспечивает изготовление пористых структур с различной гидропроницаемостью и гидравлически изолированных участков.
Цель изобретения - обеспечение возможности получения многоцветного рисунка, а также рисунка с разной интенсивностью окраски.
Указанная цель достигается тем, что сначала из труб и листового материала монтируют каркас с экранами и пустотелыми перегородками, вставляют его в разборную оснастку, засыпают в пустотелые перегородки и между оснасткой и каркасом порошок, а затем греют оснастку до спекания порошка в пористый материал, после чего разбивают оснастку, опаивают, лакируют механически обрабатывают.отдельные участки внешней и внутренней поверхностей.
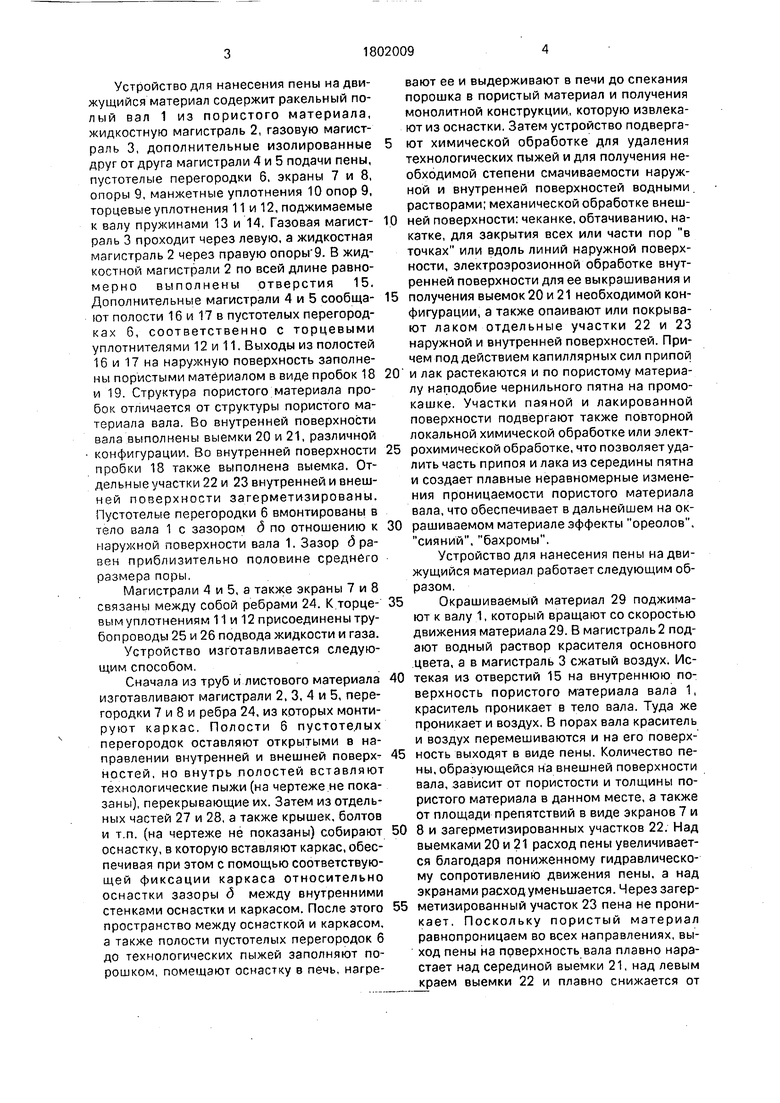
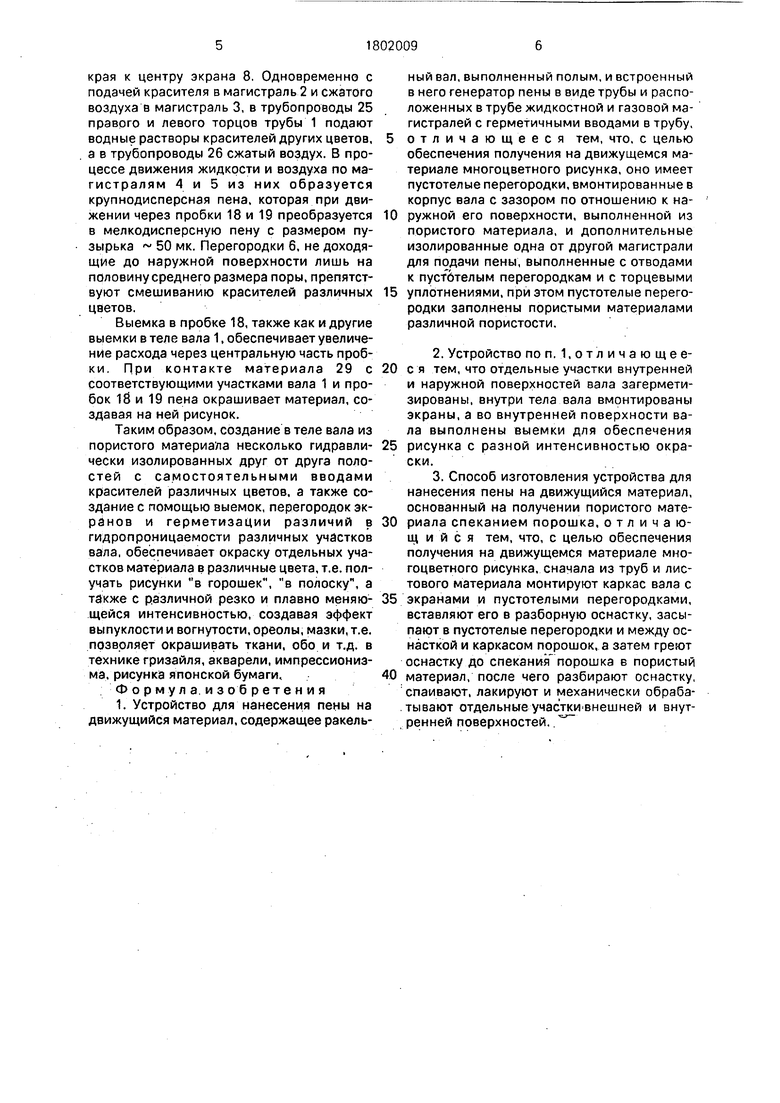
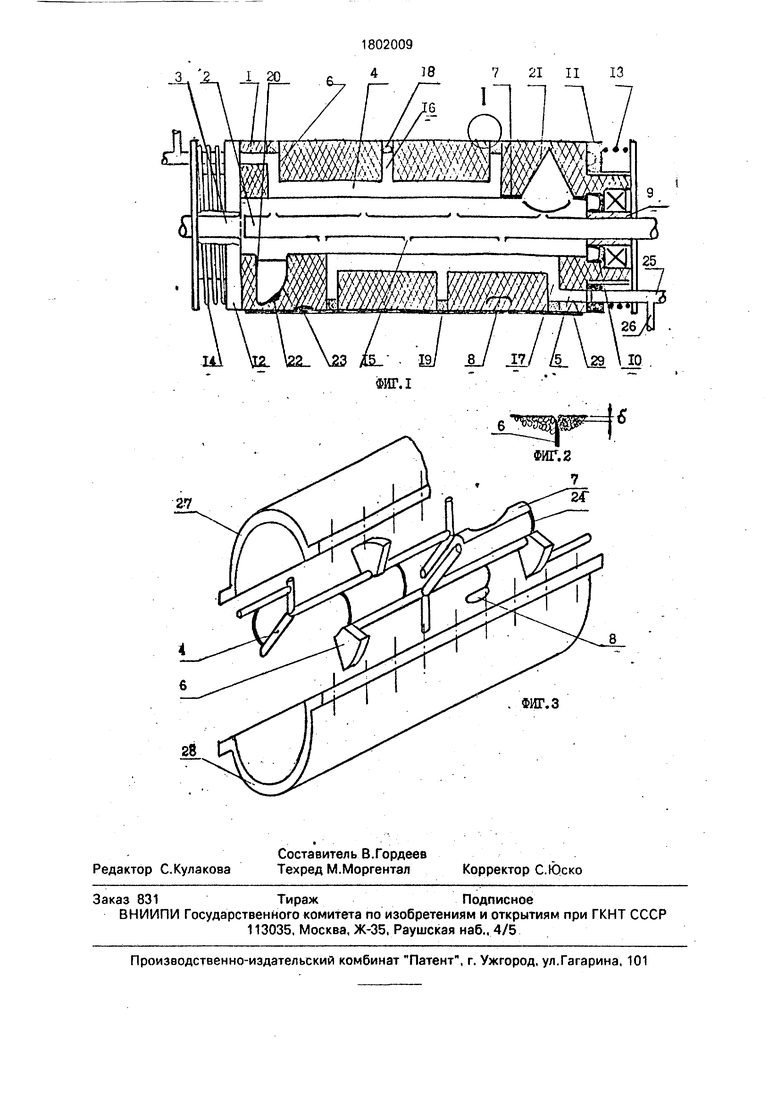
