стия резцов из связующего материала предусматривает изготовление пластин из свя- зывающего материала и сверление отверстий в них, при этом перед нагревом пластины укладывают в пространство рабочей части корпуса, ограниченной резцами, а частицы из износостойкого материала размещают в отверстиях пластин. Обечайки выполняют по контурам промывочных каналов и пазов корпуса по периметру его торца. После нагрева и частицы б упорядочение размещаются в связывающем материале 5 позволяет повысить эффективность разбу- ривания и рационально использовать сверхтвердые материалы, 2 с.п, ф-лы, 8 ил,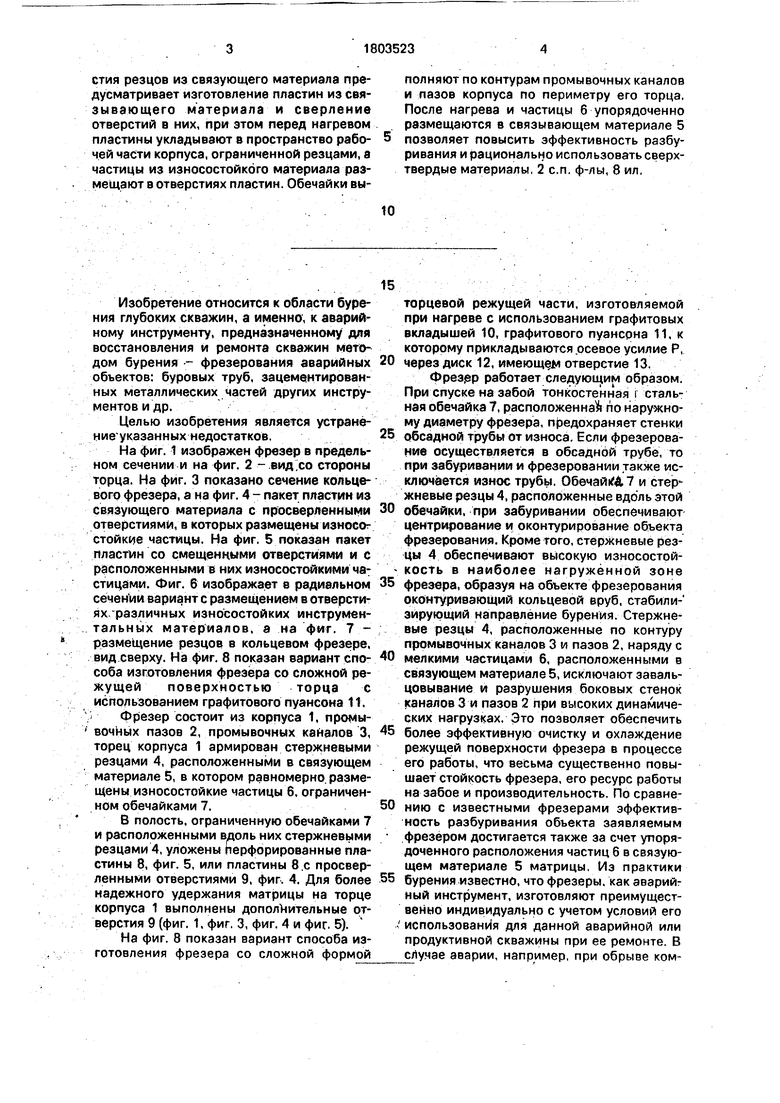
| название | год | авторы | номер документа |
|---|---|---|---|
| Алмазный буровой инструмент и способ его изготовления | 1987 |
|
SU1640339A1 |
| Фрезер для вырезания окна в обсадной колонне при бурении бокового ствола | 2023 |
|
RU2808788C1 |
| ОТКЛОНЯЮЩЕЕ УСТРОЙСТВО ДЛЯ ВЫРЕЗКИ ОКНА В ОБСАДНОЙ КОЛОННЕ СКВАЖИНЫ | 2011 |
|
RU2481452C2 |
| Фрезер | 2022 |
|
RU2793506C1 |
| ФРЕЗЕРНЫЙ ИНСТРУМЕНТ | 2006 |
|
RU2310735C1 |
| ОТКЛОНЯЮЩЕЕ УСТРОЙСТВО ДЛЯ ВЫРЕЗКИ ОКНА В ОБСАДНОЙ КОЛОННЕ СКВАЖИНЫ | 2016 |
|
RU2641150C1 |
| ФРЕЗЕРНАЯ НАСАДКА ДЛЯ РЕЗЦА СО ВСТАВКАМИ ИЗ ПОЛИКРИСТАЛЛИЧЕСКОГО АЛМАЗНОГО КОМПОЗИТА | 2010 |
|
RU2528349C2 |
| УСТРОЙСТВО ОТКЛОНИТЕЛЯ ДЛЯ НЕПОДВИЖНОЙ БУРОВОЙ ИЛИ ФРЕЗЕРНОЙ РЕЖУЩЕЙ КОРОНКИ | 2010 |
|
RU2527048C2 |
| ФРЕЗЕРНЫЙ ИНСТРУМЕНТ ДЛЯ ВЫРЕЗКИ ОКНА В ОБСАДНОЙ КОЛОННЕ СКВАЖИНЫ | 2009 |
|
