Данная заявка заявляет преимущество заявки на патент США №12/787349, поданной 25 мая 2010 г., которая заявляет приоритет предварительной заявки на патент США №61/182382, поданной 29 мая 2009 г, описания из которых ссылкой включаются в данный документ.
Область изобретения
Данное изобретение в целом касается буровых коронок для грунта, и более конкретно - буровых коронок со вставками из поликристаллического алмазного композита (PDC). Данное изобретение также касается буровых коронок, которые поддерживают возможность фрезерования и бурения породы.
Предпосылки изобретения
Алмазные слои буровых PDC-резцов являются чрезвычайно стойкими к износу и истиранию, но могут легко страдать от выкрашивания, когда подвергаются воздействию или крайним нагрузкам во время транспортировки, погрузки-выгрузки и эксплуатации в стволе скважины. Резцы также чувствительны к графитизации алмазов на режущем наконечнике из-за химической реакции с железистыми материалами при высоких температурах трения, появляющихся во время резки при встрече с железистыми материалами, как при высверливании окон в обсадных трубах или высверливании оборудования, связанного с обсадными трубами. Другие материалы, такие как карбид вольфрама или кубический нитрид бора (CBN) являются лучшими для резки железистых материалов, но не так эффективны при резке горной породы, которая встречается, например, после того, как обсадная труба или оборудование, связанное с обсадной трубой, были просверлены. В целях данного описания "компонент, связанный с обсадными трубами" подразумевает вхождение, но не ограничивается, следующего: оборудования ступенчатого цементирования, башмаков с обратным клапаном, башмаков гусеницы, обратных клапанов, поплавковых клапанов, грязесъемников, стрел активации, шаров активации, надувных пакеров, механических пакеров, расширяющихся пакеров, переходников для циркуляции, башмаков обсадных труб, коронок обсадных труб, башмаков-расширителей, напрямительных расширителей, опор качения, втулочных коронок, башмаков с приводом от двигателя, расширителей с приводом от двигателя, коронок с приводом от двигателя, сменных или разовых моторов и сменных или разовых турбин. Другими словами, «компонент, связанный с обсадными трубами» определяется как любая размещенная или установленная преграда в скважине обсадной трубы, или установленная внутри, на или вне края обсадной трубы, которая может встретиться полностью или частично буровой коронкой.
Исторически железистые материалы, ассоциируемые с компонентами, связанными с обсадными трубами, высверливались при помощи специального бурового или фрезерного устройства до того как в скважину опускалась предпочтительная коронка для применения к породе. Потенциальное уменьшение затрат во времени перемещения от наличия коронки, которая могла бы эффективно просверливать обсадные трубы или оборудование, связанное с обсадными трубами, стимулировало развитие нового сочетания коронок, которые часто называют фрезерными сверлами. Коронки в этой области техники, как правило, предназначены для сверления от 1 до 35 линейных футов обсадных труб или компонентов, связанных с обсадными трубами. В случае фрезерования окон в обсадных трубах, инструменты должны, просверливая несколько линейных футов, удалять несколько поперечных дюймов толщины стенки обсадной трубы. При фрезеровке выхода обсадной трубы расстояние, которое нужно просверлить через стенку обсадной трубы, зависит от конфигурации и угла наклона скважинного отклонителя, используемого для проталкивания коронки в стенку обсадной трубы. В обоих случаях, до того как придется бурить сотни или даже несколько тысяч футов породы, происходит относительно непродолжительное сверление обсадной трубы или оборудования, связанного с обсадной трубой.
Попытки прототипов изобретения предоставить решения для защиты резца и/или фрезерования обсадной трубы и компонентов, связанных с обсадной трубой, и последующего бурения породы излагаются ниже. Все ссылки, обсуждаемые в этом документе, включаются в него ссылкой.
Патент США №4397361, выданный Лэнгфорду, описывает истираемую защиту резца, предоставляемую отдельными выступами, выходящими из головной части коронки больше, чем выступающие части режущих PDC-элементов. Эти выступы изготовляются из металла, который истирается грунтовыми породами сильнее, чем какие-либо из режущих элементов.
Патенты США №4995887 и №5025874, выданные Барру и др., описывает PDC-резцы, которые имеют дополнительный слой карбида вольфрама, скрепленный с лицевой поверхностью алмазного слоя. Это скрепление достигается при высокой температуре при помощи пресса высокого давления. Описываются «режущие элементы, в которых дополнительный передний слой из менее твердого материала, обычно опять из карбида вольфрама, прикреплен к лицевой поверхности алмазного слоя и простирается поперек, по меньшей мере, большей его части. Поскольку менее твердый материал дополнительного слоя может иметь лучшую прочность в напряженном состоянии, чем алмазный слой, это может дать возможность режущему элементу лучше противостоять напряжению растяжения…» Недостатки этого подхода обсуждаются ниже.
Патент США №5979571, выданный Скотту и др., описывает «Составной фрезерный инструмент и буровую коронку». В подходе Скотта вставки из карбида вольфрама устанавливаются во внешнем ряду на лезвии, которое выходит из основного корпуса буровой коронки. Установленные снаружи вставки из карбида вольфрама, присоединенные к выступающей наружу части лезвия, предназначены защищать нижележащий ряд PDC-вставок, соединенных с тем же лезвием. Альтернативно, более выступающее наружу лезвие, несущее вставки из карбида вольфрама, действует для защиты менее выступающего наружу лезвия, несущего PDC-вставки. В любом случае основной материал лезвия составного лезвия или отдельных лезвий будет создавать несущую поверхность после того, как резцы из карбида вольфрама износятся. В другом варианте осуществления слой карбида вольфрама впрессовывается на прессе высокого давления/высокой температуры в лицевую поверхность PDC-резцов. Недостатки этого подхода обсуждаются в этом документе ниже. В другом варианте осуществления PDC-резцы внедряются в центр кольца из защитного вставного материала из карбида вольфрама. В случае, когда резцы внедряются в кольцо из карбида вольфрама, лицевая поверхность PDC-части резцов полностью открыта и не защищена от металлических осколков, встречающихся во время высверливания. Кроме того, когда составной элемент вступает в породу и кольцо из карбида вольфрама начинает изнашиваться, несущие поверхности из карбида вольфрама сосуществуют с и располагаются рядом с алмазным PDC-слоем в течение срока эксплуатации коронки. Кроме того, окружающие кольца из карбида вольфрама или уменьшают общее число резцов, которые могут быть размещены на лезвии или всей лицевой поверхности коронки, или они уменьшают диаметр алмазных PDC-слоев, доступных для резки породы. Любой из этих вариантов представляет собой компромиссное отклонение от стандартных конструкций PDC-коронки.
Патент США №5887668, выданный Хогену и др., описывает фрезерные коронки с изнашивающейся головной частью под коронкой, режущую конструкцию, предназначенную для фрезерования окна, и, в некоторых вариантах осуществления, - режущую конструкцию, предназначенную для бурения вперед в породе. Коронки, описанные Хогеном, созданы специально для этих операций.
Патент США №6612383, выданный Десаи и др., описывает лопастную коронку двойного действия, использующую PDC-резцы, снабженные на лицевой поверхности прикрепленным слоем карбида вольфрама. Эти резцы описываются как такие, что производятся на прессе высокой температуры/высокого давления. Недостатки этого подхода обсуждаются в этом документе ниже.
Патент США №7178609, выданный Харту и др., описывает фрезер для выполнения окон и буровую коронку, которые используют отдельные лезвия или наборы резцов первичной режущей конструкции для фрезерования, и вторичные лезвия или наборы резцов для бурения породы. Кроме того, Харт описывает способ крепления, при помощи которого Фрезер присоединяется к бобышке отклонителя посредством срезного винта, который прямо прикрепляется к нарезному гнезду, размещенному на специально созданной разгружающей области на рабочей лицевой поверхности фрезера.
Заявка на патент США №2006/0070771, выданная Мак Клейну и др., описывает буровые коронки для бурения грунта с возможностью высверливания компонентов обсадных труб и способы использования. Режущие элементы, предназначенные для прохода через оборудование скважины, размещаются отдельными, более открытыми наборами, чем резцы, предназначенные для бурения породы.
Заявка на патент США №2007/0079995, выданная Мак Клейну и др., описывает режущие элементы, сконфигурированные для высверливания компонентов обсадных труб, и буровые коронки для бурения грунта, включающие их. Фигуры 7А и 7В заявки '995 показывают связанный резец, где ведущий сверхабразивный элемент присоединен к вспомогательному абразивному элементу, который выступает за вершину округлого ведущего сверхабразивного элемента.
Заявка на патент США №2008/0308276, выданная Скотту, обращает внимание, что «одним недостатком, связанным с предоставлением двух наборов режущих элементов на буровой коронке является невозможность обеспечения оптимального расположения режущего элемента для бурения породы после прохождения обсадных труб или компонентов обсадных труб и окружающего цемента. Этот вопрос проявляется не только в проблемах с достижением оптимального режущего действия, но также, из-за присутствия требуемых двух наборов режущих элементов, в проблемах с применением гидравлической системы коронки, эффективной для вычищения обломков породы с использованием буровой жидкости, когда требуется какая-либо значительная скорость проходки (ROP). Решение Скотта для этого недостатка состоит в снабжении буровой коронки резцами, снабженными (при помощи облицовки, напыления или пресса высокой температуры или высокого давления) неактивным сверхабразивным материалом, таким как кубический нитрид бора, который покрывает или снабжается традиционным алмазным режущим материалом, таким как PDC. Другими словами, решение требует особых, нетрадиционных PDC-резцов. Это решение не может быть модифицировано для стандартной PDC-коронки, а скорее должно замещать стандартные PDC-резцы.
