n - количество сгустителей с измененным положением регулирующего органа.
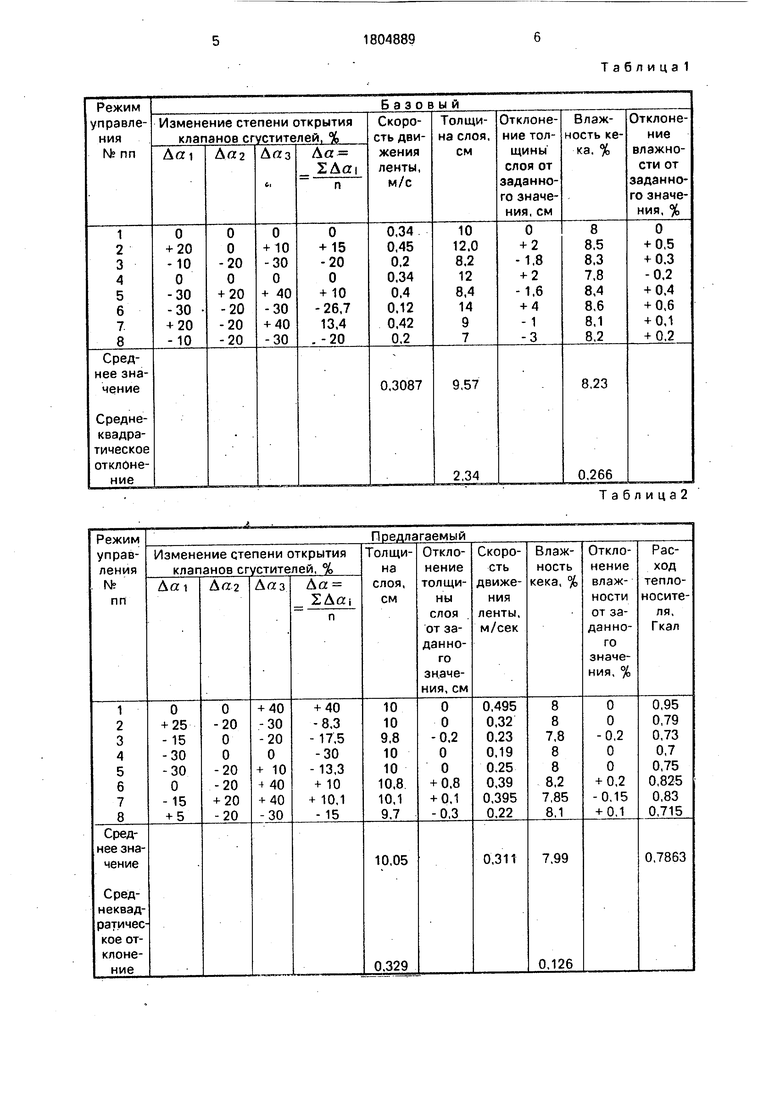
За положение регулирующего органа, от которого выполняется отсчет степени открытия, принимается положение, опре- деляемое экспериментальным путем при оптимальных параметрах (плотность суспензии, толщина слоя кека и его влажность, скорость ленты). В вычислительный блок 25 также поступает сигнал с датчика 18 толщины слоя для фильтрации, усреднения и масштабирования и использования в качестве корректирующего сигнала.
Рассчитанный по формуле (1) общий усредненный сигнал изменения степени откры- тия регулирующих органов корректируется сигналом толщины слоя и выдается в качестве задания на регулятор 19, который формирует и передает управляющее воздействие на регулируемый электропривод 20, изменя- ющий скорость ленты вакуум-фильтра в зависимости от величины и знака сигнала.
При положительном сигнале и максимальном его значении скорость ленты имеет максимально возможное значение. При уменьшении величины сигнала скорость ленты снижается, но не ниже значения, соответствующего оптимальным параметрам. При переходе знака сигнала от положительного к отрицательному скорость ленты снижается ниже этого значения и при увеличении абсолютного значения отрицательного сигнала до максимальной величины скорость снижается до минимально допустимого значения.
Подачу теплоносителя в паровую ру- башку выполняют регулятором 22 в зависимости от сигнала датчика 21 влажности кека и корректирующего сигнала скорости движения ленты вакуум-фильтра. Последний сигнал, поступающий на регулятор 22 с выхо- да регулятора 19, дает опережающую информацию о изменении скорости ленты, Это позволяет заранее скорректировать управляющее воздействие на подачу теплоносителя в паровую камеру, что обеспечивает необхо- димую температуру продукта на ленте вакуум-фильтра, достаточную для поддержания скорости дренирования и в конечном итоге получения кека с минимальной влажностью.
При увеличении значения сигнала влаж- ности кека регулирующий орган 23 открыва- лчвтся. Степень его открытия увеличивается при увеличении скорости ленты фильтра.
Предлагаемый способ управления испытан в промышленных условиях отделения обезвоживания калийной обогатительной фабрики 4 РУ ПО Белорускалий,
Система смонтирована на базе регулируемого микропроцессорного контроллера типа Ремиконт-Р-110. В качестве датчиков
веса использовались тензорезисторные датчики.