RU2399747C1 |
| СПОСОБ ОРИЕНТИРОВАННОГО ВЫРЕЗА ОКОН В ОБСАДНОЙ КОЛОННЕ | 2002 |
|
RU2209917C1 |
Изобретение относится к области бурения глубоких скважин, а именно - к фрезерованию буровых труб, и других инструментов для восстановления и ремонта скважин. Цель - повышение эффективности бурения з.а счет упорядоченного размещения износостойкого материала в объеме связывающего материала. Для этого фрезер буровой, включающий корпус 1 с. промывочными каналами 3 и пазами 2, стержневые резцы 4, закрепленные по периметру торца корпуса, и промывочных каналов и пазов в связывающем материале 5, в объеме которого равномерно размещены износостойкие частицы 6, ограниченные обечайками 7, соприкасающимися со стержневыми резцами и имеющими торцы, выступающие за уровень торцев.резцов. Обечайки предохраняют стенки обсадной колонны от износа при спуске, забуривании и фрезеровании, обеспечивая оконтуривание объекта фрезерования. Способ изготовления фрезера, включающий сверление каналов и пазов в корпусе, сверление отверстий по окружности рабочей части торца корпуса, у контуров пазов и каналов корпуса, установку в отверN Ё
Изобретение относится к области бурения глубоких скважин, а именно, к аварийному инструменту, предназначенному для восстановления и ремонта скважин метоом бурения - фрезерования аварийных объектов: буровых труб, зацементированных металлических частей других инструментов и др.
Целью изобретения является устранение-указанных недостатков.