Подводя краткий итог, можно сказать, что решения, предлагаемые на имеющемся уровне техники в данной области, относятся к двум категориям: 1) Создание дополнительной обособленной конструкции (включая отдельные гнезда, установки, лезвия и или предварительно закрепленные элементы) незащищенных металлических (обычно из карбида вольфрама) элементов для защиты основных PDC-резцов в осевом направлении и/или выполнения начальной задачи фрезерования. В этих случаях сверхабразивные элементы могут быть удалены с коронки, а обособленная режущая конструкция останется. 2) Создание специальных PDC-резцов, снабженных на лицевой поверхности прикрепленным (обычно при помощи пресса высокой температуры или высокого давления) карбидом вольфрама или другим неалмазным материалом, который может выполнить задачу фрезерования до того, как традиционный алмазный, обычно PDC, материал вступит в действие для резки породы.
Эти решения следует оценивать в свете совокупности знаний, имеющихся в области техники буровых PDC-коронок. Некоторые важнейшие положения следующие:
- Было показано, что даже незначительное закругление краев PDC-резца может значительным и неблагоприятным образом уменьшить скорость проникновения во многие породы.
- Было показано, что PDC превосходит карбид вольфрама, кубический нитрид бора (CBN) и другие сверхабразивные материалы для бурения породы.
- Было показано, что неэффективная очистка и охлаждение коронки негативно влияет на скорость проникновения и срок эксплуатации коронки.
- Было показано, что режущие элементы, не предназначенные для работы с породой, которые входят в контакт с пластом породы, выделяют тепло и ограничивают скорость проникновения, создавая несущие поверхности лицевой поверхности коронки, не обладающие режущей силой.
- Было показано, что сбалансированные буровые PDC-коронки работают дольше и лучше, чем несбалансированные буровые PDC-коронки.
- Было показано, что любой тип теплоизоляции режущего наконечника может увеличить скорость износа и термальные повреждения PDC-алмазов. Приводится ссылка на SPE 16699 Синьор и Уоррен «Модель износа режущего долота» и SPE 11947 Гловка и Стоун «Тепловая реакция резцов со вставками из поликристаллического алмазного композита на искусственные условия скважины», описания которых включаются ссылкой во всей полноте. Следовательно, слой карбида вольфрама или любого другого материала с более низкой теплопроводностью, чем у алмаза, который впрессовывается в лицевую поверхность алмазного PDC-слоя, будет действовать как теплоизоляция на протяжении срока службы внешнего слоя, который, по всей вероятности, будет соответствовать полезному сроку службы алмазного слоя.
- Было показано, что процесс связывания алмазов и карбида вольфрама прессом высокой температуры или высокого давления оставляет на стыке остаточное напряжение.
- Было показано, что растрескивание, вызываемое ударной нагрузкой или остаточным напряжением в связанном карбиде вольфрама, может распространяться в алмазный слой, приводя к микроскопическому раскрашиванию и повреждению алмазного наконечника.
- Известно, что углы упора в диапазоне от 10° до 25° являются лучшими для разрушающего воздействия на горную породу, в то время как углы упора от 2° до 7° являются лучшими для обработки металлов. Следовательно, резцы, в которых плоский слой карбида вольфрама или другого материала был ровно прижат к алмазному слою PDC-резца, по определению будет иметь тот же угол упора, что и нижележащий резец. Размещенные на инструменте фрезерного сверла, эти резцы по определению будут иметь углы упора, которые не оптимизированы ни для обработки металла, ни для резки горной породы.
- Было показано, что даже когда высверливается коронка башмака обсадной трубы, изготовленная преимущественно из нежелезистого материала, подложки из карбида вольфрама PDC-резцов, размещенных на коронке башмака обсадной трубы, могут повредить PDC-резцы коронки, используемой для выполнения высверливания. Это может случиться даже если высунутая режущая конструкция из карбида вольфрама размещается на высверливающей коронке, поскольку освобожденные PDC-резцы коронки башмака обсадной трубы могут вращаться под высверливающей коронкой и могут легко воздействовать на и повреждать PDC-резцы высверливающей коронки, воздействуя на лицевую поверхность PDC-резцов.
- Было показано, что все случаи применения высверливания, включая оборудование с обратным клапаном, башмаки гусеницы, башмаки обсадных труб, расширители обсадных труб, коронки обсадных труб, оборудование ступенчатого цементирования, одноразовые или сменные моторы или турбины, или выходные окна могут оказывать вредное воздействие на стандартные PDC-коронки. Это справедливо и в случае, когда предпринимаются громадные усилия при проектировании и замене материалов, чтобы сделать оборудование более удобным для высверливания. Использование алюминия, фенольных и других материалов оказалось полезным для ограничения повреждений PDC-коронок, но оставило вероятность повреждения, которое может уменьшить производительность и полезное время эксплуатации PDC-коронки при бурении породы после того, как высверливание закончено.
Оценка важнейших пунктов, приведенных выше, показывает, что все решения прототипов, обговоренных выше, воплощают значительные проектные или конструкционные компромиссы, которые в большой мере ухудшают потенциальную производительность буровой коронки при бурении породы, где она будет проводить подавляющую часть своего времени эксплуатации, измеренного то ли в часах вращения, то ли в просверленном расстоянии. Решения, известные в уровне техники, требуют инвазивных модификаций проектной схемы коронки или замены специфических резцов, которые по определению не оптимизированы для резки породы.
Требуется решение, которое позволяет использовать стандартные PDC-резцы и конструкции PDC-коронок, оптимизированные для бурения породы, без создания долгоживущих несущих поверхностей. Это решение должно быть способно быстро модифицироваться под существующие буровые коронки или конструкции буровых колонок и предлагать существенную защиту наконечника резца и лицевой поверхности резца, эффективное и быстрое фрезерование и предсказуемое и полное отсоединение от коронки или резцов коронки на ранней стадии после фрезерования и сверления обсадных труб/оборудования, связанного с обсадными трубами.
Краткое описание изобретения
Насадка (такая как насадка из карбида вольфрама, насадка с наконечником из карбида вольфрама или CBN, или насадка, оснащенная похожим образом), изготовленная из подходящего материала, которая может насаживаться в качестве интегральной части существующей режущей PDC-конструкции стандартной буровой PDC-коронки. Насадка устанавливается на PDC-резец, который содержит алмазную лицевую поверхность и нижележащую подложку из карбида вольфрама. Насадка может покрывать в значительной мере всю алмазную лицевую поверхность PDC-резца, без прямого соединения с ней. Альтернативно насадка может покрывать более чем 50% алмазной лицевой поверхности PDC-резца, без прямого соединения с ней. Альтернативно насадка может покрывать примерно 50% алмазной лицевой поверхности PDC-резца, без прямого присоединения к ней. Альтернативно насадка может покрывать менее чем 50% алмазной лицевой поверхности PDC-резца, без прямого присоединения к ней. Насадка удерживается на PDC-резце посредством связующего действия между насадкой и подложкой из карбида вольфрама PDC-резца. Более конкретно, часть насадки (отличная от части на алмазной лицевой поверхности) соединяется с частью, или большей частью, подложки из карбида вольфрама установленного PDC-резца, которая выступает наружу из корпуса буровой коронки.
Насадка может насаживаться на любой PDC-резец, который включает алмазную лицевую поверхность, установленную на подложку (такую как подложка из карбида вольфрама), включая алмазную лицевую поверхность любого из следующих типов: невыщелоченная, неглубоко выщелоченная, глубоко выщелоченная и полностью выщелоченная с другой подложкой.
В одном варианте осуществления насадки изготавливаются из материала из карбида вольфрама, имеющего высокую прочность и малое истирание. Такой материал из карбида вольфрама может содержать долю кобальта в диапазоне 14-18%.
В альтернативном варианте осуществления насадки изготавливаются преимущественно из стали (или никеля, или титана, или другого подходящего металла или сплава). В одном варианте осуществления насадка из материала этого типа может, кроме того, быть оправлена внешним наконечником из карбида вольфрама или CBN. Такой внешний наконечник из карбида вольфрама или CBN может быть припаян к насадке с металлической основой или установлен на нее креплением (таким как винт, закрепленный через резьбовое отверстие на лицевой поверхности насадки с металлической основой). Альтернативно внешний наконечник из карбида вольфрама или CBN может быть прикреплен при помощи горячего прессования, прессования высоким давлением или прикреплен при помощи лазера, или другим способом присоединен к материалу основы насадки. В вариантах осуществления, где внешний наконечник припаян или прикреплен при помощи лазера к наконечнику с металлической основой, рекомендуется высокотемпературный материал припоя с точкой плавления выше точки плавления материала припоя, который должен использоваться для установки PDC-резцов в коронке.
В предпочтительном варианте осуществления насадка закрепляется на подложке PDC-резца буровой коронки при помощи материала припоя с более низкой точкой плавления, чем использовалась для первоначальной пайки PDC-резца к корпусу буровой коронки. Например, если бы первоначальная пайка PDC-резцов выполнялась с использованием материала припоя с точкой плавления в диапазоне от 1300 до 1330 градусов Фаренгейта, то защитная насадка припаивалась бы к подложке PDC-резца с использованием материала припоя с точкой плавления менее 1250 градусов Фаренгейта.
В альтернативном варианте осуществления насадки могут быть предварительно установлены на PDC-резцы с использованием высокотемпературного материала припоя при установки при помощи лазера или при помощи других методов пайки, как это известно в данной области техники. PDC-резцы с предварительно установленными насадками затем могут припаиваться к буровой коронке с использованием известных способов пайки и температур для припаивания резцов к коронкам.
В предпочтительном варианте осуществления насадки имеют лицевые поверхности, которые склонны производить меньший угол упора относительно цели фрезерования, чем угол упора нижележащих, покрытых PDC-резцов.
В одном варианте осуществления внешняя лицевая поверхность насадки может быть главным образом полу сферической формы.
В предпочтительном варианте осуществления внешний наконечник насадки смещен от внешнего наконечника PDC-резца, который он защищает, даже если принимать во внимание угол упора резца. Смещение включает как смещение вперед (в направлении, перпендикулярном лицевой поверхности алмазной пластины), так и смещение по окружности (в радиальном направлении). Смещение может составлять, например,, по меньшей мере, 030''.
В другом варианте осуществления изобретения лицевая поверхность насадки может иметь угол бокового наклона, который отличается от угла бокового наклона нижележащего резца. Другими словами, толщина части лицевой поверхности насадки может быть больше на наружной стороне насадки, чем на внутренней стороне насадки, или наоборот.
