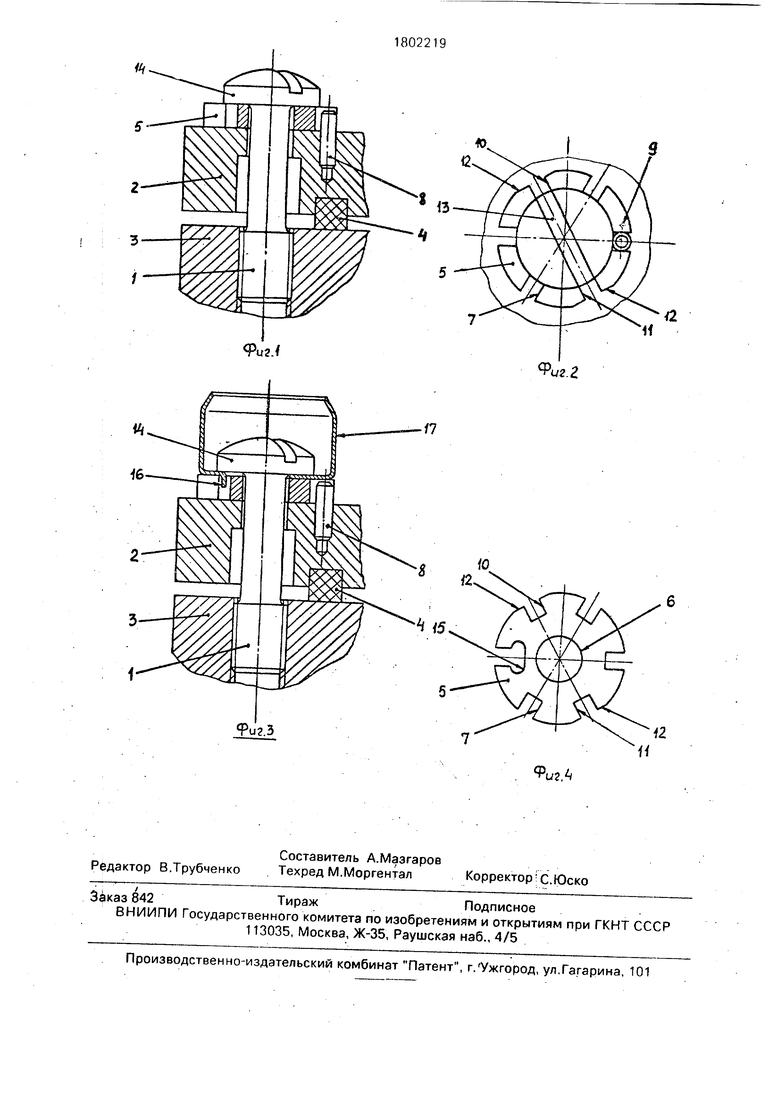
элемента 1. Диаметр головки 14 резьбового элемента 1 больше центрального отверстия 6 пластины 5. В пластине выполнено дополнительное отверстие 15 под фиксатор 16 пломбировочной чашки 17 в случае ее установки.
Уплотнение стыка скрепляемых деталей 2 и 3 производится следующим образом.
Уплотнение стыка в процессе изготовления изделия. Устанавливается резьбовый элемент 1 и пластина 5. Фиксирующий элемент 8 не установлен, Вильчатой отверткой (на рисунках не показана) совмещается шлиц 13 резьбового элемента 1 с пазами 10 и 12 и производится одновременная затяжка резьбового элемента 1 с пластиной 5 до обеспечения требуемой плотности стыка с приборным контролем, например, при помощи манометра. Производится доворачи- вание резьбового элемента 1 одновременно с пластиной 5 до совпадения ближайшей прорези пластины 5 с отверстием в детали 2 под фиксирующий элемент 8, после чего устанавливается фиксирующий элемент 8, а паз пластины 5, взаимодействующий с ним, метится меткой 9, например, кернением.
Уплотнение стыка в процессе эксплуатации изделия.
Пластина 5 переставляется по ходу завинчивания резьбового элемента 1 на один шаг пазов таким образом, чтобы фиксация пластины 5 производилась пазом следующим за пазом, помеченным меткой 9.