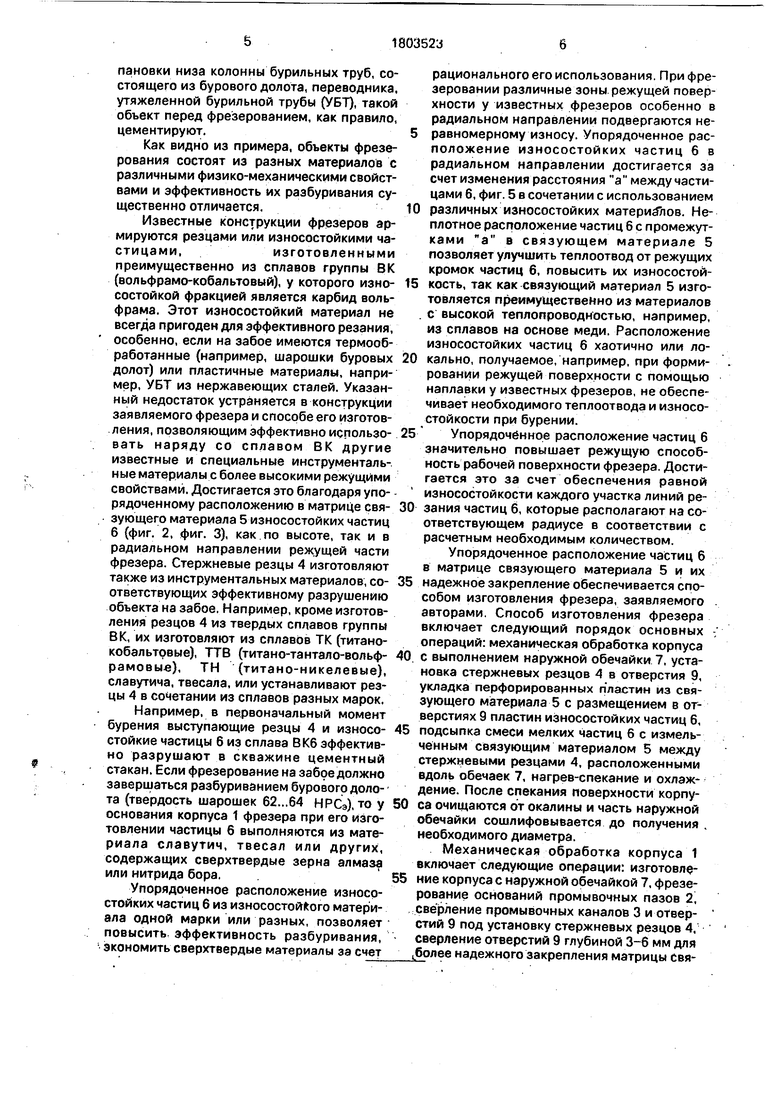
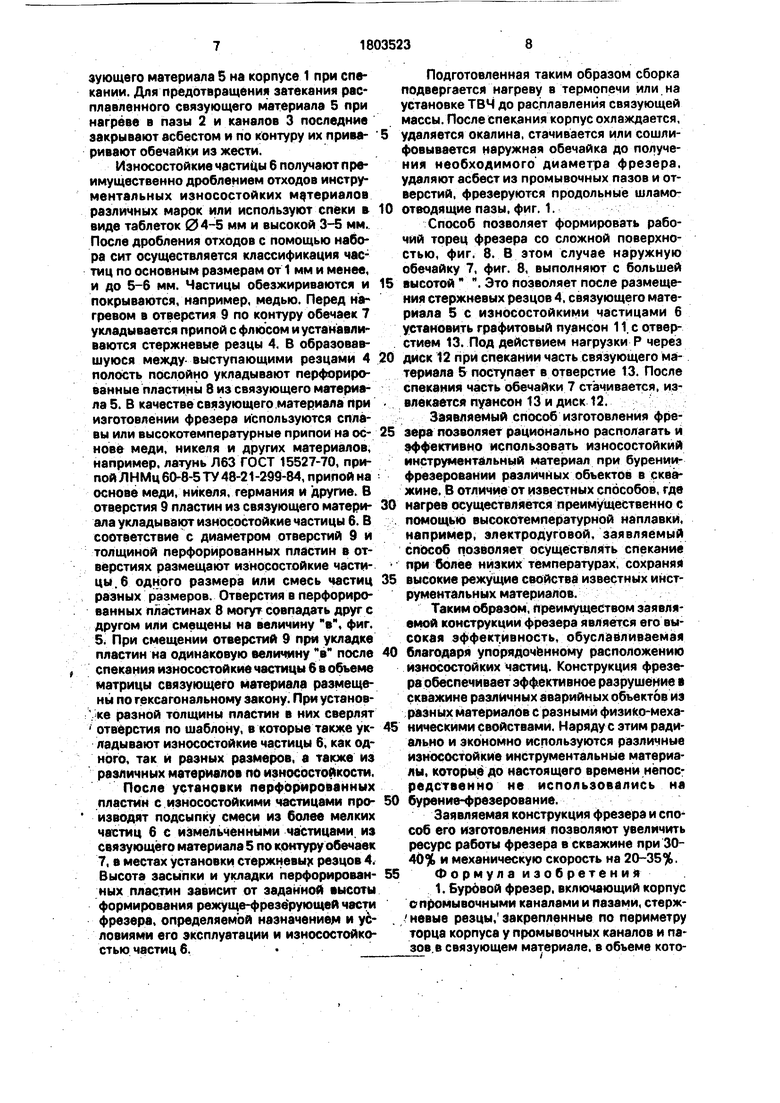
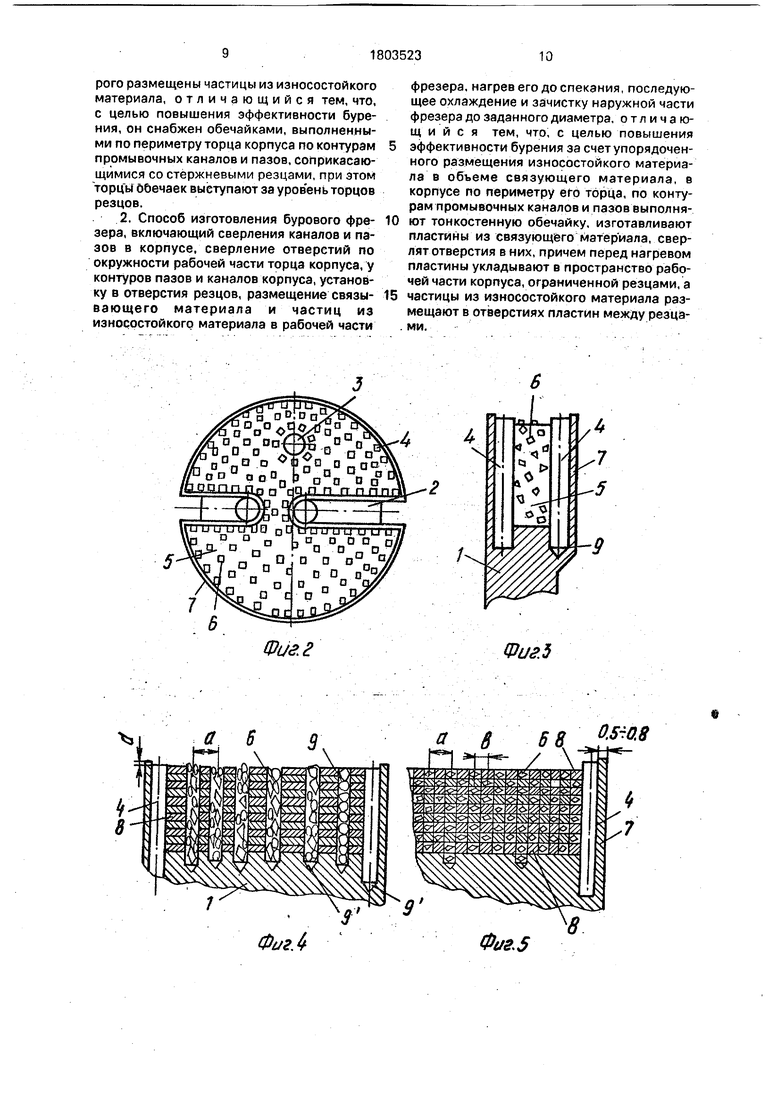
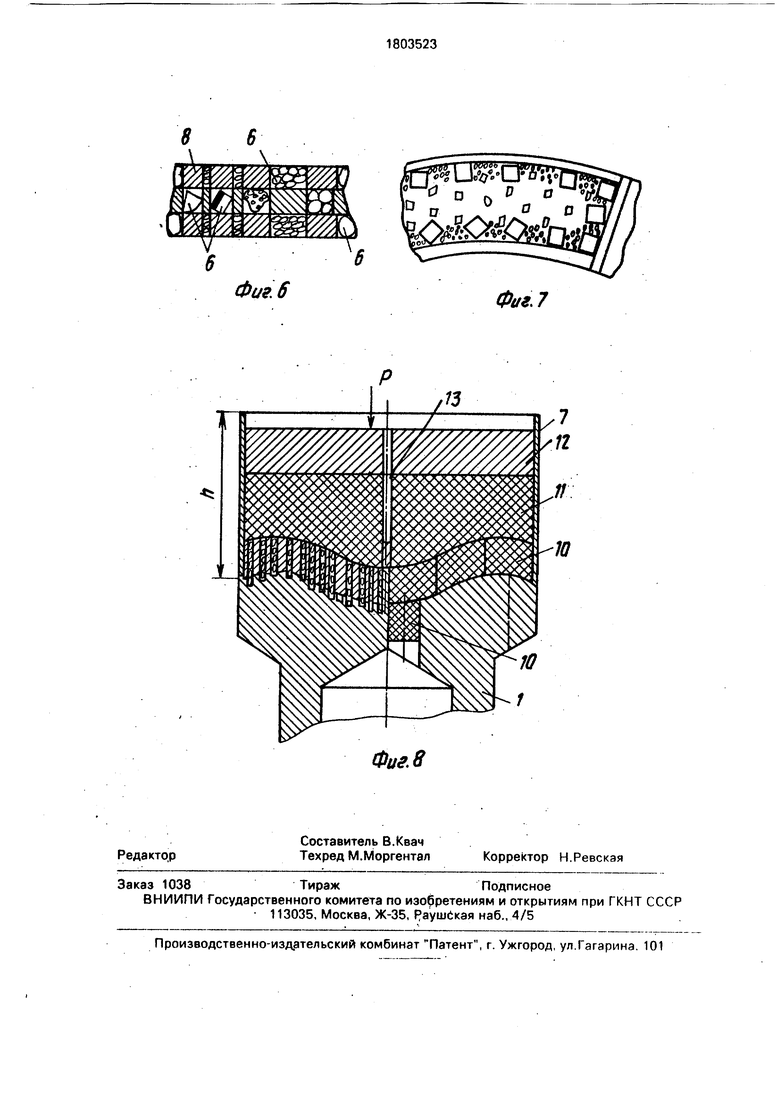
На фиг. 1 изображен фрезер в предельном сечении и на фиг. 2 - вид;со стороны торца. На фиг. 3 показано сечение кольцевого фрезера, а на фиг. 4 - пакет пластин из связующего материала с просверленными отверстиями, в которых размещены износостойкие частицы. На фиг. 5 показан пакет пластин со смещенными отверстиями и с расположенными в них износостойкими частицами. Фиг. 6 изображает в радиальном сечении вариант с размещением в отверстиях, различных износостойких инструментальных материалов, а на фиг. 7 - размещение резцов в кольцевом фрезере, вид сверху. На фиг. 8 показан вариант способа изготовления фрезера со сложной режущей поверхностью торца с использованием графитового пуансона 11,
фрезер состоит из корпуса 1, промы- вочных пазов 2, промывочных каналов 3, торец корпуса 1 армирован стержневыми резцами 4, расположенными в связующем материале 5, в котором равномерно, размещены износостойкие частицы 6, ограниченном обечайками 7.
В полость, ограниченную обечайками 7 и расположенными вдоль них стержневыми резцами 4, уложены перфорированные пластины 8, фиг. 5, или пластины 8.с просверленными отверстиями 9, фиг. 4. Для более надежного удержания матрицы на торце корпуса 1 выполнены дополнительные отверстия 9 (фиг. 1, фиг. 3, фиг. 4 и фиг. 5).