В еще одном варианте осуществления лицевая поверхность насадки смещена вперед (в направлении, перпендикулярном лицевой поверхности алмазной пластины). Однако режущий наконечник насадки выровнен относительно, или размещен сзади PDC-наконечника. Такое смещение наконечника насадки относительно лицевой поверхности насадки достигается при помощи переходного скоса, уступа, дуги или ступени. Во всех случаях внешний наконечник насадки находится в относительной близости к режущему наконечнику соответствующего PDC-резца. Это дает преимущество в том, что, когда коронка модернизируется насадками, нижележащие характеристики равновесия сил коронки затрагиваются минимально. Во время фрезерования или просверливания коронка выиграет от нижележащей уравновешенной компоновки. Другое воспринимаемое преимущество такой компоновки состоит в том, что эффективность наконечника для целей фрезерования может быть улучшена небольшим понижением за наконечник PDC-резца. Наконечник внешней насадки будет лучше размещен, чтобы срезать металлические поверхности, а не вспарывать их, что приводит к более эффективной обработке.
В предпочтительном варианте осуществления насадки или внешние наконечники насадок на своей лицевой поверхности включают впадины или пазы типа стружколома, чтобы улучшить фрезерование/обработку обсадных труб или оборудования, связанного с обсадными трубами.
Во всех вариантах осуществления насадки не соединяются с лицевой поверхностью или внешней границей алмазного PDC-слоя, а скорее соединяются с подложкой из карбида вольфрама PDC-резца. PDC-алмазы не смачиваются стандартным материалом припоя. Ключевым аспектом является то, что лицевая поверхность PDC-резца может быть защищена первой частью насадки без прямого присоединения насадки к лицевой поверхности. В этой реализации вторая часть насадки, присоединенная к первой части (например, созданная целостно с ней), прикрепляется к подложке из карбида вольфрама PDC-резца, например, пайкой.
В некоторых вариантах осуществления вторая часть насадки также присоединяется к основе резцового кармана ниже лицевой поверхности PDC-резца. В некоторых вариантах осуществления используются PDC-резцы с более короткой подложкой, чтобы увеличить площадь соединения насадки в основе резцового кармана. В некоторых вариантах осуществления основа кармана сконфигурирована увеличивать площадь соединения, доступную для насадки в том же месте.
В предпочтительном варианте осуществления материал припоя, используемый для спайки насадки с подложкой резца, также прихватывается к внутренним поверхностям первой части насадки, ближним к лицевой стороне и внешней границе алмазного PDC-слоя. Этот материал припоя, хотя и не действует для скрепления первой части насадки с лицевой поверхностью алмазного слоя, тем не менее обеспечивает тонкий амортизирующий слой для ограничения передачи динамических нагрузок на алмазный слой, когда насадка фрезерует обсадные трубы или оборудование, связанное с обсадными трубами.
В предпочтительном варианте осуществления насадка включает отверстия или щели, которые улучшают ток материала припоя к внутренним сопряженным поверхностям насадки во время установки. В предпочтительном варианте осуществления те же отверстия или щели приспособлены ускорять распад и сброс насадки, особенно первой части, после того, как фрезерование завершено, а насадка начинает сталкиваться с горной породой.
В некоторых вариантах осуществления в устройстве насадки также применяются зубцы или пазы, чтобы улучшить производительность фрезерования и создать предварительно определенные плоскости излома, чтобы помочь насадке лучше распасться в начале бурения породы. Пазы или зубцы на насадке также способствуют охлаждению и очищению насадки во время операций фрезерования.
В некоторых вариантах осуществления насадка может помещаться на расширяющихся вперед или расширяющихся назад частях буровой коронки, чтобы усиливать способность коронки расфрезеровывать путь обратно через обломки фрезерования, скрепляющее оборудование отклонителя, или отводиться через окно обсадной трубы или просверленное оборудование, связанное с обсадными трубами.
Насадка удовлетворяет критериям, установленным в предшествующей части предпосылок к изобретению, в том, что она не изменяет конструкцию коронки или выбор для породы, подлежащей бурению. Она не изменяет балансировку нижележащих сил коронки. Она также не оставляет или оставляет немного несущих поверхностей для понижения скорости проникновения при бурении породы. Насадка лишь минимально действует как теплоизолятор для части алмазной лицевой поверхности и то только когда насадка все еще цела. Насадка не присоединяется к алмазной лицевой поверхности и поэтому не склонна передавать растрескивание под действием напряжения на алмазную лицевую поверхность. Насадка не влияет на общую гидравлическую конфигурацию коронки и оказывает минимальное воздействие