Резьбовой элемент 1 заворачивают обычной отверткой до тех пор, пока шлиц 13 его головки 14 не совпадает с пазами 10 и 11, помеченными лысками 12.
При последующем вскрытии и уплотне- нии стыка пластина 5 переставляется по ходу завинчивания резьбового элемента на два шага пазов относительно паза с меткой 9 и т.д.
Уплотнение стыка при установке пломбировочной чашки.
Под головку 14 резьбового элемента 1 устанавливается технологическая пластина с толщиной, равной толщине дна пломбировочной чашки 17.
Выполняются операции по п. 1 порядка уплотнения стыка. Выкручивается резьбовый элемент 1, снимается технологическая шайба и устанавливается пломбировочная чашка 17. Резьбовой элемент 1 заворачивают до тех пор, пока шлиц 13 его головки 14 не совпадает с пазами 10 и 11, помеченными лысками 12.
Изобретение позволяет обеспечить гарантированную плотность стыка частей изделия, уплотненных деформируемой прокладкой, например, из резины, компенсируя всякий раз возможное ухудшение уплотняющих свойств прокладки, возникающего вследствие ее естественного старения и появления остаточной деформации под нагрузкой. Количество пазов в пластине определяется экспериментальным путем в зависимости от свойств уплотнительной
прокладки и временными интервалами между очередными вскрытиями стыка. Применение предлагаемого устройства особенно рекомендуется в тех случаях, когда в эксплуатации нет возможности проверить плотность стыка приборным методом, например, при помощи манометра. Формула изобретения
1. Узел крепления, содержащий размещенный в отверстиях скрепляемых деталей
резьбовой элемент с соловкой, установленную на нем со стороны присоединяемой детали пластину с центральным отверстием и периферийными радиальными пазами, выполненными по окружности, а также фиксирующий элемент, расположенный в одном из пазов пластины и связанный с присоединяемой деталью, отличающийся тем, что, с целью повышения надежности крепления деталей с размещенной между ними
деформируемой прокладкой путем обеспечения гарантированной плотности стыка в процессе эксплуатации,. центральное отверстие в пластине выполнено диаметром, меньшим диаметра головкм резьбового элемента, фиксирующий элемент выполнен в виде отдельной съемной детали, пазы расположены диаметрально противоположно, при этом на два диаметрально противоположных паза и на паз, в котором размещен
фиксирующий элемент, нанесены разные метки.
2. Узел крепления по п. 1, отличающийся тем, что, с целью облегчения обслуживания, на торцовой поверхности го-- ловки резьбового элемента выполнен шлиц, ширина которого равна ширине радиальных пазов на пластине.
3. Узел крепления поп. 1, отличающийся тем, что радиальные пазы на пластине расположены равномерно.
4. Узел крепления по п. 1, отличающийся тем, что, с целью обеспечения возможности предупреждения от несанкционированного вскрытия, он снабжен плом- бировочной чашкой с фиксатором, а пластина выполнена с дополнительным отверстием, в котором размещен упомянутый фиксатор.
| название | год | авторы | номер документа |
|---|---|---|---|
| Винт для неразрешенного отвинчивания | 1989 |
|
SU1703875A1 |
| Устройство для соединения деталей с односторонним доступом | 1990 |
|
SU1756669A1 |
| КОМПЛЕКТ ЭЛЕМЕНТОВ ДЛЯ ПЛОМБИРОВАНИЯ | 1999 |
|
RU2214001C2 |
| Кодовый замок бесступенчатого кодирования | 1986 |
|
SU1509497A1 |
| Устройство для пломбирования составных частей изделий | 1988 |
|
SU1585234A2 |
| ИНСТРУМЕНТ ДЛЯ ОСТЕОСИНТЕЗА | 2002 |
|
RU2234880C1 |
| Винтовой замок | 1977 |
|
SU885645A1 |
| Отвертка | 1982 |
|
SU1115891A1 |
| Винтоверт | 1982 |
|
SU1030154A1 |
| ПЛОМБИРОВОЧНОЕ УСТРОЙСТВО | 2004 |
|
RU2264660C2 |