На фиг. 8 показан вариант способа изготовления фрезера со сложной формой
;;-- .. :. : ..: .- ;
торцевой режущей части, изготовляемой при нагреве с использованием графитовых вкладышей 10, графитового пуансона 11, к которому прикладываются осевое усилие Р,
через диск 12, имеющем отверстие 13.
Фрез,ер работает следующим образом. При спуске на забой тонкостенная г стальная обечайка 7, расположенная по наружному диаметру фрезера, предохраняет стенки
обсадной трубы от износа. Если фрезерование осуществляется в обсадной трубе, то при забуривании и фрезеровании также исключается износ трубы. Обечайки и стержневые резцы 4, расположенные вдоль этой
обечайки, при забуривании обеспечивают центрирование и оконтурирование объекта фрезерования. Кроме того, стержневые резцы 4 обеспечивают высокую износостойкость в наиболее нагружённой зоне
фрезера, образуя на объекте фрезерования оконтуривающий кольцевой вруб, стабили- эйрующий направление бурения. Стержневые резцы 4, расположенные по контуру промывочных каналов 3 и пазов 2, наряду с
мелкими частицами 6, расположенными в связующем материале 5, исключают зава л ь- цовывание и разрушения боковых стенок каналов 3 и пазов 2 при высоких динамических нагрузках. Это позволяет обеспечить
более эффективную очистку и охлаждение режущей поверхности фрезера в процессе его работы, что весьма существенно повышает стойкость фрезера, его ресурс работы на забое и производительность. По сравнению с известными фрезерами эффективность разбуривания объекта заявляемым
фрезером достигается также за счет упорядоченного расположения частиц б в связующем материале 5 матрицы, Из практики
бурения известно, что фрезеры, как аварий ный инструмент, изготовляют преимущественно индивидуально с учетом условий его
использования для данной аварийной или продуктивной скважины при ее ремонте. В случае аварии, например, при обрыве компановки низа колонны бурильных труб, состоящего из бурового долота, переводника, утяжеленной бурильной трубы (УБТ), такой объект перед фрезерованием, как правило, цементируют.
Как видно из примера, объекты фрезерования состоят из разных материалов с различными физико-механическими свойствами и эффективность их разбуривания существенно отличается.
Известные конструкции фрезеров армируются резцами или износостойкими частицами,изготовленными преимущественно из сплавов группы ВК (вольфрамо-кобальтовый), у которого износостойкой фракцией является карбид вольфрама. Этот износостойкий материал не всегда пригоден для эффективного резания, особенно, если на забое имеются термооб- работанные (например, шарошки буровых долот) или пластичные материалы, например, УБТ из нержавеющих сталей. Указанный недостаток устраняется в конструкции заявляемого фрезера и способе его изготовления, позволяющим эффективно использовать наряду со сплавом ВК другие известные и специальные инструментальные материалы с более высокими режущими свойствами. Достигается это благодаря упорядоченному расположению в матрице связующего материала 5 износостойких частиц 6 (фиг. 2, фиг. 3), как по высоте, так и в радиальном направлении режущей части фрезера. Стержневые резцы 4 изготовляют также из инструментальных материалов, соответствующих эффективному разрушению объекта на забое. Например, кроме изготовления резцов 4 из твердых сплавов группы ВК, их изготовляют из сплавов ТК (титано- кобальтрвые), ТТВ (титано-тантало-вольф- рамовы«), ТН (титано-никелевые), славутича, твесала, или устанавливают резцы 4 в сочетании из сплавов разных марок.
Например, в первоначальный момент бурения выступающие резцы 4 и износостойкие частицы б из сплава В Кб эффективно разрушают в скважине цементный стакан. Если фрезерование на забое должно завершаться разбуриванием бурового доло- та (твердость шарошек 62...64 НРСЭ). то у основания корпуса 1 фрезера при его изготовлении частицы 6 выполняются из материала славутич, твесал или других, содержащих сверхтвердые зерна алмаза или нитрида бора.