на гидравлику коронки, которое уменьшается, когда насадка разрушается и сбрасывается во время бурения породы. Насадка не требует специальных PDC-резцов или особых нецилиндрических дополнительных подложек резца. Насадка не требует смешения алмазов с другими сверхабразивными материалами, для обеспечения фрезерования. Насадка позволяет PDC-коронке проходить шаг фрезерования без увеличения вероятности закругления наконечника резца, как может быть в случае с тонкими слоями карбида вольфрама или другими неалмазными материалами, присоединенными к лицевой поверхности PDC-резцов. Насадка защищает наконечник PDC-резца от повреждений освобожденными PDC-резцами, или насыщенными фрагментами, или другими металлическими обломками, получаемыми во время высверливания оборудования, связанного с обсадными трубами.
Краткое описание графических материалов Фигура 1 представляет собой изображение сбоку PDC-резца;
Фигуры 2-5 представляют собой изображения различных форм для части насадки, используемой на PDC-резце;
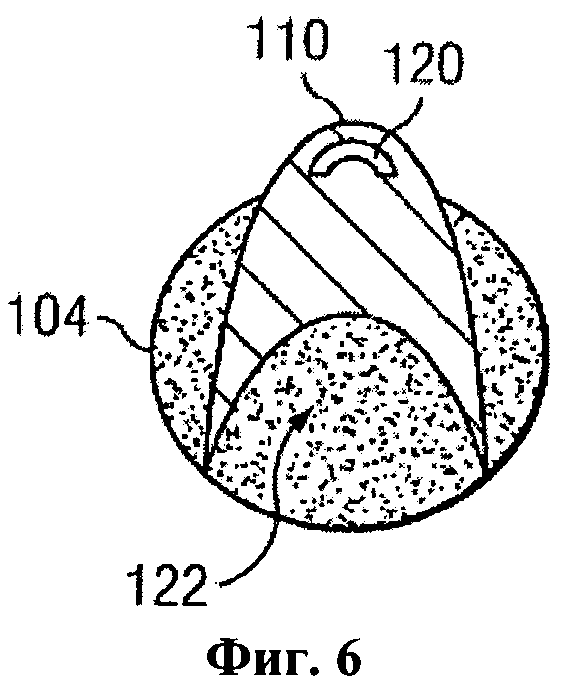
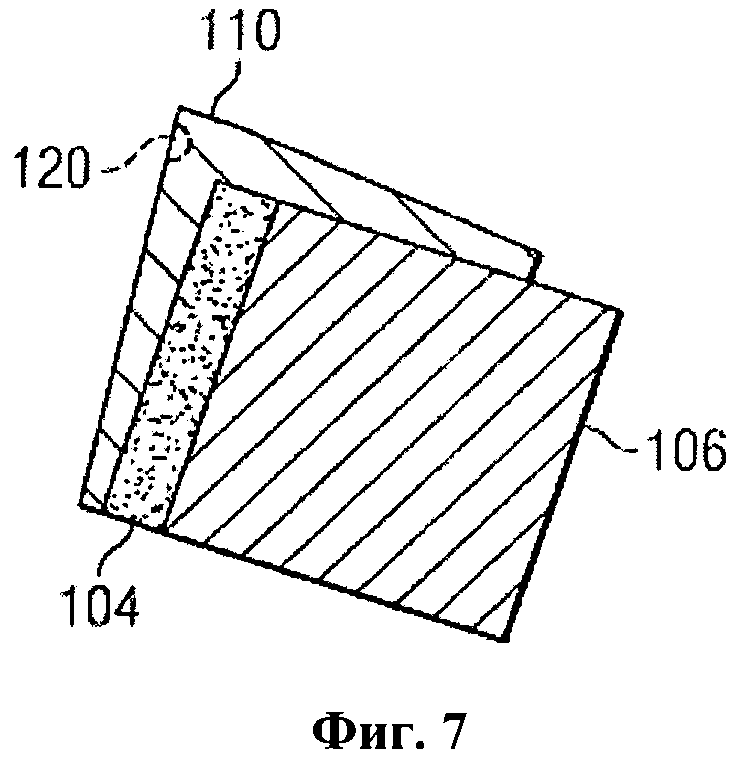
Фигуры 6 и 7 представляют собой изображение впадины или паза типа стружколома, образованной на лицевой поверхности насадки;
Фигура 8 представляет собой изображение необязательной детали угла бокового наклона для насадки;
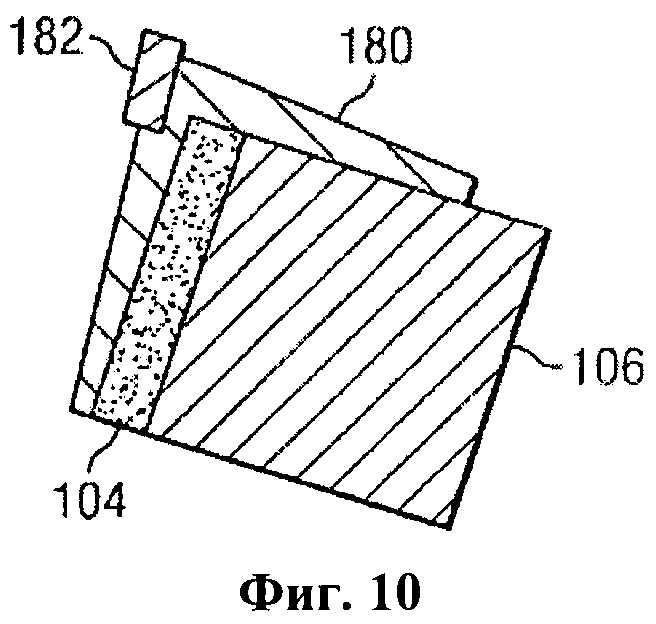
Фигуры 9 и 10 представляют собой, соответственно, изображение с торца и изображение сбоку альтернативного осуществления для насадки;
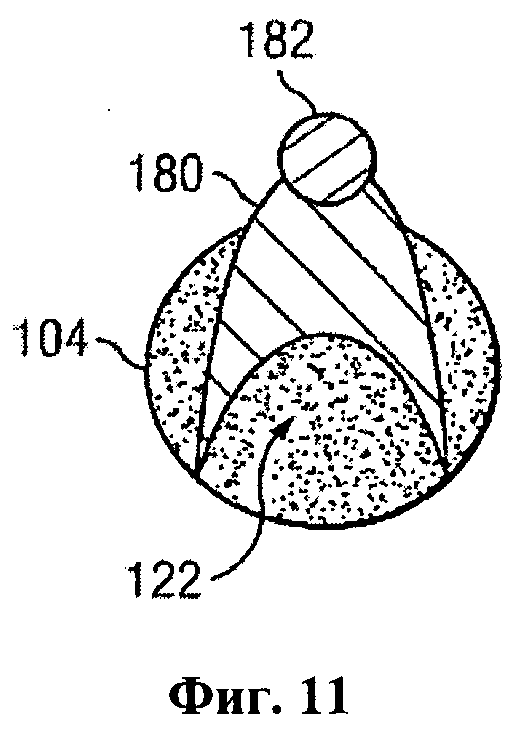
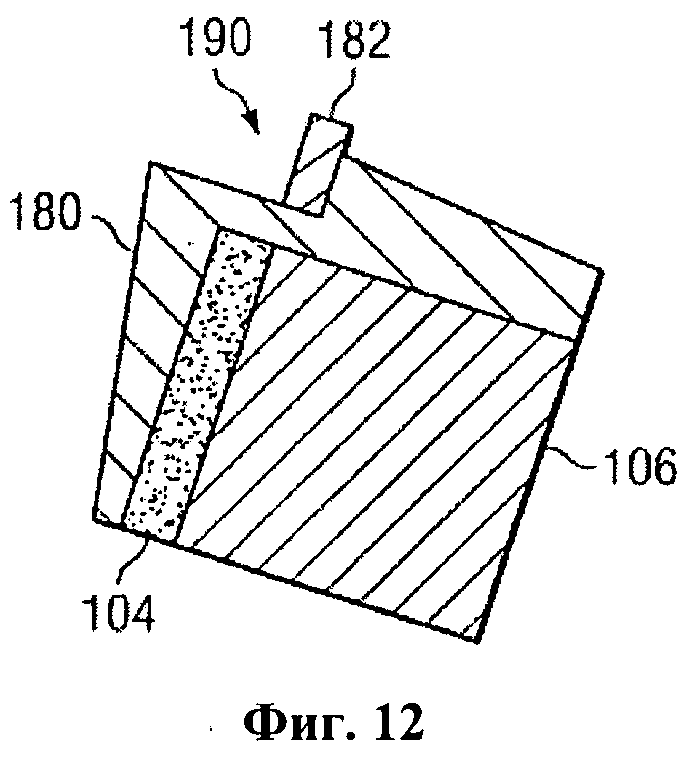
Фигуры 11 и 12 представляют собой, соответственно, изображение с торца и изображение сбоку альтернативного осуществления для насадки; и
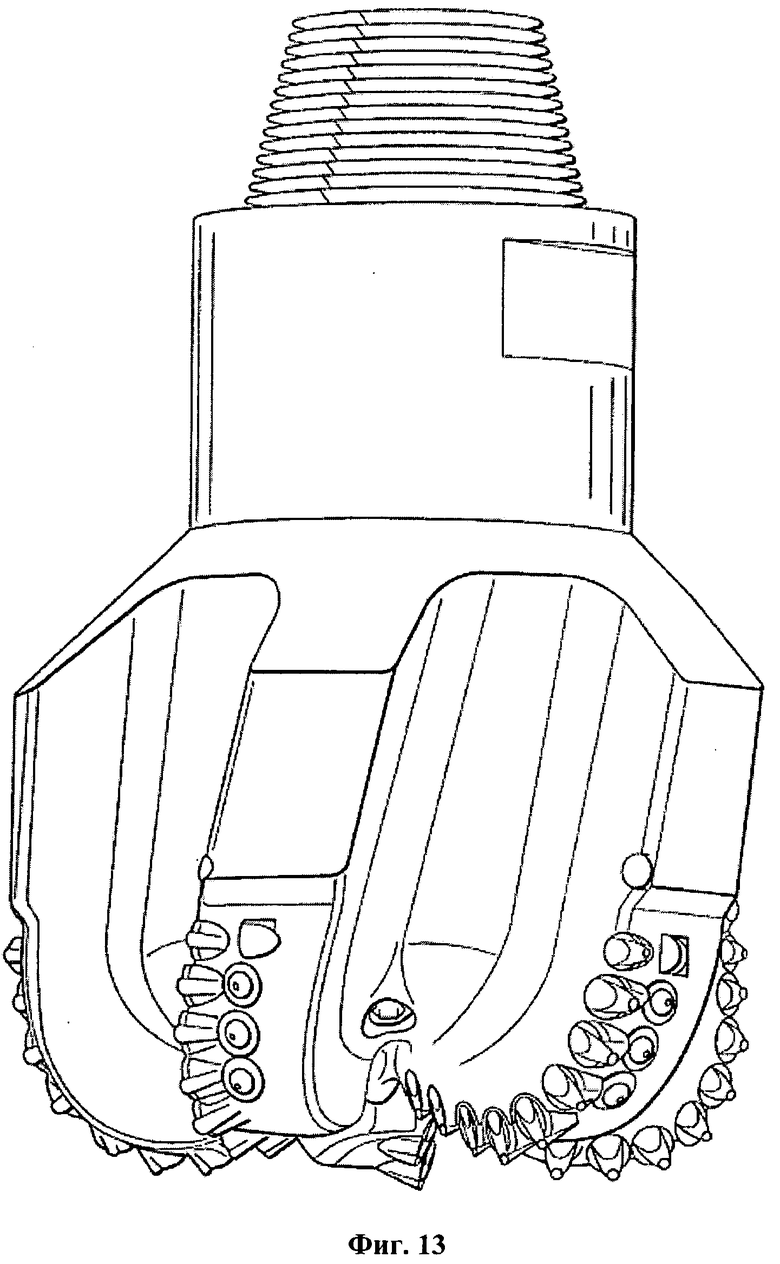
Фигура 13 представляет собой изображение буровой/фрезерной коронки, включая резцы с насадками.
Подробное описание изобретения
Теперь делается ссылка на Фигуру 1, которая представляет собой вид сбоку PDC-резца 100, установленного в кармане 102 буровой/фрезерной коронки (подобно показанной на Фигуре 13). PDC-резец 100 содержит слой 104 алмазной пластины (или алмазную лицевую поверхность) и нижележащую подложку 106, которая может быть изготовлена из материала из карбида вольфрама. Резцовый карман 102 образован в корпусе коронки, который может быть изготовлен из карбида вольфрама в матрице. Слой 104 алмазной пластины может быть, по необходимости, невыщелоченный, неглубоко выщелоченный, глубоко выщелоченный или полностью выщелоченный с другой подложкой. Конфигурация PDC-резцов и корпусов буровых коронок с карманами хорошо известна специалистам в данной области техники и более детально описываться не будет, если только это не будет необходимо для понимания данного изобретения.
PDC-резец 100 обычно закрепляется в резцовом кармане 102 пайкой, хотя могут использоваться и другие способы. Материал 108 припоя, используемый для закрепления PDC-резца 100 в кармане 102, обычно имеет точку плавления в диапазоне от 1300 градусов Фаренгейта до 1330 градусов Фаренгейта. Толщина материала припоя, показанная на Фигуре 1, показана в увеличенном масштабе, чтобы четко указать ее присутствие и местонахождение.
Фигура 1 также демонстрирует насадку 110, которая установлена на PDC-резец 100. Будет понятно, что насадка 110 может, в первом осуществлении, быть установлена на PDC-резец 100 после того, как PDC-резец 100 был закреплен в резцовом кармане 102 корпуса коронки. Альтернативно, во втором осуществлении, насадка 110 устанавливается на PDC-резец 100 до закрепления объединенного узла резец-насадка в резцовом кармане 102 корпуса коронки. Таким образом, первое осуществление представляет, например, модификацию промышленной буровой PDC-коронки, которая включает насадку на желаемых из имеющихся PDC-резцов. Наоборот, второе осуществление представляет, например, изготовление новой буровой PDC-коронки, которая включает в выбранных позициях PDC-резец с насадкой.
Фигура 1 в частности демонстрирует использование насадки из карбида вольфрама (т.е., насадки, изготовленной из материала из карбида вольфрама). Материал для насадки 110 может содержать высокопрочный, неустойчивый к истиранию материал из карбида вольфрама, например, материал из карбида вольфрама, содержащий долю кобальта в диапазоне 14-18%. Насадка 110 может иметь любую желаемую форму, и в этом документе обсуждаются несколько различных форм и конфигураций. Альтернативно, как более подробно будет обсуждаться в этом документе, насадка 110 может в другом случае изготавливаться из металлического материала (или металлического сплава). Кроме того, эта насадка 110 из металла/металлического сплава может включать наконечник из карбида вольфрама или CBN. Насадка 110 может в другом случае изготавливаться из другого подходящего материала по выбору (неограничительные примеры материалов для насадки включают: сталь, титан, никель и молибден).