На фиг. 1 изображен общий вид устройства в разрезе; на фиг. 2 - элементы 6; на фиг. 3 - каркас и оснастка для изготовления устройства.
00
о
ho О
О
ю
Устройство для нанесения пены на движущийся материал содержит ракельный по- лый вал 1 из пористого материала, жидкостную магистраль 2, газовую магистраль 3, дополнительные изолированные друг от друга магистрали 4 и 5 подачи пены, пустотелые перегородки 6, экраны 7 и 8, опоры 9, манжетные уплотнения 10 опор 9, торцевые уплотнения 11 и 12, поджимаемые к валу пружинами 13 и 14. Газовая магист- раль 3 проходит через левую, а жидкостная магистраль 2 через правую опоры 9. В жидкостной магистрали 2 по всей длине равномерно выполнены отверстия 15. Дополнительные магистрали 4 и 5 сообща- ют полости 16 и 17 в пустотелых перегородках б, соответственно с торцевыми уплотнителями 12 и 11, Выходы из полостей 16 и 17 на наружную поверхность заполнены пористыми материалом в виде пробок 18 и 19. Структура пористого материала пробок отличается от структуры пористого материала вала. Во внутренней поверхности вала выполнены выемки 20 и 21, различной конфигурации. Во внутренней поверхности пробки 18 также выполнена выемка. Отдельные участки 22 и 23 внутренней и внешней поверхности загерметизированы. Пустотелые перегородки 6 вмонтированы в тело вала 1 с зазором д по отношению к наружной поверхности вала 1. Зазор бра- вен приблизительно половине среднего размера поры.
Магистрали 4 и 5, а также экраны 7 и 8 связаны между собой ребрами 24. К.торце- вым уплотнениям 11 и 12 присоединены трубопроводы 25 и 26 подвода жидкости и газа. Устройство изготавливается следующим способом.