Упорядоченное расположение износостойких частиц 6 из износостойкого материала одной марки или разных, позволяет повысить эффективность разбуривания, экономить сверхтвердые материалы за счет
рационального его использования. При фрезеровании различные зоны режущей поверхности у известных фрезеров особенно в радиальном направлении подвергаются не- 5 равномерному износу. Упорядоченное расположение износостойких частиц 6 в радиальном направлении достигается за счет изменения расстояния а между частицами б, фиг. 5 в сочетании с использованием
0 различных износостойких материалов. Неплотное расположение частиц 6 с промежутками а в связующем материале 5 позволяет улучшить теплоотвод от режущих кромок частиц б, повысить их износостой5 кость, так как связующий материал 5 изготовляется преимущественно из материалов с высокой теплопроводностью, например, из сплавов на основе меди. Расположение износостойких частиц 6 хаотично или ло0 кально, получаемое, например, при формировании режущей поверхности с помощью наплавки у известных фрезеров, не обеспечивает необходимого теплоотвода и износостойкости при бурении.
5 Упорядоченное расположение частиц 6 значительно повышает режущую способность рабочей поверхности фрезера. Достигается это за счет обеспечения равной 1 износостойкости каждого участка линий ре0 зания частиц 6, которые располагают на соответствующем радиусе в соответствии с расчетным необходимым количеством.
Упорядоченное расположение частиц 6 в матрице связующего материала 5 и их
5 надежное закрепление обеспечивается способом изготовления фрезера, заявляемого авторами. Способ изготовления фрезера включает следующий порядок основных операций: механическая обработка корпуса
0. с выполнением наружной обечайки 7, установка стержневых резцов 4 в отверстия 9, укладка перфорированных пластин из связующего материала 5 с размещением в отверстиях 9 пластин износостойких частиц 6,
5 подсыпка смеси мелких частиц 6 с измельчённым связующим материалом 5 между стержневыми резцами 4, расположенными вдоль обечаек 7, нагрев-спекание и охлаждение. После спекания поверхности корпу0 са очищаются от окалины и часть наружной обечайки сошлифовывается до получения . необходимого диаметра.
Механическая обработка корпуса 1 включает следующие операции: изготовле5 ние корпуса с наружной обечайкой 7, фрезерование оснований промывочных пазов 2, :сверление промывочных каналов 3 и отверстий 9 под установку стержневых резцов 4, сверление отверстий 9 глубиной 3-6 мм для сболее надежного закрепления матрицы связующего материала 5 на корпусе 1 при спекании. Для предотвращения затекания расплавленного связующего материала 5 при нагреве в пазы 2 и каналов 3 последние закрывают асбестом и по контуру их приваривают обечайки из жести.
Износостойкие частицы 6 получают преимущественно дроблением отходов инструментальных износостойких материалов различных марок или используют спеки в виде таблеток 0 4-5 мм и высокой 3-5 мм. После дробления отходов с помощью набора сит осуществляется классификация частиц по основным размерам от 1 мм и менее, и до 5-6 мм. Частицы обезжириваются и покрываются, например, медью. Перед нагревом в отверстия 9 по контуру обечаек 7 укладывается припой с флюсом и устанавливаются стержневые резцы 4. В образовавшуюся между выступающими резцами 4 полость послойно укладывают перфорированные пластины 8 из связующего материала 5. В качестве связующего материала при изготовлении фрезера используются сплавы или высокотемпературные припои на основе меди, никеля и других материалов, например, латунь ЛбЗ ГОСТ 15527-70, припой Л НМц 60-8-5 ТУ 48-21-299-84, припой на основе меди, никеля, германия и другие. В отверстия 9 пластин из связующего материала укладывают износостойкие частицы 6. В соответствие с диаметром отверстий 9 и толщиной перфорированных пластин в отверстиях размещают износостойкие частицы. 6 одного размера или смесь частиц разных размеров. Отверстия в перфорированных пластинах 8 могут совпадать друг с другом или смещены на величину в, фиг. 5. При смещении отверстий 9 при укладке пластин на одинаковую величину в после
спекания износостойкие частицы 6 в объеме матрицы связующего материала размещены по гексагональному закону. При установке разной толщины пластин в них сверлят 1 отверстия по шаблону, в которые также укладывают износостойкие частицы 6, как одного, так и разных размеров, а также из различных материалов по износостойкости. После установки перфорированных пластин с износостойкими частицами про- изводят подсыпку смеси из более мелких частиц 6 с измельченными частицами из связующего материала 5 по контуру обечаек 7, в местах установки стержневых резцов 4. Высота засыпки и укладки перфорированных пластин зависит от заданной высоты формирования режуще-фрезерующей части фрезера, определяемой назначением и условиями его эксплуатации и износостойкостьючастиц 6,
Подготовленная таким образом сборка подвергается нагреву в термопечи или на установке ТВЧ до расплавления связующей массы. После спекания корпус охлаждается,
удаляется окалина, стачивается или сошли- фовывается наружная обечайка до получения необходимого диаметра фрезера, удаляют асбест из промывочных пазов и отверстий, фрезеруются продольные шламо0 отводящие пазы, фиг. 1.