Насадка 110 удерживается на PDC-резце 100 связующим действием между насадкой и подложкой 106 PDC-резца. Более конкретно, часть насадки 110 присоединяется к части, или большей части, подложки 106 установленного PDC-резца, который выходит наружу корпуса буровой коронки (т.е., из резцового кармана 102). Насадка 110 прикрепляется к PDC-резцу 100, в одном осуществлении, используя припаивание к подложке (например, подложке из карбида вольфрама). Материал 108 припоя, используемый для прикрепления насадки к, по меньшей мере, подложке PDC-резца, обычно имеет точку плавления ниже 1250 градусов Фаренгейта (и, таким образом, ниже, чем точка плавления из диапазона от 1300 градусов Фаренгейта до 1330 градусов Фаренгейта материала припоя, используемого для закрепления PDC-резца в резцовом кармане). Это позволяет насадке 110 припаиваться к уже установленному резцу, не рискуя потерять установленный резец из кармана 102 во время установки насадки. Толщина материала припоя, показанная на Фигуре 1, показана в увеличенном масштабе, чтобы четко указать ее присутствие и местонахождение.
Предпочтительно насадка 110 не припаивается (т.е. не прикрепляется) к слою 104 алмазной пластины PDC-резца 100. Скорее первая часть насадки 110 над лицевой поверхностью слоя 104 алмазной пластины PDC-резца просто лежит рядом к этой лицевой поверхности, тогда как вторая часть насадки над подложкой 106 прикреплена к этой подложке пайкой. В этом контексте, признается, что PDC-алмазы не берутся обычным материалом припоя. Важно, что лицевая поверхность алмазной пластины PDC-резца защищается насадкой без прямого присоединения насадки к лицевой поверхности. Вторая часть насадки 110, расположенная рядом с подложкой 106 PDC-резца 100, которая припаивается и прикрепляется к материалу подложки, может также прикрепляться путем припаивания к корпусу коронки в области сзади резцового кармана (см. позицию 50). Первая часть насадки может также прикрепляться путем припаивания к резцовому карману (более точно, к основе резцового кармана ниже лицевой поверхности PDC-резца, см. позицию 52). В некоторых вариантах осуществления используется более короткая подложка PDC-резцов для увеличения области соединения насадки в основании резцового кармана. В некоторых вариантах осуществления основа кармана сформирована увеличивать область контакта, доступную для насадки на том же месте.
Некоторые материалы 108 припоя могут преимущественно присутствовать между насадкой 110 и лицевой поверхностью слоя 104 алмазной пластины PDC-резца 100, но этот материал не служит для скрепления насадки со слоем алмазной пластины. В предпочтительном варианте осуществления материал припоя, используемый для припайки насадки к подложке резца, также прихватывается к внутренним поверхностям насадки, которые расположены рядом с лицевой поверхностью алмазной пластины и внешней границей алмазного PDC-слоя. Этот материал припоя обеспечивает тонкий амортизирующий слой для ограничения передачи динамических нагрузок на алмазный слой, когда насадки используются для фрезерования обсадных труб или оборудования, связанного с обсадными трубами. Когда операция фрезерования завершена, и буровая коронка начинает бурение породы, насадка (по меньшей мере, над лицевой поверхностью алмазной пластины) истирается или отделяется, так чтобы позволить алмазной пластине работать в качестве главной режущей конструкции. Таким образом, буровая коронка может сначала использоваться для фрезерования (насадкой), а затем - для бурения (алмазной пластиной), тем самым избавляя от необходимости использовать и потом извлекать из скважины специальную фрезерную коронку.
В альтернативном варианте осуществления насадка 110 может быть предварительно установлена на PDC-резец 100 с использованием высокотемпературного материала припоя 108 при соединении посредством лазера или при помощи других способов пайки, как это известно в данной области техники. PDC-резец с предварительно установленной насадкой затем может быть припаян в резцовый карман 102 буровой коронки, используя известные способы пайки и температуры для припаивания резцов к коронкам.
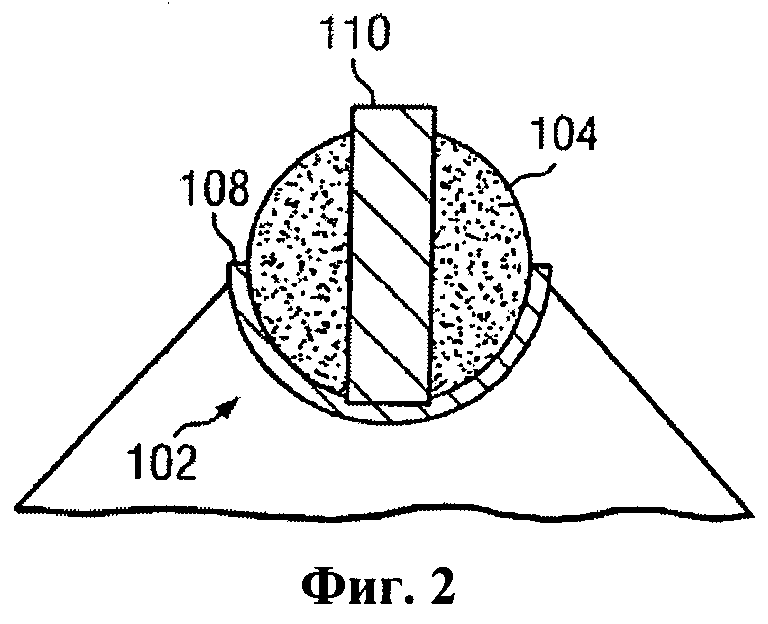
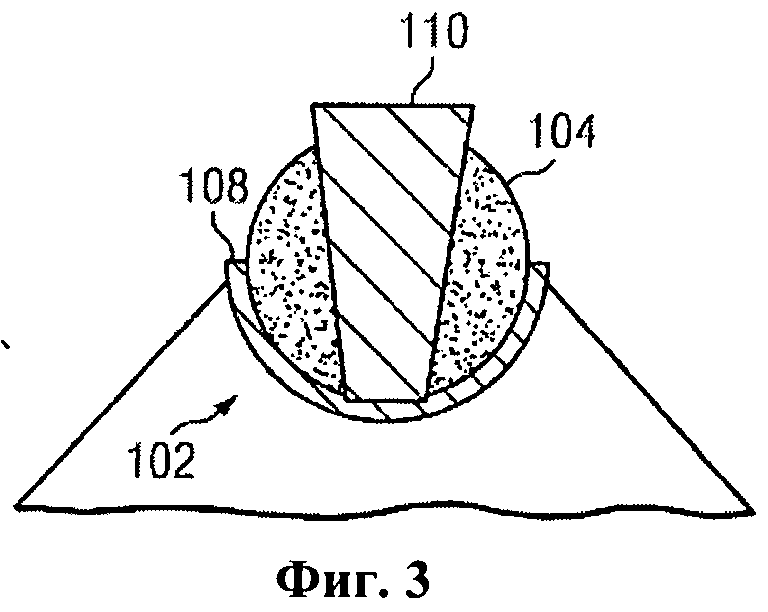
Что касается формы и конфигурации насадки 110, насадка может покрывать в значительной мере всю алмазную лицевую поверхность 104 PDC-резца 100, без прямого соединения с ней. Альтернативно насадка 110 может покрывать более чем 50% алмазной лицевой поверхности 104 PDC-резца 100, без прямого присоединения к ней. Альтернативно насадка 110 может покрывать примерно 50% алмазной лицевой поверхности 104 PDC-резца 100, без прямого присоединения к ней. Альтернативно насадка 110 может покрывать менее чем 50% алмазной лицевой поверхности 104 PDC-резца 100, без прямого присоединения к ней. Примеры различных форм с различной степенью покрытия показаны на Фигурах 2 и 3.
Фигура 2 представляет собой изображение прямоугольной формы для части насадки 110, которая закрывает алмазную лицевую поверхность 104 PDC-резца 100. Фигура 3 представляет собой изображение трапециевидной формы для части насадки 110, которая закрывает алмазную лицевую поверхность 104 PDC-резца 100. Фигуры 2 и 3 представляют собой вид сбоку, если смотреть на алмазную лицевую поверхность вдоль продольной оси PDC-резца. Снова, на Фигурах 2 и 3 толщина материала припоя для закрепления PDC-резца в кармане резца была преувеличена для ясности.
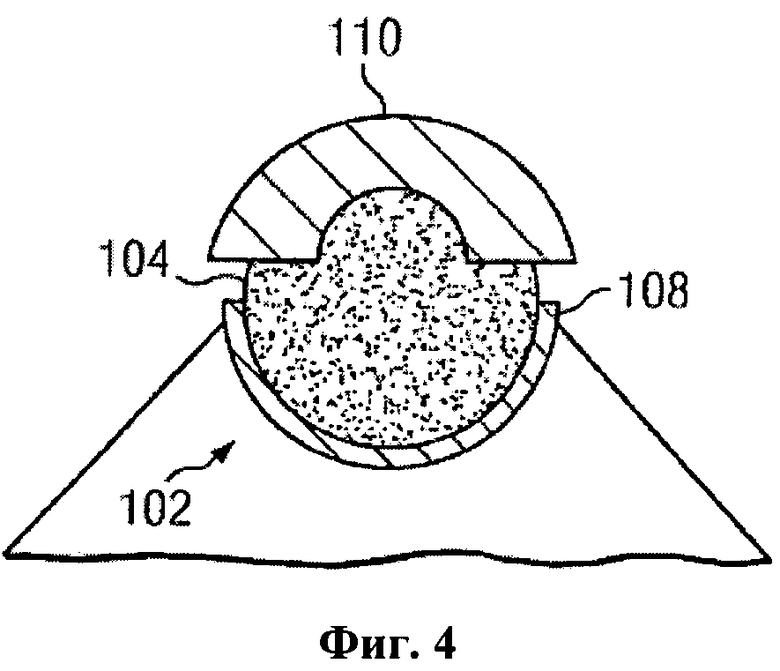
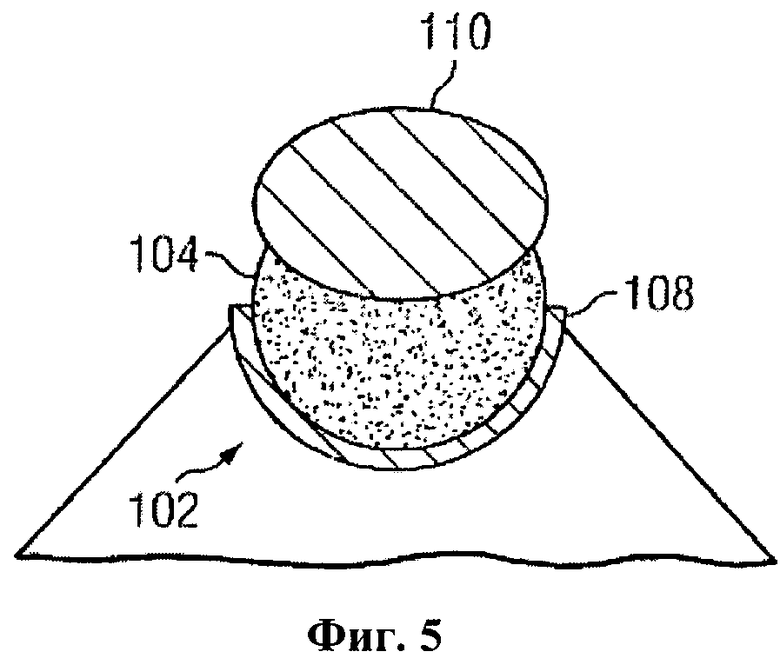
Другие геометрические формы могут использоваться для обеспечения более или менее отличного покрытия алмазной лицевой поверхности. См., например, Фигуры 4 и 5.