Сначала из труб и листового материала изготавливают магистрали 2, 3, 4 и 5, перегородки 7 и 8 и ребра 24, из которых монтируют каркас. Полости 6 пустотелых перегородок оставляют открытыми в направлении внутренней и внешней поверх ностей, но внутрь полостей вставляют технологические пыжи (на чертеже не показаны), перекрывающие их. Затем из отдельных частей 27 и 28, а также крышек, болтов и т.п. (на чертеже не показаны) собирают оснастку, в которую вставляют каркас, обеспечивая при этом с помощью соответствующей фиксации каркаса относительно оснастки зазоры д между внутренними стенками оснастки и каркасом. После этого пространство между оснасткой и каркасом, а также полости пустотелых перегородок 6 до технологических пыжей заполняют порошком, помещают оснастку в печь, нагревают ее и выдерживают в печи до спекания порошка в пористый материал и получения монолитной конструкции, которую извлекают из оснастки. Затем устройство подвергают химической обработке для удаления технологических пыжей и для получения необходимой степени смачиваемости наружной и внутренней поверхностей водными, растворами; механической обработке внешней поверхности:чеканке, обтачиванию, накатке, для закрытия всех или части пор в точках или вдоль линий наружной поверхности, электроэрозионной обработке внутренней поверхности для ее выкрашивания и получения выемок 20 и 21 необходимой конфигурации, а также опаивают или покрывают лаком отдельные участки 22 и 23 наружной и внутренней поверхностей. Причем под действием капиллярных сил припой и лак растекаются и по пористому материалу наподобие чернильного пятна на промокашке. Участки паяной и лакированной поверхности подвергают также повторной локальной химической обработке или электрохимической обработке, что позволяет удалить часть припоя и лака из середины пятна и создает плавные неравномерные изменения проницаемости пористого материала вала, что обеспечивает в дальнейшем на окрашиваемом материале эффекты ореолов, сияний, бахромы.
Устройство для нанесения пены на движущийся материал работает следующим образом.
Окрашиваемый материал 29 поджимают к валу 1, который вращают со скоростью движения материала 29. В магистраль 2 подают водный раствор красителя основного цвета, а в магистраль 3 сжатый воздух. Истекая из отверстий 15 на внутреннюю поверхность пористого материала вала 1, краситель проникает в тело вала. Туда же проникает и воздух, В порах вала краситель и воздух перемешиваются и на его поверхность выходят в виде пены. Количество пены, образующейся на внешней поверхности вала, зависит от пористости и толщины пористого материала в данном месте, а также от площади препятствий в виде экранов 7 и 8 и загерметизированных участков 22. Над выемками 20 и 21 расход пены увеличивается благодаря пониженному гидравлическому сопротивлению движения пены, а над экранами расход уменьшается. Через загер- метизированный участок 23 пена не проникает. Поскольку пористый материал равнопроницаем во всех направлениях, выход пены на поверхность вала плавно нарастает над серединой выемки 21, над левым краем выемки 22 и плавно снижается от
края к центру экрана 8. Одновременно с подачей красителя в магистраль 2 и сжатого воздуха в магистраль 3, в трубопроводы 25 правого и левого торцов трубы 1 подают водные растворы красителей других цветов, а в трубопроводы 26 сжатый воздух. В процессе движения жидкости и воздуха по магистралям 4 и 5 из них образуется крупнодисперсная пена, которая при движении через пробки 18 и 19 преобразуется в мелкодисперсную пену с размером пузырька 50 мк. Перегородки 6, не доходящие до наружной поверхности лишь на половину среднего размера поры, препятствуют смешиванию красителей различных цветов.
Выемка в пробке 18, также как и другие выемки в теле вала 1, обеспечивает увеличение расхода через центральную часть пробки. При контакте материала 29 с соответствующими участками вала 1 и пробок 18 и 19 пена окрашивает материал, создавая на ней рисунок.
Таким образом, создание в теле вала из пористого материала несколько гидравлически изолированных друг от друга полостей с самостоятельными вводами красителей различных цветов, а также создание с помощью выемок, перегородок эк- ранов и герметизации различий в гидропроницаемости различных участков вала, обеспечивает окраску отдельных участков материала в различные цвета, т.е. получать рисунки в горошек, в полоску, а также с различной резко и плавно меняющейся интенсивностью, создавая эффект выпуклости и вогнутости, ореолы, мазки, т.е. позволяет окрашивать ткани, обо и т.д. в технике гризайля, акварели, импрессионизма, рисунка японской бумаги,
Ф о р м у л а. и з о б р е т е н и я
1. Устройство для нанесения пены на движущийся материал, содержащее ракельный вал, выполненный полым, и встроенный в него генератор пены в виде трубы и расположенных в трубе жидкостной и газовой магистралей с герметичными вводами в трубу,
отличающееся тем, что, с целью обеспечения получения на движущемся материале многоцветного рисунка, оно имеет пустотелые перегородки, вмонтированные в корпус вала с зазором по отношению к наружной его поверхности, выполненной из пористого материала, и дополнительные изолированные одна от другой магистрали для подачи пены, выполненные с отводами к пустотелым перегородкам и с торцевыми
уплотнениями, при этом пустотелые перегородки заполнены пористыми материалами различной пористости.