Способ позволяет формировать рабочий торец фрезера со сложной поверхностью, фиг. 8. В этом случае наружную обечайку 7, фиг. 8, выполняют с большей
5 высотой . Это позволяет после размещения стержневых резцов 4, связующего материала 5 с износостойкими частицами 6 установить графитовый пуансон 11, с отверстием 13. Под действием нагрузки Р через
0 диск 12 при спекании часть связующего материала 5 поступает в отверстие 1.3. После спекания часть обечайки 7 стачивается, извлекается пуансон 13 и диск 12.
Заявляемый способ изготовления фре5 зера позволяет рационально располагать и эффективно использовать износостойкий инструментальный материал при бурениифрезеровании различных объектов в скважине. В отличие от известных способов, где
0 нагрев осуществляется преимущественно с
. помощью высокотемпературной наплавки,
например, электродуговой, заявляемый
способ позволяет осуществлять спекание
при более низких температурах, сохраняя
5 высокие режущие свойства известных инструментальных материалов.
Таким образом, преимуществом заявляемой конструкции фрезера является его высокая эффективность, обуславливаемая
0 благодаря упорядоченному расположению износостойких частиц. Конструкция фрезера обеспечивает эффективное разрушение в скважине различных аварийных объектов из разных материалов с разными физико-меха5 ническими свойствами. Наряду с этим ради ально и экономно используются различные износостойкие инструментальные материалы, которые до настоящего времени непосредственно не использовались на
0 бурение-фрезерование.
Заявляемая конструкция фрезера и способ его изготовления позволяют увеличить ресурс работы фрезера в скважине при 30- 40% и механическую скорость на 20-35%.
5 Формула изобретения
Фи г. г
0
5
фрезера, нагрев его до спекания, последующее охлаждение и зачистку наружной части фрезера до заданного диаметра, отличающийся тем, что, с целью повышения эффективности бурения за счет упорядоченного размещения износостойкого материала в объеме связующего материала, в корпусе по периметру его торца, по контурам промывочных каналов и пазов выполняют тонкостенную обечайку, изготавливают пластины из связующего материала, сверлят отверстия в них, причем перед нагревом пластины укладывают в пространство рабр- чей части корпуса, ограниченной резцами, а частицы из износостойкого материала размещают в отверстиях пластин между резцами.
ФигЗ
Фи. 6
Фиг. 7
Фиг. 8
| К.В.Иогансен | |||
| Справочник буровика | |||
| М., Недра, 1981, с | |||
| Способ закалки пил | 1915 |
|
SU140A1 |
| И.П.Пустовойтенко | |||
| Предупреждение и ликвидация аварий в бурении | |||
| М., Недра, 1988, с | |||
| Питательное приспособление к трепальным машинам для лубовых растений | 1922 |
|
SU201A1 |