Фигура 4 представляет собой изображение формы изогнутого сегмента (козырек) для части насадки 110, которая закрывает алмазную лицевую поверхность 104 PDC-резца 100. Фигура 5 представляет собой изображение овальной или эллиптической формы для части насадки 110, которая закрывает алмазную лицевую поверхность 104 PDC-резца 100. Фигуры 4 и 5 представляют собой вид сбоку, если смотреть на алмазную лицевую поверхность вдоль продольной оси PDC-резца. Снова, на Фигурах 4 и 5 толщина материала припоя для закрепления PDC-резца в кармане резца была преувеличена для ясности.
В предпочтительном варианте осуществления насадки 110 имеют лицевые поверхности, которые наклонены создавать меньший угол упора относительно цели фрезерования, чем угол упора нижележащих PDC-резцов 100. Это показывается на Фигурах 6 и 7, где Фигура 6 представляет вид сверху, а Фигура 7 - вид сбоку осуществления. Хотя Фигура 6 представляет собой изображение еще одной другой формы для насадки, будет ясно, что лицевая поверхность насадки, которая наклонена по-другому (относительно алмазной пластины), как показано на Фигуре 7, для обеспечения более низкого угла упора, равно применима к любой желаемой форме насадки, включая те, которые показаны на Фигурах 1-5. Угловой сдвиг между лицевой поверхностью алмазной пластины и лицевой поверхностью насадки может изменяться от нескольких градусов до десяти-двадцати градусов.
Изображения 6 и 7 также демонстрируют необязательное присутствие паза или впадины типа стружколома 120, образованного в лицевой поверхности насадки 110 возле режущего конца на ее внешнем наконечнике. Эта конструкция может улучшать производительность при фрезеровании/обработке обсадных труб или оборудования, связанного с обсадными трубами. В альтернативном варианте осуществления зубцы или пазы могут быть в конфигурации насадки не только для улучшения производительности фрезерования, но также для создания предварительных плоскостей излома, чтобы помочь насадкам разрушиться после завершения операций фрезерования и начала бурения породы. Такие пазы или зубцы на насадках также улучшают охлаждение и очищение насадок во время операций фрезерования.
Фигура 6 также представляет собой изображение других очертаний формы для насадки 110. В этом случае внешние граничные очертания насадки представляют собой полуэллипс, главная ось которого ориентирована в направлении режущего наконечника. Альтернативно, эта форма полуэллипса может вместо этого составлять полусферическую форму. Предоставлена вырезанная часть 122, проходящая от этой наполовину отрезанной формы с вырезанной частью, имеющей, главным образом, ту же геометрическую форму, что и внешние граничные очертания насадки.
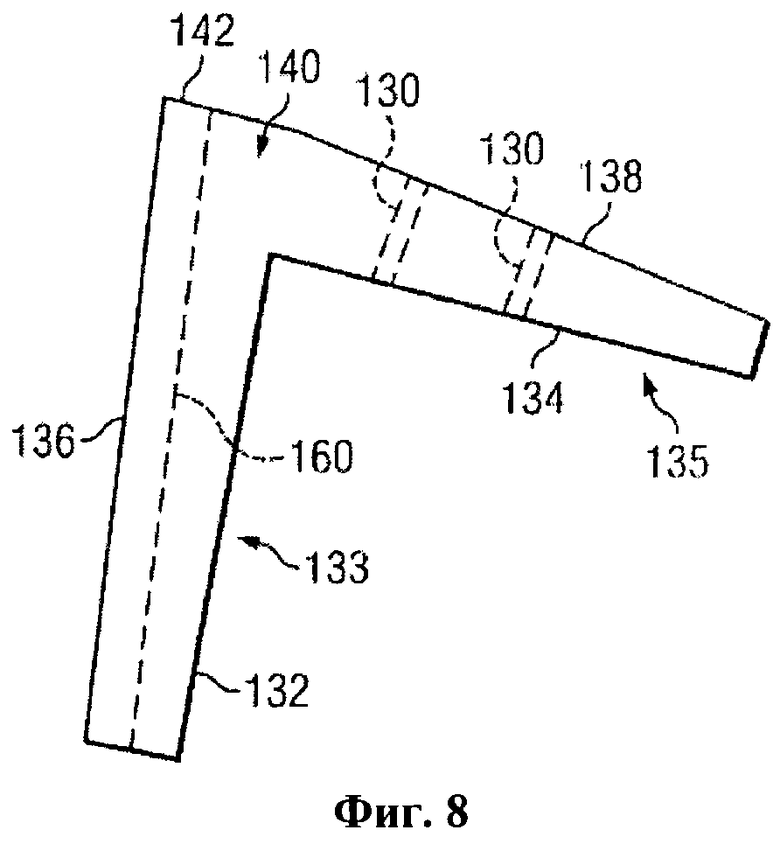
Хотя специально и не продемонстрировано на вышеупомянутых Фигурах 1-7, будет понятно, что лицевая поверхность насадки 110 может быть образована так, чтобы включать угол бокового наклона, который отличается от угла бокового наклона нижележащего PDC-резца 100. Другими словами, толщина части лицевой поверхности насадки больше на одной стороне (например, внешней стороне) насадки, чем другая сторона (например, внутренняя сторона) насадки. Эта необязательная особенность угла бокового наклона показывается на Фигуре 8 пунктирной чертой 160.
В предпочтительном варианте осуществления насадки 110 включают отверстия или пазы 130, которые улучшают ток материала припоя к внутренним сопряженным поверхностям насадок, когда они устанавливаются. В предпочтительном варианте осуществления эти же отверстия или пазы 130 сконфигурированы ускорять разрушение и сброс насадок после завершения фрезерования, когда насадки начинают сталкиваться с горной породой. Это показывается на Фигуре 8, которая представляет собой изображение сбоку насадки 110, включающей отверстия/пазы 130.
Фигура 8 представляет собой увеличенное изображение сбоку конструкции насадки. Насадка 110 включает две внутренние поверхности, которые установлены перпендикулярно друг другу. Первая из этих перпендикулярных внутренних поверхностей 132, связанная с первой частью 133 насадки, размещается рядом с лицевой поверхностью алмазной пластины PDC-резца (не показана на Фигуре 8). Вторая из этих перпендикулярных внутренних поверхностей 134, связанная со второй частью 135 насадки, размещается рядом со стороной PDC-резца. Передняя поверхность 136 насадки установлена под острым углом относительно первой перпендикулярной поверхности 132, чтобы обеспечить желаемое изменение угла упора в сравнении с углом упора лицевой поверхности алмазной пластины. Боковая поверхность 138 насадки установлена под острым углом относительно второй перпендикулярной поверхности 134. Сочетание наклонных передней и боковой поверхностей 136 и 138 обеспечивает утолщение насадки по направлению к наконечнику 140, где встречаются первая и вторая части 133 и 135 насадки 110. В одном осуществлении передняя и боковая поверхности 136 и 138 могут встречаться в наконечнике 140 насадки 110. В другом случае, как показано на Фигуре 8, дополнительная поверхность 142, которая, в общем, параллельна второй перпендикулярной поверхности 134, соединяет наклонные переднюю и боковую поверхности 136 и 138 в оконечной части насадки. Насадка является целостно созданной деталью, содержащей первую и вторую части, соединенные в оконечной части.
В предпочтительном варианте осуществления внешний наконечник 140 насадки располагается впереди по окружности внешнего наконечника PDC-резца, который он защищает, даже если принимать во внимание угол упора резца. Если провести нормаль к профилю коронки через режущий наконечник PDC и провести нормаль к профилю коронки через внешний наконечник соответствующей насадки резца, то в этом осуществлении эти линии являются в значительной мере параллельными, и линия через внешний наконечник насадки резца смещена от линии через наконечник PDC-резца на расстояние по радиусу, равное, по меньшей мере, 030". Также в предпочтительном варианте осуществления внешний наконечник насадки смещен в направлении, перпендикулярном к лицевой поверхности алмазной пластины, от наконечника резца PDC-резца вперед на расстояние, по меньшей мере, 030''.
Варианты осуществления, обговоренные выше, делают упор на использовании для насадки материала из карбида вольфрама. В альтернативном варианте осуществления насадки, вместо этого, изготавливаются преимущественно из стали (или никеля, или титана, или любого другого соответствующего металла или сплава). Некоторые операции фрезерования лучше выполняются насадками из металла, а не из карбида вольфрама. Такая насадка может иметь форму и конфигурацию, как показано на Фигуре 8.