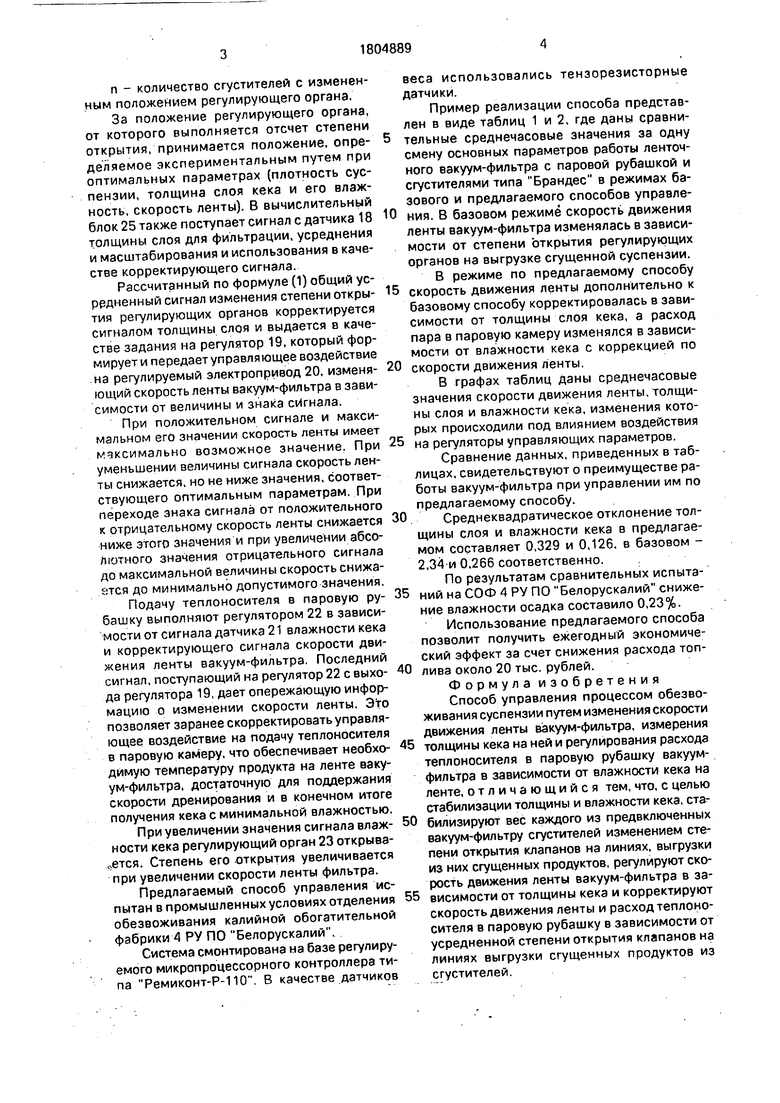
Пример реализации способа представлен в виде таблиц 1 и 2, где даны сравнительные среднечасовые значения за одну смену основных параметров работы ленточного вакуум-фильтра с паровой рубашкой и сгустителями типа Брандес в режимах базового и предлагаемого способов управления. В базовом режиме скорость движения ленты вакуум-фильтра изменялась в зависимости от степени открытия регулирующих органов на выгрузке сгущенной суспензии.
В режиме по предлагаемому способу скорость движения ленты дополнительно к базовому способу корректировалась в зависимости от толщины слоя кека, а расход пара в паровую камеру изменялся в зависимости от влажности кека с коррекцией по скорости движения ленты.
В графах таблиц даны среднечасовые значения скорости движения ленты, толщины слоя и влажности кека, изменения которых происходили под влиянием воздействия на регуляторы управляющих параметров.
Сравнение данных, приведенных в таблицах, свидетельствуют о преимуществе работы вакуум-фильтра при управлении им по предлагаемому способу.
Среднеквадратическое отклонение толщины слоя и влажности кека в предлагаемом составляет 0,329 и 0,126. в базовом - 2,34 и 0,266 соответственно.
По результатам сравнительных испытаний на СОФ 4 РУ ПО Белорускалий снижение влажности осадка составило 0,23%.
Использование предлагаемого способа позволит получить ежегодный экономический эффект за счет снижения расхода топлива около 20 тыс. рублей.
Формула изобретения
Способ управления процессом обезвоживания суспензии путем изменения скорости движения ленты вакуум-фильтра, измерения толщины кека на ней и регулирования расхода теплоносителя в паровую рубашку вакуум- фильтра в зависимости от влажности кека на ленте, отличающийся тем, что, с целью стабилизации толщины и влажности кека, стабилизируют вес каждого из предвключенных вакуум-фильтру сгустителей изменением степени открытия клапанов на линиях, выгрузки из них сгущенных продуктов, регулируют скорость движения ленты вакуум-фильтра в зависимости от толщины кека и корректируют скорость движения ленты и расход теплоносителя в паровую рубашку в зависимости от усредненной степени открытия клапанов на линиях выгрузки сгущенных продуктов из сгустителей.
Т а б л и ц а 1
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ автоматического управления разгрузкой сгустителя | 1990 |
|
SU1754150A1 |
| Способ автоматического управления процессом обезвоживания суспензии в барабанном или ленточном вакуум-фильтре | 1990 |
|
SU1725971A1 |
| Способ автоматического уравления процессом обезвоживания суспензии | 1990 |
|
SU1713618A1 |
| Способ обезвоживания суспензии концентрата фосфорсодержащих руд | 1984 |
|
SU1243766A1 |
| Вакуумный фильтр-сгуститель | 1985 |
|
SU1353471A1 |
| Установка для водной флегматизации гексогена | 1967 |
|
SU1841170A1 |
| СПОСОБ АВТОМАТИЧЕСКОГО УПРАВЛЕНИЯ ПРОЦЕССОМ ФИЛЬТРОВАНИЯ СУСПЕНЗИИ НА ФИЛЬТРАХ НЕПРЕРЫВНОГО ДЕЙСТВИЯ | 1991 |
|
RU2026711C1 |
| Способ обезвоживания суспензий | 1986 |
|
SU1421369A1 |
| Способ автоматического управления циклом сгущения-фильтрации минерального сырья | 1989 |
|
SU1678414A1 |
| Автоматизированное устройство для очистки промышленных стоков | 2017 |
|
RU2653169C1 |
Таблица2