2. Устройство по п. 1, о т л и ч а ю щ е е- с я тем, что отдельные участки внутренней и наружной поверхностей вала загермети- зированы, внутри тела вала вмонтированы экраны, а во внутренней поверхности вала выполнены выемки для обеспечения рисунка с разной интенсивностью окраски.
3. Способ изготовления устройства для нанесения пены на движущийся материал, основанный на получении пористого материала спеканием порошка, отличающийся тем, что, с целью обеспечения получения на движущемся материале многоцветного рисунка, сначала из труб и листового материала монтируют каркас вала с
экранами и пустотелыми перегородками, вставляют его в разборную оснастку, засыпают в пустотелые перегородки и между оснасткой и каркасом порошок, а затем греют оснастку до спекания порошка в пористый
материал, после чего разбирают оснастку, спаивают, лакируют и механически обраба- .тывают отдельные участки внешней и внутренней поверхностей..
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ТЕПЛООБМЕННОЙ ТРУБЫ | 1993 |
|
RU2082517C1 |
| УСТРОЙСТВО ДЛЯ КРАШЕНИЯ И ОТДЕЛКИ ТКАНИ | 1990 |
|
RU2045589C1 |
| УСТАНОВКА ДЛЯ КОМПЛЕКСНОЙ ОЧИСТКИ ДИЗЕЛЬНОГО ТОПЛИВА | 2005 |
|
RU2285819C1 |
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ СПЕЧЕННЫХ ПОРИСТЫХ ТРУБ ИЗ СФЕРИЧЕСКИХ МЕТАЛЛИЧЕСКИХ ГРАНУЛ | 1994 |
|
RU2083329C1 |
| Способ получения антифрикционного покрытия переменной плотности | 2024 |
|
RU2826113C1 |
| МАЛОШУМНЫЙ ВЕНТИЛЯТОР | 2016 |
|
RU2622213C1 |
| МАЛОШУМНАЯ ВЕНТИЛЯЦИОННАЯ УСТАНОВКА КОЧЕТОВА | 2016 |
|
RU2623912C1 |
| ДЕКОРАТИВНО-ОБЛИЦОВОЧНЫЙ МАТЕРИАЛ И СПОСОБ ЕГО ПОЛУЧЕНИЯ | 2000 |
|
RU2174966C1 |
| Поршневой мотор | 1990 |
|
SU1788312A1 |
| АБРАЗИВНОЕ ИЗДЕЛИЕ | 2006 |
|
RU2361719C2 |
Использование: в печати на ткани, бумаге и т.п. с использованием пенной технологии. Сущность изобретения : в валу из пористого материала размещены пустотелые перегородки, экраны и выполнены выемки. Внутри вала через одну магистраль подают водный раствор красителя основного цвета, через другую магистраль сжатый воздух, а дополнительные магистрали пены других цветов. Разноцветные пены с изменяющимся в зависимости от гидравлических сопротивлений соответствующих участков пористых материалов выступают на поверхности вала и наносятся на окрашиваемый материал. При изготовлении устройства сначала монтируют каркас из труб и листового материала, затем опекают его с порошком, после чего пористый материал подвергают дополнительной обработке для придания отдельным его участкам требуемой гидропроницаемости. 2 с.п.ф-лы, 1 з.п.ф-лы, 3 ил. ел с