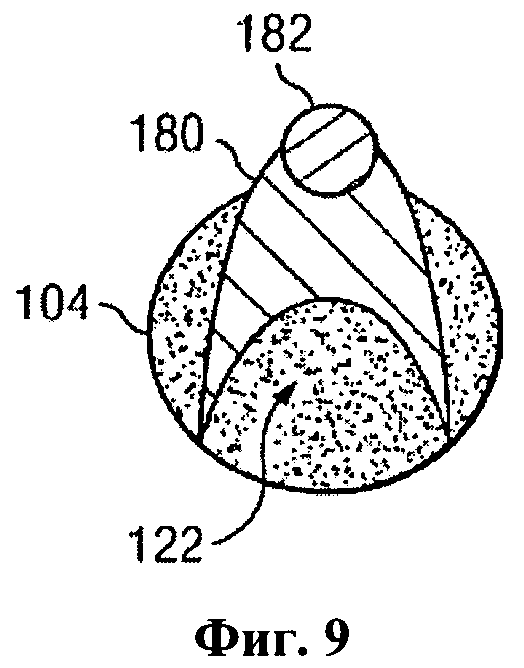
В альтернативном варианте осуществления насадка 180, изготовленная из материала из металла/металлического сплава, может дополнительно оправляться внешним наконечником 182 из карбида вольфрама или CBN. Это воплощение показывается на Фигурах 9 и 10, где Фигура 9 представляет собой изображение сверху, а Фигура 10 представляет собой изображение сбоку осуществления. Такой внешний наконечник 182 из карбида вольфрама или CBN может быть припаян к насадке 180 с металлической основой в оконечной части, или установлен там креплением (таким как винт, закрепленный через резьбовое отверстие на лицевой поверхности насадки с металлической основой). Альтернативно внешний наконечник 182 из карбида вольфрама или CBN может быть прикреплен при помощи горячего прессования, прессования высоким давлением или присоединен при помощи лазера, или другим способом присоединен к материалу основы насадки 180 в оконечной части. В вариантах осуществления, где внешний наконечник припаян или присоединен при помощи лазера к наконечнику с металлической основой, рекомендуется высокотемпературный материал припоя с точкой плавления выше точки плавления материала припоя, который должен использоваться для установки PDC-резцов в коронке.
Конфигурация насадки с Фигур 9 и 10 может иметь те же смещения вперед и по радиусу, как это обсуждалось выше в отношении Фигуры 8.
Теперь делается ссылка на Фигуры 11 и 12. В еще одном варианте осуществления лицевая поверхность насадки смещена с лицевой поверхности алмазной пластины (например, на расстояние. 030''), но самый крайний наконечник насадки или выровнен по радиусу с наконечником PDC, или смещен назад от наконечника PDC (то есть, он спускается на некоторое расстояние за режущий наконечник соответствующего PDC-резца, как указывается по ссылке 190). В любом из этих случаев разница в положении внешнего наконечника насадки от лицевой поверхности наконечника достигается путем использования переходного скоса, уступа, дуги или ступени. Во всех случаях внешний наконечник насадки находится в относительной близости к режущему наконечнику соответствующего PDC-резца, чем в любой из несвязных отдельных или дополненных подложкой режущих конструкций прототипов. Это дает преимущество в том, что, когда коронка модернизируется насадками, нижележащие характеристики равновесия сил коронки затрагиваются минимально. Во время фрезерования или высверливания коронка выиграет от нижележащей уравновешенной компоновки. Другое воспринимаемое преимущество такой компоновки состоит в том, что эффективность наконечника для целей фрезерования может быть улучшена небольшим спуском за наконечник PDC-резца. Наконечник внешней насадки будет лучше размещен, чтобы срезать металлические поверхности, а не вспарывать их, что приводит к более эффективной обработке.
В некоторых вариантах осуществления насадки 110 могут помещаться на расширяющих вперед или расширяющих назад частях буровой коронки, чтобы усиливать способность коронки расфрезеровывать путь обратно через обломки фрезерования, скрепляющее оборудование отклонителя, или отводиться через окно обсадной трубы или высверленное оборудование, связанное с обсадными трубами.
Будет понятно, что существующие коронки или конструкции коронок могут легко модифицироваться, чтобы принимать насадки 110. Насадки достаточно крепкие, чтобы выполнять задачи фрезерования, требующиеся от них, одновременно являясь структурно предрасположенными для ускоренного разрушения и сброса, когда фрезерование завершено и коронка продвигается вперед для бурения породы. Коронки, модифицированные насадками, могут использоваться для просверливания коронок башмака обсадной трубы с металлическим корпусом или коронок башмака обсадной трубы, изготовленных из других материалов, расширяя выбор коронок башмака обсадной трубы при операциях сверления обсадных труб. Коронки текущего изобретения также могут использоваться в однопроходных фрезеровально-буровых системах, где коронка присоединяется к вершине отклонителя для запуска в скважину.
Буровая PDC-коронка, включающая насадки, как описано в данном документе, может выгодно использоваться в комбинированных операциях фрезерования и бурения породы. В соответствие с этим, буровая коронка с PDC-резцами, имеющая множество PDC-резцов, где некоторые из резцов включают фрезеровальную насадку, присоединенную к PDC-резцу, предоставляется для присоединения к буровой колонне или другому буровому оборудованию. Фрезерная насадка сконфигурирована для операций фрезерования на компоненте, связанном с обсадными трубами, расположенном в скважине, но не является оптимальной для операций бурения грунтовых пород. Буровая коронка вращается, и фрезерная насадка на буровой коронке используется для выполнения операции нисходящего фрезерования на компоненте, связанном с обсадными трубами. Бурение буровой коронкой продолжается после фрезерования компонента, связанного с обсадными трубами, для бурения нижележащей грунтовой породы. Важно, что используется та же буровая коронка, и, таким образом, перед продолжением бурения породы нет необходимости вынимать фрезерную коронку из скважины. Бурение грунтовой породы приводит к разрушению фрезерных насадок на буровой коронке, и, таким образом, открывается поверхность алмазной пластины PDC-резца, которая затем используется для работы с грунтовой породой.
Обращаясь теперь к Фигуре 13, показывается пример буровой/фрезерной PDC-коронки. Эта буровая/фрезерная коронка включает корпус коронки, который включает множество резцовых карманов (например, размещенных на радиально выступающих лезвиях). Каждый резцовый карман может обеспечивать установку PDC-резца такого типа, который описан в этом документе и который может включать защитную фрезерную насадку и, таким образом, позволяет буровой/фрезерной коронке сначала работать в качестве фрезерного инструмента (используя конструкции насадки), а затем - в качестве бурового инструмента (используя нижележащую алмазную PDC пластину после того, как насадка разрушена или изношена). Буровая/фрезерная PDC-коронка согласно Фигуре 11 приводится для примера как полнопроходной инструмент. Однако будет понятно, что буровая/фрезерная концепция, описанная в этом документе, использующая фрезерные насадки над PDC-резцами, равно применима к любому скважинному инструменту, который использует PDC-резцы. Например, буровая/фрезерная концепция может использоваться совместно со скважинными инструментами, содержащими: коронки со смещенным центром, коронки башмаков обсадных труб, PDC-расширители, скважинные PDC-раздвижки, растяжные расширители, PDC-усиленные стабилизаторы, PDC-усиленные направляющие башмаки и расширяющие направляющие башмаки. В общем, буровая/фрезерная концепция применима к скважинным инструментам, которые предназначены для соприкосновения или вхождения в контакт с любыми «обсадными трубами» или «компонентами, связанными с обсадными трубами», как описано ранее.
Также будет понятно, что фрезерная насадка может нуждаться в ориентации на PDC-резце (например, относительно установки в резцовом кармане скважинного инструмента) таким образом, чтобы не давать фрезерной/буровой PDC-коронке (т.е., скважинному инструменту) превышать калибр или проходной диаметр (то есть диаметр внутренней части обсадной трубы, который может «оправляться», или наиболее узкий диаметр внутри обсадной трубы).
Варианты осуществления изобретения были описаны и проиллюстрированы выше. Изобретение не ограничивается раскрытыми вариантами осуществления.
Группа изобретений относится к устройствам и способам для фрезерования и бурения породы. Обеспечивает защиту поверхности резцов, эффективное и быстрое фрезерование, отсоединение фрезерных насадок от резцов. Устройство для фрезерования и бурения породы содержит: конструкцию насадки, сконфигурированную для установки на PDC-резец, включающий слой алмазной пластины и нижележащий слой подложки, при этом конструкция насадки включает первую часть, выполненную так, чтобы перекрывать лицевую поверхность слоя алмазной пластины, не присоединяясь к ней, и вторую часть, простирающуюся перпендикулярно из первой части, чтобы перекрывать и присоединяться к внешней граничной поверхности нижележащего слоя подложки. Способ фрезерования и бурения породы содержит стадии, на которых: предоставляют буровую коронку с PDC-резцами, некоторые из резцов включают фрезеровальную насадку, присоединенную к PDC-резцу, но не поверхность алмазной пластины PDC-резца; используют фрезеровальную насадку для выполнения операций нисходящего фрезерования; и продолжают бурение грунтовой породы той же буровой коронкой после завершения операции нисходящего фрезерования, при этом бурение грунтовой породы приводит к разрушению, по меньшей мере, части фрезерной насадки, не присоединенной к поверхности алмазной пластины. 3 н. и 28 з.п. ф-лы, 13 ил.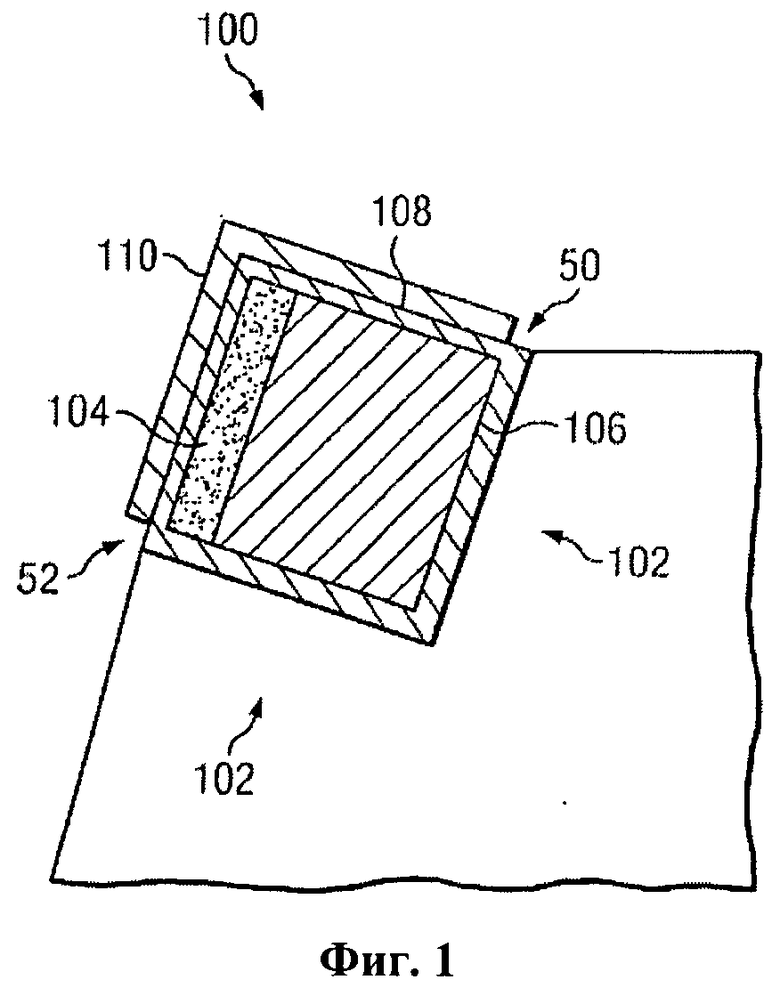
1. Устройство для фрезерования и бурения породы, которое содержит: конструкцию насадки, сконфигурированную для установки на PDC-резец, включающий слой алмазной пластины и нижележащий слой подложки, при этом конструкция насадки включает первую часть, выполненную такой формы, чтобы перекрывать лицевую поверхность слоя алмазной пластины, не присоединяясь к ней, и вторую часть, простирающуюся перпендикулярно из первой части, а также выполненную такой формы, чтобы перекрывать и присоединяться к внешней граничной поверхности нижележащего слоя подложки.
2. Устройство по п.1, отличающееся тем, что также содержит PDC-резец и материал для присоединения второй части конструкции насадки к внешней граничной поверхности PDC-резца.
3. Устройство по п.2, отличающееся тем, что материал для присоединения является материалом припоя, и материал припоя также присутствует между первой частью конструкции насадки и лицевой поверхностью слоя алмазной пластины, чтобы обеспечить промежуточный амортизирующий слой между первой частью конструкции насадки и лицевой поверхностью слоя алмазной пластины без присоединения первой части конструкции насадки к лицевой поверхности слоя алмазной пластины.
4. Устройство по п.2, отличающееся тем, что материал для присоединения является материалом припоя, при этом вторая часть конструкции насадки включает, по меньшей мере, одно отверстие для протока материала припоя для присоединения между второй частью конструкции насадки и внешней граничной поверхностью.
5. Устройство по п.1, отличающееся тем, что конструкция насадки имеет лицевую поверхность, при этом лицевая поверхность конструкции насадки параллельна задней поверхности первой части, которая перекрывает слой алмазной пластины.
6. Устройство по п.1, отличающееся тем, что конструкция насадки имеет лицевую поверхность, при этом лицевая поверхность конструкции насадки не параллельна задней поверхности первой части, которая перекрывает слой алмазной пластины.
7. Устройство по п.6, отличающееся тем, что непараллельная лицевая поверхность конструкции насадки предоставляет угол упора, отличный от предоставляемого лицевой поверхностью слоя алмазной пластины.
8. Устройство по п.6, отличающееся тем, что непараллельная лицевая поверхность конструкции насадки предоставляет угол бокового наклона, отличный от предоставляемого лицевой поверхностью слоя алмазной пластины.
9. Устройство по п.1, отличающееся тем, что конструкция насадки также включает охлаждающую и очищающую конструктивную особенность.
10. Устройство по п.1, отличающееся тем, что также содержит PDC-резец, при этом конструкция насадки также включает конструктивную особенность, которая ускоряет разрушение и сброс, по меньшей мере, неприсоединенной первой части конструкции насадки с PDC-резца.
11. Устройство по п.1, отличающееся тем, что также содержит PDC-резец, при этом первая часть конструкции насадки покрывает более примерно 50% лицевой поверхности слоя алмазной пластины.
12. Устройство по п.1, отличающееся тем, что также содержит PDC-резец, при этом первая часть конструкции насадки покрывает менее примерно 50% лицевой поверхности слоя алмазной пластины.
13. Устройство по п.1, отличающееся тем, что первая часть конструкции насадки имеет форму, выбранную из группы, состоящей из прямоугольной формы, трапециевидной формы, овальной формы, эллиптической формы, формы криволинейного сегмента, полуэллиптической формы и полусферической формы.
14. Устройство по п.1, отличающееся тем, что конструкция насадки изготовлена из материала из карбида вольфрама.
15. Устройство по п.1, отличающееся тем, что конструкция насадки изготовлена из материала из металла/металлического сплава.
16. Устройство по п.15, отличающееся тем, что конструкция насадки также включает внешний наконечник из карбида вольфрама, установленный на материал насадки из металла/металлического сплава.
17. Устройство по п.15, отличающееся тем, что конструкция насадки также включает внешний наконечник из CBN, установленный на материал насадки из металла/металлического сплава.
18. Устройство по п.1, отличающееся тем, что конструкция насадки также включает внешний наконечник, изготовленный из материала, отличающегося от материала, из которого образована большая часть конструкции насадки.
19. Устройство по п.18, отличающееся тем, что внешний наконечник из другого материала смещен назад от лицевой поверхности первой части конструкции насадки.
20. Устройство по п.19, отличающееся тем, что смещение размещает внешний наконечник из другого материала за задней поверхностью первой части, которая перекрывает слой алмазной пластины.
21. Устройство по п.18, отличающееся тем, что внешний наконечник из другого материала установлен на одной плоскости с лицевой поверхностью первой части конструкции насадки.
22. Способ фрезерования и бурения породы, содержащий следующие стадии, на которых: предоставляют буровую коронку с PDC-резцами, имеющую множество PDC-резцов, где некоторые из резцов включают фрезеровальную насадку, присоединенную к PDC-резцу, но не поверхность алмазной пластины PDC-резца, где фрезеровальная насадка сконфигурирована для операций фрезерования, но не является оптимальной для операций бурения грунтовых пород; используют фрезерную насадку на буровой коронке для выполнения операций нисходящего фрезерования; и продолжают бурение грунтовой породы той же буровой коронкой после завершения операции нисходящего фрезерования, при этом бурение грунтовой породы приводит к разрушению, по меньшей мере, части фрезерной насадки, не присоединенной к поверхности алмазной пластины, чтобы освободить поверхность алмазной пластины PDC-резца для использования при бурении грунтовой породы.
23. Способ по п.22, отличающийся тем, что также содержит в фрезерной насадке образующие структуры, которые ускоряют разрушение фрезерной насадки в ответ на бурение буровой коронкой грунтовой породы.
24. Буровая коронка, содержащая: корпус коронки, включающий резцовый карман; PDC-резец, имеющий слой алмазной пластины и нижележащий слой подложки, при этом PDC-резец устанавливается в резцовый карман; и конструкцию фрезерной насадки, включающую первую часть, перекрывающую лицевую поверхность слоя алмазной пластины, но не соединенную с ней, и вторую часть, соединенную с первой частью, при этом вторая часть присоединяется к внешней граничной поверхности нижележащего слоя подложки.
25. Буровая коронка по п.24, отличающаяся тем, что первый материал припоя, имеющий первую точку плавления, используется для установки слоя подложки в резцовом кармане, а второй материал припоя, имеющий вторую точку плавления, используется для установки второй части фрезерной насадки на слой подложки.
26. Буровая коронка по п.25, отличающаяся тем, что вторая точка плавления меньше первой точки плавления.
27. Буровая коронка по п.24, отличающаяся тем, что также содержит амортизирующий материал между первой частью фрезерной насадки и слоем алмазной пластины.
28. Буровая коронка по п.27, отличающаяся тем, что амортизирующий материал представляет собой материал припоя, который используется для установки второй части фрезерной насадки на слой подложки.
29. Буровая коронка по п.24, отличающаяся тем, что также содержит структуру, образованную во фрезерной насадке, которая ускоряет разрушение фрезерной насадки.
30. Буровая коронка по п.24, отличающаяся тем, что лицевая поверхность конструкции фрезерной насадки предоставляет другой угол упора, чем лицевая поверхность слоя алмазной пластины.
31. Буровая коронка по п.24, отличающаяся тем, что лицевая поверхность конструкции фрезерной насадки предоставляет другой угол бокового наклона, чем лицевая поверхность слоя алмазной пластины.
| Станок для изготовления деревянных ниточных катушек из цилиндрических, снабженных осевым отверстием, заготовок | 1923 |
|
SU2008A1 |
| US 6612383 B2, 02.09.2003 | |||
| US 4101318 A, 18.07.1978 | |||
| Способ изготовления полимерных электродов электрофильтра | 1983 |
|
SU1153988A1 |
| Пресс для выдавливания из деревянных дисков заготовок для ниточных катушек | 1923 |
|
SU2007A1 |
| US 5979571 A, 09.11.1999 | |||
| Колосоуборка | 1923 |
|
SU2009A1 |
| US 7322776 B2, 29.01.2008 | |||
| Станок для изготовления деревянных ниточных катушек из цилиндрических, снабженных осевым отверстием, заготовок | 1923 |
|
SU2008A1 |
| Пломбировальные щипцы | 1923 |
|
SU2006A1 |
| ЗАЩИТНАЯ ОБОЛОЧКА ДЛЯ БУРОВОГО ДОЛОТА | 0 |
|
SU390254A1 |

